
英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
DEPHY项目:通过厌氧消化和植物修复处理酿酒厂废水——一种绿色工业方法
摘 要
酿酒中每升酒精将产生的大约15L的出水,它具有BOD为40,000-50,000ppm和COD为80,000-100,000ppm的特性。在行业中,出水通过厌氧消化有两个好处,如使废水降解到BOD 8,000–10,000ppm,COD 29,000–35,000ppm的程度,同时生产含有55%甲烷的沼气。每kg的BOD经由厌氧消化可得到0.4到0.6kg甲烷。厌氧消化后的出水将经过曝气技术处理。曝气处理需要很高的能量来处理出水以达到标准。现在,由于水的危机,许多工业在厌氧消化以后处理循环水不是反渗透(RO)就是多效蒸发。RO被用来恢复60%的水,也就是透过的COD降到100ppm的水。整个膜在承受高污染负荷的RO过程中,两侧有更高的压力差,导致其运行和维护成本变高。对废弃物的污染状况进行了较为复杂的处理。在多效蒸发器的情况下,蒸发1L水需要550大卡的能量。由于进水负荷大、寿命周期缩短,蒸发器的性能会随着时间的推移而恶化。因此,它需要一种中间处理,这将有助于把生物甲烷化的出水特性降到一个可观的水平,并将减少进一步操作中的能源消耗。废水BOD、COD高的主要原因是由于存在的有色化合物,如蛋白黑素。本综述旨在研究用植物修复作为厌氧消化和曝气中间步骤来降解的可能性。因此,将通过生长的微藻产生的生物量,用于副产物生产是有用的。
关键词 处理研究蛋白黑素;厌氧消化;微藻脱色和降解生物质;生物燃料
目 录
第1章 绪论 1
第2章 复杂彩色化合物——蛋白黑素的形成机制 3
第3章 酿酒废水处理技术 4
3.1 生物处理 4
第4章 厌氧消化 5
4.1 厌氧消化的好处 5
4.2 厌氧消化前后的理化处理 5
第5章 植物修复——后处理 7
5.1 黑藻素的微藻降解 7
5.2 种植微藻用于处理研究的益处 10
5.3 商业规模的微藻培养 10
5.3.1 广阔的池塘 10
5.3.2 强化后的池塘 10
5.3.3 封闭的光生物反应器 10
5.4 收获和生物燃料生产 11
第6章 结束语 12
致谢 13
参考文献 14
绪论
各类出水的化学成分,浊度,颜色和温度反映了出水污染的严重程度,还决定了所需的处理技术。大自然中,化学成分可以是有机/无机的形式。在高有机物含量(高BOD)的情况下,厌氧消化是在行业中普遍采用的经济和创收的处理方法,每kgBOD可产生0.4-0.6kg的甲烷。行业,如酒厂(BOD-40,000-50,000ppm)[1],乳制品(BOD-2500ppm)[1,2],纸浆和造纸工业(BOD-4000ppm)[1,3],屠宰场(BOD-3500-4500ppm)[1,4]和制糖业(BOD-1250-2000ppm)[1,5]是采用厌氧消化由废水生成沼气。酒厂是酒糟水出水BOD含量高的行业之一。酒糟水高BOD是由于众多有机化合物的存在,如多糖,还原糖,木质素,蛋白质,蛋白黑素和蜡类[6]。表1给出了酒厂产生的酒糟水的详细特征。
表1 废酒糟水的特性(参照-TDCL,特利奇)
|
参数 |
浓度范围 |
|
颜色 |
深棕色 |
|
气味 |
糖的味道 |
|
温度 |
80-90 ℃ |
|
pH值 |
4-4.6 |
|
电导率 |
26-31毫秒/厘米 |
|
无机TDS |
17,160-20,460ppm |
|
TDS |
85,000-110,000 ppm |
|
TSS |
4,500-7,000 ppm |
|
COD |
85,000-110,000 ppm |
|
酸度 |
5,200-8,000 ppm |
|
BOD |
25,000-35,000 ppm |
|
硫酸盐 |
13,100-13,800ppm |
|
氨态氮 |
800-1,100ppm |
|
氯化物 |
4,500-8,400 ppm |
|
酚类 |
3000-4000 ppm |
|
磷酸盐 |
1,500-2,200 ppm |
|
总氮 |
4,200-4,800 ppm |
注意:℃-摄氏度;毫秒/厘米-毫西门子/厘米;ppm-百万分比浓度
酿酒厂是以糖浆为原料,鼓励通过酵母发酵来生产酒精。今天的酿酒厂,通过其各种产品对印度经济起到至关重要的作用。其中95.5%纯度的乙醇产生作为从酿酒厂的主要产品,同时作为一个母厂还会进一步生产有附加值的化学品,如乙醛,醋酸,乙酸乙酯及其衍生产品。在印度,大约有325家的酿酒厂,每年大约生产27亿升的酒精。酒精的总产量中,大约50-52%被用于工业目的,其余的用于饮用目的。乙醇和酒精类的产品的需求一直在稳步增加(TIFAC报告,www.tifac.org.in)。因此,污水的产生也会随着时间的推移而增加。
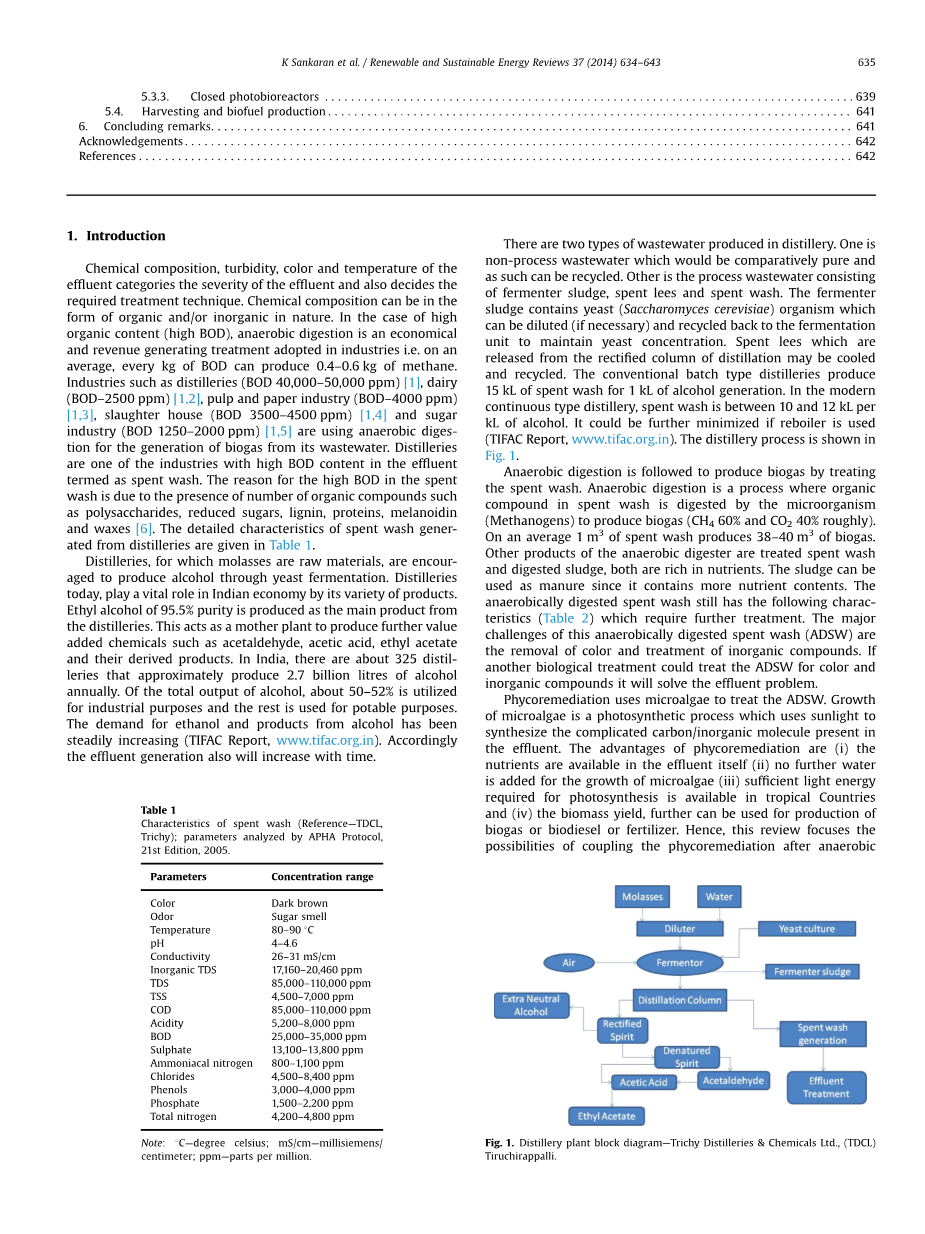
在酿酒厂会产生两种类型的废水。一是非工艺废水,这将是相对纯净的,因此可以回收利用。其它是由发酵污泥的工艺废水,废酒糟和酒糟水。发酵污泥中含有可稀释(如果需要)并再循环返回至发酵单元保持酵母浓度的酵母(酿酒酵母)生物体。从精馏精馏塔中释放出来的废酒糟可以冷却和回收。传统的间歇式酒厂每生产1000L的酒精就会有15000L酒糟水的产生。。在现代的连续式蒸馏室,每生产1000L的酒精就会有10000-12000L酒糟水的产生。如果使用再沸器,它可以进一步减少,(TIFAC报告,www.tifac.org.in)。酿酒过程显示如图1。
图1 酿酒厂框图-特利奇酿酒厂&化学品有限公司,(TDCL)蒂鲁吉拉伯利。
厌氧消化之后通过处理酒糟水产生沼气。厌氧消化是将酒糟水中的有机化合物由微生物(产甲烷菌)消化以产生沼气的处理方法(大约CH4 60%和CO2 40%)。平均1m3酒糟水能产生38-40m3沼气的。厌氧消化器中其他产品处理的酒糟水和消化污泥,两者都含有丰富的营养成分。污泥可以用作肥料,因为它含有更多的营养。在厌氧消化酒糟水仍具有以下特点(表2),需要进一步的处理。这种厌氧消化的酒糟水(ADSW)的主要挑战是在去除颜色和处理无机化合物。如果另一个生物处理可以去除ADSW中的颜色和无机化合物,将会解决出水的问题。
植物修复使用微藻处理ADSW。微藻的生长是利用太阳光来合成存在于出水中的复杂碳/无机分子光合过程。植物修复的优点是(i)污水本身可获得的养分(ii)微藻的生长没有进一步增加水分(iii)热带国家可获得足够的光合作用所需的光能,(iv)生物质产量,进一步可用于沼气或生物柴油或肥料的生产。因此,本综述重点研究了厌氧处理后结合植物修复处理的可能性,从而彻底消化处理酿酒厂的酒糟水。
表2厌氧消化的用过的酒糟水(类型混合溢流反应器)的特性
|
参数 |
浓度范围 |
|
颜色 |
深棕色 |
|
温度 |
35-40 ℃ |
|
pH值 |
7.5-8.0 |
|
电导率 |
31-36毫秒/厘米 |
|
浊度 |
(NTU) 40 |
|
TDS |
35,000-45,000 ppm |
|
TSS |
22,000-34,000 ppm |
|
COD |
25,000-40,000 ppm |
|
碱度 |
17,000-24,000 ppm |
|
BOD |
7,000-10,000 ppm |
|
总硬度,以CaCO3计 |
3,100-3,200 ppm |
|
钙硬度,以CaCO3计 |
600ppm |
|
镁硬度,以MgCO3计 |
2,500-2,600 ppm |
|
氨型氮N |
1000-1100ppm |
|
可溶磷酸盐P |
为P 400ppm的 |
|
氯化物Cl- |
8,400-8,600 ppm |
|
硫酸盐SO42- |
4,000-4,500 ppm |
|
氟化物F- |
5 ppm |
|
硝酸盐NO-3 |
350-400 ppm |
|
钠Na |
250-300 ppm |
|
总铁Fe |
10ppm |
|
石油和油脂 |
30ppm |
|
钾K |
12800ppm |
|
总二氧化硅 |
60-65 ppm |
|
反应性二氧化硅(溶解的二氧化硅) |
50-55 ppm |
|
碳酸氢钠 |
12,800-12,850 ppm |
注意:℃-摄氏度;Ms/cm-毫西门子/厘米;ppm-百万分比浓度。
第2章 复杂彩色化合物——蛋白黑素的形成机制
酒糟水有鲜明的深褐色。原料中的酚类(单宁和腐植酸),过热的糖中的奶糖,酸水解产生的糠醛和美拉德反应的糖(碳水化合物)与蛋白质(氨基)生成的蛋白黑素使得酿酒厂废水有了颜色
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[464674],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- 两种水处理厂活性污泥生物群落生物指示物真核生物的比较:一个案例研究外文翻译资料
- 针叶凋落物挥发性有机化合物的顶空-固相微萃取技术分析外文翻译资料
- 流动注射-在线固相萃取化学发光系统测定天然水中痕量铜外文翻译资料
- 电感耦合等离子体原子发射光谱法,火焰原子吸收光谱法和紫外 – 可见分光光度法测定制革废水中的总铬外文翻译资料
- 表面改性对活性炭吸附苯酚和2,4-二硝基苯酚的影响外文翻译资料
- 伊斯坦布尔一级和三级城市污水处理厂的成本比较评价外文翻译资料
- 基质固相分散(MSPD)是测定粉尘中多溴二苯醚(PBDEs)的简单有效的样品制备技术外文翻译资料
- 乙酰胆碱酯酶是广谱有机环境污染物的潜在生物标志物外文翻译资料
- 纳米材料导论概述:广谱应用外文翻译资料
- 植物和粪便生物炭的性质及其对邻苯二甲酸二丁酯和菲的吸附外文翻译资料

