
英语原文共 14 页,剩余内容已隐藏,支付完成后下载完整资料
倒塔式起重机连接螺栓失效分析
- S. KIM1 and S. K. CHOI2
韩国首尔市阳川区新光七洞洞331-1 国家法医服务处158-707韩国2G.W.
乔治亚州伍德拉夫机械工程学院 美国佐治亚州亚特兰大技术学院
2012年5月16日以最终形式收到
摘要:塔式起重机的使用可能在大型建筑施工中造成严重的项目事故。塔式起重机发生故障会导致起重机操作人员严重受伤或伤到建筑工地的其他工人。起重机包括桅杆(或塔)和转台部件以及塔式起重机回转支撑的损坏和断裂,通常会导致塔楼倒塌等致命问题。如果没有经过系统的调查和适当的预防程序预防到位,这种通常会导致工人死亡的起重机事故将继续发生。因此,需要在法医工程方面进行更积极主动专业化和系统化的研究,以尽量减少事故和类似灾难的发生。在这项研究中,对进行塔式起重机倒塌事故彻底调查,并使用断层摄影和机械/化学表征技术包括视觉检查,现场研究,扫描电子显微镜和光学显微镜来确定造成损坏的起重机部件的确切原因。具体来说,就是采用仪器化的压痕技术来评估材料性质和使用能谱分析来确定其化学特性。经过深入调查,确定了连接螺栓是的塔式起重机最脆弱部分。建议提高可靠性并执行附加规定来进行其维护保证安全。这项研究为调查起重机倒塌事故提供了清楚地指导,并有助于预防类似的事故。依照研究提出建议采取一些改正预防措施来降低塔式起重机失效的风险。
关键词:失效分析, 法医工程,断口, 仪器化压痕技术,塔式起重机。
介绍:随着工程技术多年来的发展,各种技术壁垒已经减少,现代工程系统与过去的应用相比表现出了更优异的性能。由于这些技术进步,大多数工程灾害的分析变得复杂。作为分析的一部分,确定事故责任并使用这些信息防止类似事故发生,至关重要。处理这些工程灾难有一个系统的过程:即法医工程。法医工程可以被认为是一个分析引起财产损失和人身伤亡的失败产品的材料,结构的研究。该研究的主要目标是根据产品责任法确定导致致命故障的事件顺序。不幸的是,大多数产品的失败和相应的案例研究由于制造商试图不宣传其产品的缺点,导致学术文献中不容易获取。但是,分享以往的经验或案例研究以防止类似事故的发生并改进现有设计至关重要。
随着近年来建筑趋势已经转向高层建筑,塔式起重机的使用是必不可少的,也是不可避免的。塔式起重机有多种类型,包括锤头式起重机,塔式起重机和俯仰式起重机。在使用锤头起重机的情况下,一个长的水平副臂连接到一个垂直的塔架上。虽然锤头起重机需要第二台起重机在工作场所进行组装和拆卸,但自装塔式起重机可以完全自行组装,而不需要第二台起重机。在使用俯仰起重臂塔式起重机的情况下,操作员可以升起/降低起重臂,从而减少起重机摆动半径。如果在复杂的城市里施工,工作空间没有足够的间隙让吊臂旋转,此功能非常有用。这种类型的起重机越来越多地用于大型建筑项目的起重和放置材料,但在施工过程中经常发生严重事故。导致塔式起重机倒塌的主要原因是塔架(或塔架)和转台部件的损坏和断裂,以及塔式起重机回转支撑装置的失效。塔式起重机的失效会导致起重机操作员和建筑工人的严重受伤。如果没有系统的调查和适当的预防措施,这种经常导致工人死亡的起重机事故将继续发生。因此,需要在法医工程方面进行更主动,专业和系统的研究,以尽量减少类似灾害的发生。
在这项研究中,我们调查了塔式起重机倒塌情况的确切原因。通过各种方法充分研究了塔式起重机转台连接螺栓的断裂问题,例如用于检查螺栓断裂形貌的断层成像技术,用于测量材料特性的仪器化压痕技术(IIT)以及用于确定化学特征的能谱分析。根据观察结果和我们提出的失效原因,有可能引入新的法规或设计/制造以防止今后发生类似事故。 以下部分描述了识别塔式起重机倒塌失效原因的系统过程的细节。
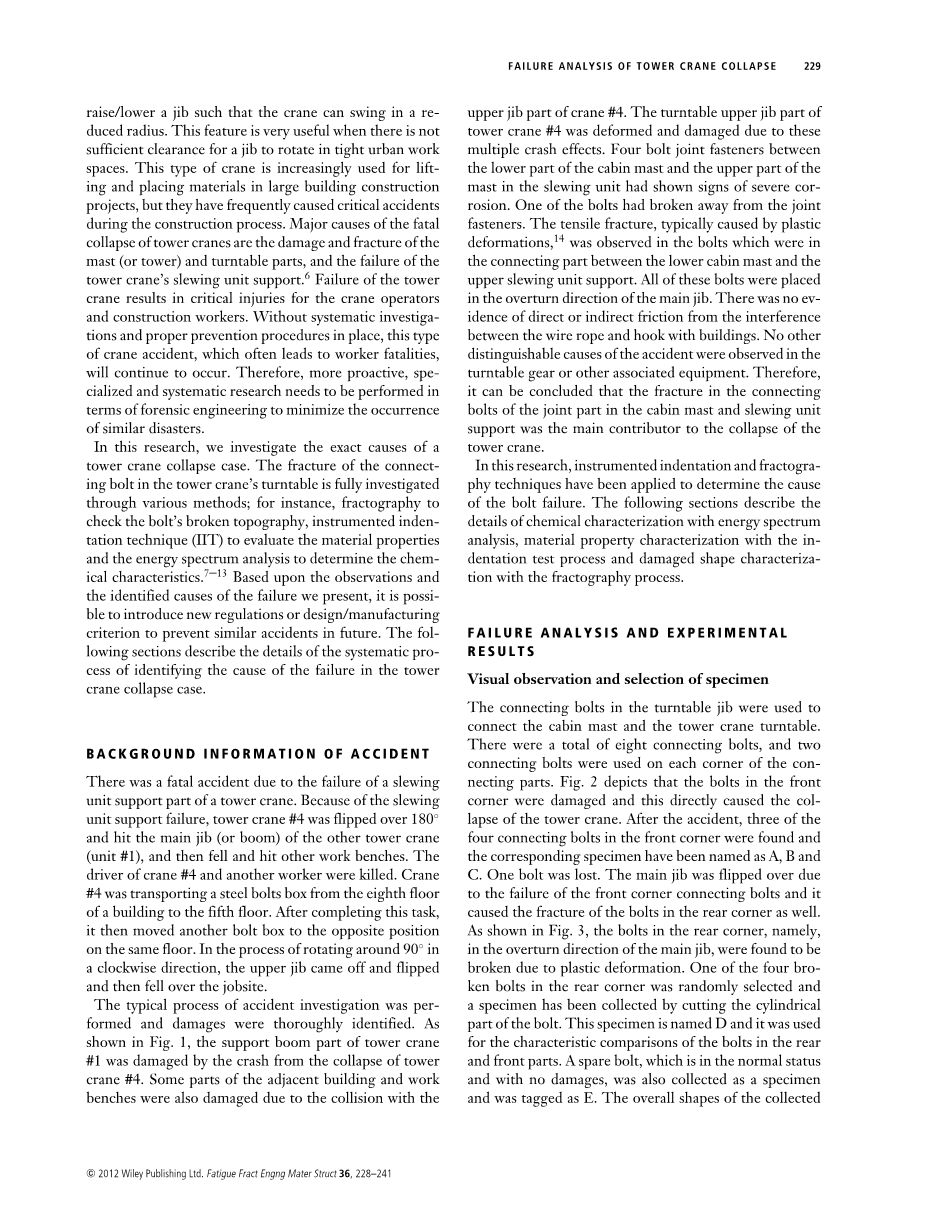
背景资料:由于塔式起重机的回转支撑部件故障导致致命事故。由于回转支撑失败,4号塔式起重机翻转180°,撞上另一台塔式起重机(1号机组)的主臂(或起重臂),然后坠落并撞击其他工作台。4号起重机的司机和另一名工人遇难。当时起重机#4正在将一个钢制螺栓箱从一栋建筑物的八楼运送到五楼。 完成此任务后,它将另一个螺栓盒移动到同一楼层的相反位置。 在顺时针旋转90°的过程中,上臂脱落并翻转,然后在工地上翻倒。
进行事故调查的典型过程并彻底查明损害情况。如图1所示,塔式起重机#1的支撑臂部分因塔式起重机#4倒塌造成的碰撞损坏。相邻建筑物和工作台的某些部分也因与起重机#4的上臂部分相撞而受损。塔式起重机#4的转盘上臂部分由于这些多重碰撞效应而变形并受损。机舱桅杆下部与回转装置桅杆上部之间的四个螺栓连接紧固件显示出严重腐蚀迹象。其中一个螺栓已从联合紧固件上脱落。通常在位于下部舱室桅杆和上部回转单元支撑件之间的连接部分中的螺栓中观察到由塑性变形引起的拉伸断裂。所有这些螺栓都放置在主臂的翻转方向上。没有证据表明钢丝绳和吊钩与建筑物之间的干涉会造成直接或间接的摩擦。在转盘装置或其他相关设备中没有发现其他明显的事故原因。因此,可以得出结论:机舱桅杆和回转支承单元中接头部分的连接螺栓断裂是造成塔式起重机倒塌的主要原因。
在这项研究中,仪器化的压痕和断层技术已被应用于确定螺栓失效的原因。 以下部分描述了使用能谱分析的化学表征的细节,使用压痕测试工艺的材料特性表征以及使用断层技术分析损坏的形状表征。
失效分析与实验结果
目测观察和选择标本
转盘副臂中的连接螺栓用于连接驾驶室桅杆和塔式起重机转盘。总共有8个连接螺栓,连接部件的每个角上使用了两个连接螺栓。图2描述了前角的螺栓损坏,直接导致了塔式起重机的倒塌。事故发生后,找到前角四个连接螺栓中的三个,并将相应的试件命名为A,B和C.一个螺栓丢失了。由于前角连接螺栓的失效,主臂被翻转,导致后角的螺栓断裂。如图3所示,后角中的螺栓,即主臂的翻转方向上的螺栓由于塑性变形而被破坏。随机选择后角的四个断裂螺栓中的一个,通过切割螺栓的圆柱部分收集试样。这个标本被命名为D,它被用于后部和前部螺栓的特征比较。正常状态下没有损坏的备用螺栓也被收集为标本并标记为E。收集的样本的总体形状示于图4中。如图5所示,在那里是螺栓头上的标记lsquo;129rsquo;,这个号码表示螺栓的强度和类型。根据到KS B 1002,15它是一个M39六角螺栓,直径为620毫米。
图1:致命的塔式起重机事故:(a)#4塔式起重机的回转支撑;(b)塔式起重机#4的下舱桅杆部分;(c)塔式起重机#4损坏的建筑物;(d)塔式起重机#4坠毁后塔式起重机#1的状态
图2:单元支撑件前角部螺栓损坏
图3:机舱门架后部的螺栓损坏
图4:检测断裂螺栓的样品 图5:螺栓头的特写图
图6:螺栓A的断裂状态 图7:螺栓C的断裂状态
目视检查断裂面
螺栓A和C的断裂表面分别具有三个不同的部分,如图6和7所示。裂缝已经开始从第一区进入第三区。1号横截面的颜色非常暗并且难以通过肉眼确定断裂表面的形状。相比之下,2号区清楚地显示了海滩标志图案,这是疲劳裂缝的明显特征。显然,螺栓的损坏源于螺栓的疲劳破坏,导致裂缝传播到其他地区。还观察到,与具有相对平坦和光滑表面的1号和2号区域相比,3号区域的表面粗糙度已经增加。这证明该区域的疲劳裂纹扩展速率显着增加。如图8所示,与螺栓A和C的状态不同,螺栓B涉及显着的腐蚀。从螺栓B初始失效时开始经过相当长的时间,导致螺栓A和C承受高应力集中,造成了严重的损坏。
钢合金的化学成分比较
连接螺栓作为建筑材料已于2009年8月底交付使用。它们的材料特性和机械性能已满足标准KS B 0806:2000和KS D 1652:2007,这一点已经通过如表1所示的测试报告得到证实。根据测试报告,螺栓钢的特性符合AISI 4340(JIS标准SNCM43921)标准KS D 3867:2007。表1总结了基于试验报告和KS D 3867:2007.22的钢合金的化学成分。根据KS B 0233:2005规定的螺栓的机械性能,螺栓应由合金钢制成,通过淬火和回火过程中,螺栓的等级必须为12.9。此外,用于螺栓的钢合金适用于根据测试报告和KS D 3867:2007规定的机械结构。在本研究中,这些性能将通过各种测试过程进行重新检验,以下部分将详细描述。
表1:基于试验报告和KS D 3867:2000(AISI 4340)的钢合金的化学成分比较
扫描电子显微镜(SEM)观察和能谱分析
为了通过视觉检查来验证断裂表面的原因并分析结果,进行了SEM观察。图9显示了螺栓A的区域1,2和3中的SEM图像。为了分析螺栓的暗区和亮区的化学成分,还使用了能量色散谱(EDS)。在螺栓A的区域1中检测到大量氧气,结果显示在表2中。因此,确定螺栓A的暗区1区域的成分是氧化物。螺栓A的区域3中也有部分形成了氧化物。但是,螺栓A的颜色较浅的区域2不含氧化物,因此可以确认这是典型的断裂面。区域2的成分组成与表1中的值几乎相同。对螺栓B和C也进行了类似的SEM分析,并且相应的SEM图像总结在图10-12中。所有标本均检测到疲劳断裂的典型特征。特别是,疲劳裂纹不断进行直到螺栓B发生最终破坏。由于在螺栓A和B中的氧化物厚度太大(深色区域),导致断面的形状没有清楚地观察到。螺栓A上的螺纹边缘有一个明显的径向裂缝。这可能是最初导致螺栓断裂的初始裂纹。还观察到有准解理和韧性断裂(凹坑形状)。这些观察清楚地描述在图10-12中。
光学显微照片
为了观察样品的微观结构,在典型的机械抛光之后,使用3和0.25mu;m金刚石悬浮液进行精密抛光的处理。用2%硝酸酒精(2毫升HNO3 98毫升C2H5OH)蚀刻30秒,通过光学显微镜以500倍的放大率观察微观结构。相应的结果记录在图13-17中。根据光学显微照片,发现所有螺栓中都有回火马氏体。这确认了螺栓是通过我们之前假设的淬火和回火工艺制造的。如图13-17中箭头所示,观察到奥氏体相为白色。即使在大气温度下进行含碳量超过0.4%的钢的快速冷却过程,也可以生成奥氏体相。如果产生的残余奥氏体在大气温度下未经处理,则可以慢速转变成马氏体。这种转变会导致体积增加,从而引起内部应力。这可能是导致开裂的直接原因,通常称为淬火裂纹。这些淬火裂纹通常发生在厚度突然变化或边缘锐利的部位。为了防止淬火裂纹,可以将刚刚淬火的马氏体转变成回火马氏体,这可以使通过回火或分解成铁素体和渗碳体变得更加坚韧。然而,当回火过程未能充分满足条件时,残余奥氏体将继续存在。基于断裂螺栓的显微观察,热处理过程不完整或缺失的可能性很高。还得出结论,螺栓螺纹是裂纹产生的主要原因。这些观察和鉴定与前面部分中的视觉检查和SEM的结果相同。
机械特性的评估
为了细化螺栓组织的特点,进行了断裂韧性,硬度和拉伸试验。一般来说,与没有残余奥氏体的情况相比,当残余奥氏体的分数高于10%时,强度和硬度降低。这一点已通过相应的测试证实了。仪器化的压痕技术(IIT)已经被用于评估受损螺栓的机械性能,由于根据所述标准的形状限制,难以采集试样。基于ISO TR29381和KS B 0950:2002的评估过程,应用IIT来获得拉伸性能。基本上,IIT被设计成通过在样品表面上放入压痕来确定其机械性能。这种方法是已知探测需要分析不规则形状的机械部件碎片时的工程材料的各种机械响应的有力工具。通过测量相应的深度,可以建立载荷 - 位移曲线,通过分析曲线可以确定断裂韧性,拉伸性能和其他力学性能。该测试可以精确测量压痕载荷的连续变化量并将其作为压痕深度的函数。这种无损检测方法非常有用,因为它不需要特定形状的样品,也可以应用于现场结构。此外,在不规则形状的试样如断裂的螺栓的情况下,没有可以进行断裂韧性评估的替代方法。有关IIT方法的更多细节和概述可参考参考文献.[26]。
通过沿圆周方向切割断裂表面来收集圆柱形样本。所测量的拉伸性能和断裂韧性总结在表3中。根据表3,屈服强度,拉伸强度和伸长率的变化不显着。另外,断裂韧性接近120-130MPa m。从而确认螺栓的屈服强度低于KS B 0233中的最小屈服强度1100 MPa和发布的试验报告中的屈服强度1296 MPa。
为了检查热处理过程是否合适,进行了在这种情况下普遍使用的硬度测试。 基于KSB 0811的Vickers硬度测试,并使用ASTME 140的硬度转换图计算洛氏硬度。测试载荷为10kgf,相应的结果总结于表4中。每个螺栓的洛氏硬度值没有显着差异。但是洛氏硬度值低于KSB 0233的最低标准值39 HRC和测试报告中42 HRC的值。维氏硬度也低于最低标准值385 HV。因此,可以得出结论,由于螺栓组织中的残余奥氏体,屈服强度和硬度性能劣化。
图9:三部分螺栓A的SEM和EDS分析结果
表2:能谱分析结果(wt%)
图10:螺栓A的SEM分析
图13 :试样A的光学显微照片(500times;)
<p
全文共11065字,剩余内容已隐藏,支付完成后下载完整资料</p
资料编号:[9871],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

