英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
“冷”板材冲压时的温度条件
Michael P. Pereira a, , Bernard F. Rolfe b
a Institute for Frontier Materials, Deakin University, Geelong, VIC 3217, Australia b School of Engineering, Deakin University,Geelong, VIC 3217, Australia
关键词:
先进的高强度钢材成型、温度热机械有限元模型工具磨损。
摘要:本文研究了在室温条件下,在高强度钢板冲压过程中摩擦和变形引起的加热。建立了典型平面应变冲压工艺的热机械有限元模型,了解了模具和坯料的温度条件,这是通过实验测量来验证的。在有限单元模型和实验数据之间建立了一系列的操作条件和参数。该模型表明,在实际生产条件下产生的热量可导致高达108℃-181℃的高温在坯料和模具材料中,传统上认为是“冷”形成条件。结果表明,摩擦加热主要是造成模具表面温度峰值的主要原因,而峰值温度则是由摩擦和变形加热引起的。研究结果为坯料和模具的局部条件提供了新的见解,在工业冲压过程中的板材成形性能和刀具磨损性能有直接的相关性。
1. 介绍
在汽车工业中使用先进的高强度钢(AHSS)导致冲压生产中成形性和磨损问题的增加。为了成功地冲压AHSS,冲压车间的经验表明,冲压速度和生产率经常需要降低,以减少工件的分割或刀具磨损问题。这表明,摩擦和变形引起的加热对高强度薄钢板的冲压具有重要的意义,预计会出现“冷”成型条件。
变形和摩擦引起的加热现象是众所周知的,并且已经在文献中讨论了很多年。例如,Farren和Taylor(1925)的早期研究表明,在几种金属的快速塑性变形过程中,大约90%的工作
都转化为热能。Archard(1959)描述了理论上摩擦材料表面产生的最大的闪光温度,几乎所有摩擦的能量都以热的形式出现。近年来,温度为100℃工具表面附近观察不锈钢板熨烫这种变形诱导和摩擦加热对金属板的润滑和磨损性能的影响一直在研究中。(Nielsen et al.,2011)。然而,在室温金属冲压过程中,对摩擦和变形引起的加热的分析在文献中很少受到重视。由于形成高强度薄板材料所需要的工作和接触压力增加(Pereira et al., 2008),在冲压过程中,在坯料和工具表面可以产生显著的温度。
最近,有一些研究使用有限的组元分析(FEA)来研究在连续的bending-tenr-type过程中在坯料和模具产生的温度。Groche等人(2008)预测小温度上升(小于20℃)可以发生在模具半径区域在100毫米/秒的铝条形图中。Kimet al.(2011)预测,双相(DP)钢坯料在工业型变形速率(约50毫米/秒)期间,拉伸过程中温度将达到100℃。Groche等人(2008)指出,峰值温度区域对应的是刀具表面的磨损区域,Kim et等人(2011)得出的结论是,变形加热对板材的破坏行为有显著影响。
在非连续冲压成形过程中,摩擦和变形诱导加热的影响在文献中得到较少的关注。考虑到轴对称成形过程,Kim等人(2009)利用有限元模型预测双相钢(DP590)坯料和D2刀具钢模可以达到86℃和46℃的最高温度。Pereira等人(2010a)预测在使用D2钢工具冲压AHSS表等级(DP590和DP780)时,产生在模具半径的温度超过100℃。有趣的是,Pereira等人(2010a)的结果显示,在开始时,模具半径峰值温度上升,而最大的温度上升发生在模具(非坯料)表面。Kim et al.(2009)提出的结果显示了相反的行为,预计模具的最高温度会发生在半径的末端,而坯料表面的最高温度则是模具的两倍以上。很明显,在钣金冲压过程中,需要进一步的工作来了解板材和模具材料的温度行为。当考虑到在许多汽车冲压生产线中形成高强度钢和高工艺速度时会产生高温,这是非常重要的。
前一段所讨论的研究并没有对有限元模型预测温度与实验测量温度进行定量比较。因此,还需要为预测的温度提供实验验证,为数值模型提供依据。
本文研究了板料冲压过程中高强度薄板的摩擦和变形引起的热。一种新型的半工业冲压试验装置,用在模具半径区域内,在模面和模具表面下提供温度测量。建立了半工业通道形成过程的热机械有限元模型。该模型在两种材料等级的低速冲压作业中,对冲孔力、坯料和模具表面温度和模体温度的实验测量具有良好的一致性。然后应用devell-有限元模型在生产操作条件下复制真实的ram速度,即机械压力机的速度为每分钟32下。研究结果为工业冷板料冲压条件下模具和坯料的温度变化提供了新的见解。最后,利用该模型对板料冲压过程中坯料温度升高的影响因素进行了分析。
2、实验装置
2.1、工艺、几何和操作条件。
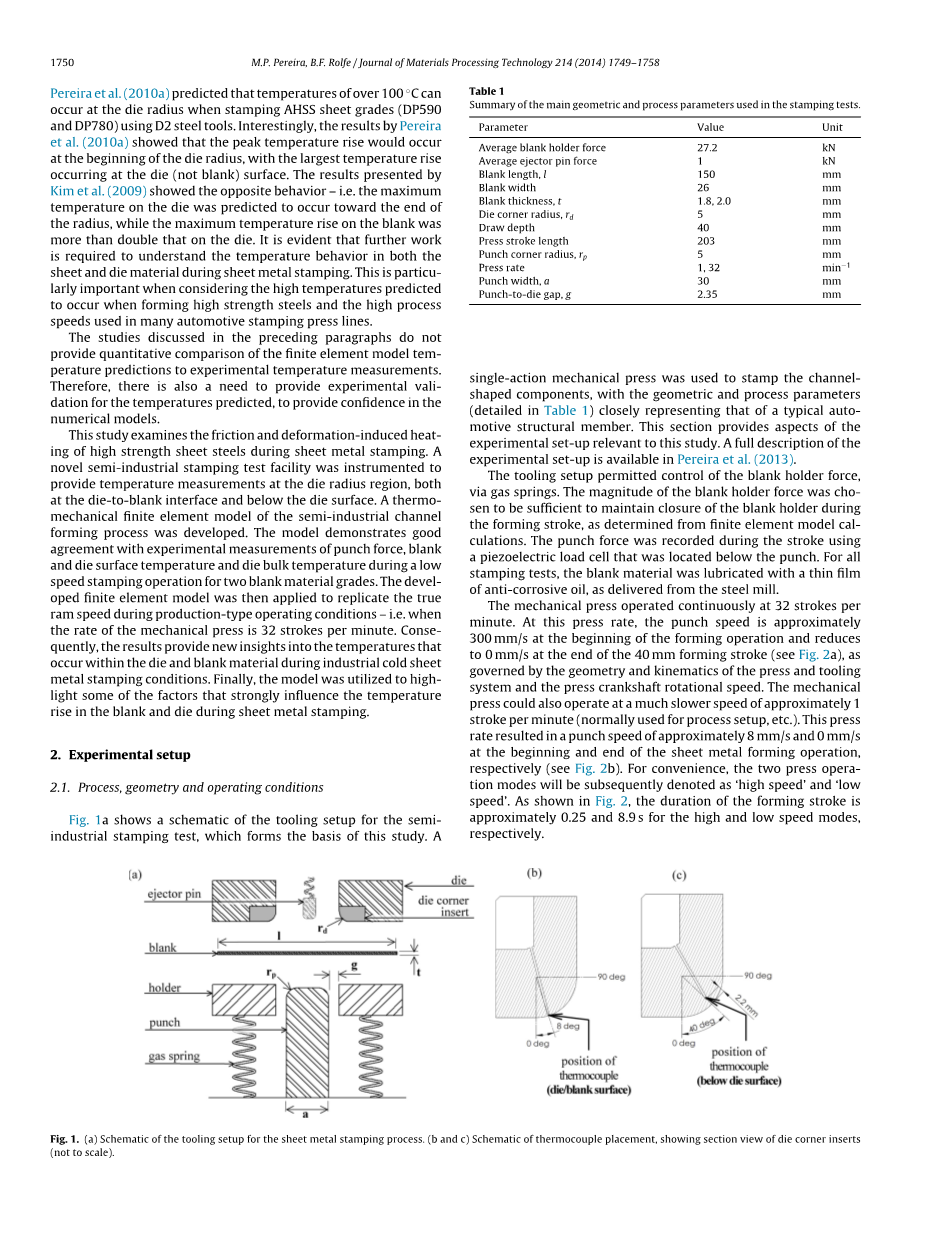
图1a为半工业冲压试验的工装设置示意图,构成本研究的基础。一个采用单动作机械压力机对槽形零件进行冲压,几何和工艺参数(详见表1),与典型的汽车动力结构构件紧密相关。本节提供与本研究相关的实验设置的各个方面。Pereira et al.(2013)提供了实验装置的完整描述。
工装设置通过气弹簧控制压边力。由有限元模型计算得出,在成形行程中,压边力的大小足以维持压边器的闭合。在闭合期间,使用位于冲床下方的压电式测压元件记录冲力。在所有的冲压试验中,这些坯料的材料被涂上了一层薄薄的防锈油,这是由钢厂提供的。
机械压力机以每分钟32的速度连续运转。根据压力机和模具系统的几何运动学和压力机曲轴转速,在40毫米成型冲程的末端穿孔速度大约是从300mm/s减少到0mm/s。机械压力机也可以以较慢的速度运行大约每分钟1次(通常用于过程设置等)。在板材成形操作的开始和结束时,压印速度分别为8 mm/s和0 mm/s(见图2b)。为了方便起见,这两种操作模式将被称为“高速”和“低速”。如图2所示,在高速和低速模式下,成形行程的持续时间约为0.25s和8.9 s。
表1
在冲压试验中使用的主要几何参数和工艺参数的总结。
|
参数 |
价值 |
单位 |
|
平均压边力 |
27.2 |
kN |
|
平均推钉力 |
1 |
kN |
|
空白的长度l |
150 |
毫米 |
|
空白的宽度 |
26 |
毫米 |
|
空白的厚度、t |
1.8,2.0 |
毫米 |
|
模圆角半径,rd |
5 |
毫米 |
|
画深度 |
40 |
毫米 |
|
按行程长度 |
203 |
毫米 |
|
冲头圆角半径,rp |
5 |
毫米 |
|
按比例 |
1,32 |
最小值minus;1 |
|
冲宽度, |
30 |
毫米 |
|
Punch-to-die差距,克 |
2.35 |
毫米 |
图1所示.(a)钣金冲压工艺的模具设置示意图。(b和c)热电偶的位置示意图,显示了模角插入的剖面图(不按比例)
图2所示.在(a)高速和(b)低速冲压试验设置的成型行程中冲压速度和位移。
2.2、温度测量
一个j-热电偶,具有暴露结和直径0.2毫米线,用于测量在冲压操作期间在图1所示的两个地点b和c的温度。在这两种情况下,在模具的空余部位钻许热电偶插入的直径1毫米的孔,确保测量的温度接近模具和坯料中间的区域,满足平面应变的基本条件。如图1c所示,热电偶位于刀具表面下沿模具半径2.2 mm处,角位置为= 40°,这样测出的温度最接近模具表面的温度测量。对于图1b所示的情况,热电偶的位置是这样的,使它从模具中稍微伸出,在模具表面=8°的位置。提供的合规热电偶线的长度保证热电偶的存在并没有改变坯料和模具之间的联系,但仍然保证当沿模具半径方向进行冲压时与坯料牢固的接触。因此,测量了坯料和模具表面的“界面”温度,因为在冲压操作过程中,热电偶接触了坯料和模具表面。
热电偶的响应时间为数十毫秒,但温度只能以1hz的最大采样率记录。因此,需要在低速压印模式下进行温度测量,以便在8.9 s行程中形成测量温度响应。详细地研究了系统在
低速成形模态下的温度响应之后建立了给定仪器设置的准确温度计量的可能性。例如,有限元模型显示,在最大温度升高的时刻,坯料处的速度小于5毫米/秒,而在测量位置的任何一侧的距离为1毫米的地方坯料表面温度变化小于1℃。因此,认为快速热电偶响应时间、小尺寸的热电偶在模具和坯料中相对较低的温度梯度的组合,保证了在低速运行条件下能够获得准确的测量温度。然而,使用这种实验装置,在高速测试条件下,不可能获得精确的测量温度。
2.3、材料
在实验研究中研究了两种坯料材料。
-2.0 mm厚和1.8毫米厚的双相级钢(DP780)。
表2
本研究对坯料材料的力学性能进行了研究。
|
HSLA300 |
HSLA400 |
DP590 |
DP780 |
|
|
屈服强度(MPa) |
321 |
447 |
400 |
587 |
|
抗拉强度(MPa) |
485 |
525 |
659 |
884 |
|
均匀延伸率(%) |
19.2 |
16.8 |
16.2 |
8.3 |
高强度低合金钢(HSLA400)。另外两种材料,DP590和HSLA300也在numerical研究中被检测。表2显示了四种坯料材料的力学性能,这是由准静态环境温度拉伸试验确定的。拉伸试验是按照澳大利亚标准在1391-1991年进行的,在室温下,成形的方向(横向到薄板轧制方向)采用螺杆驱动的试验框架,在拉伸试样中采用十字头速度0.083 mm/s和25毫米的标称长度。
3、数值设置
利用隐式有限元法,Abaqus/标准v6.10-1 (Dassault Systemes Simulia Corp.2010)分析了通道形成过程。进行了非线性、瞬态、热应力分析。这个问题被简化为一个半对称,二维平面应变问题。基于Pereira等(2008,2010a)所开发的通道形成过程的有限元模型,建立了与非线性应力解相关的有限的组元网格和数值参数,因此不再在此重复叙述。
与热应力解决方案有关的重要参数见表3。这些参数的值被仔细选择,以确保所有的值都是合理的,并且相关数值在指定的值范围内。
表3
热-机械有限元模型热计算的重要参数。仅在工具栏中显示的值是在坯料和工具中常见的系统属性。
|
工具 |
坯料 |
|
|
lt;
全文共14818字,剩余内容已隐藏,支付完成后下载完整资料 资料编号:[10252],资料为PDF文档或Word文档,PDF文档可免费转换为Word |
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

