
英语原文共 8 页,剩余内容已隐藏,支付完成后下载完整资料
水平行星式球磨机球磨粒度分布对磨削效果的影响
张家关,杨柏,海东,琼吴,许楚业
关键词:
卧式行星球磨机
球尺寸分布摘 要
采用离散元法研究了卧式行星式球磨机球尺寸分布规律。 结果表明,当速度比为1.5时,可以获得最大冲击能量,当球速为24%时,可以得到最大的平均接触力和最高的能量利用率。 平均接触力随着大球比例的增加而增加,这意味着球的尺寸分布对粉碎和研磨过程有一定影响。 根据比较分析的实验结果,在球尺寸分布中,特定的断裂S\随着大球比例上升而增加,同时S\可由平均接触力(F)确定:S frac14;A·10kfmcf,其中常数A为0.437,即梯度
离散单元法平均接触力破损率
k是0.0252。 最后,通过Rosin-Rammler-Bennet方程分析产品的特定表面积并分析粒度分布(低于80mu;m)。 结果表明,随着大球比例的增加,比表面积减小,而均匀性系数增大
特征直径增加。
- 介绍
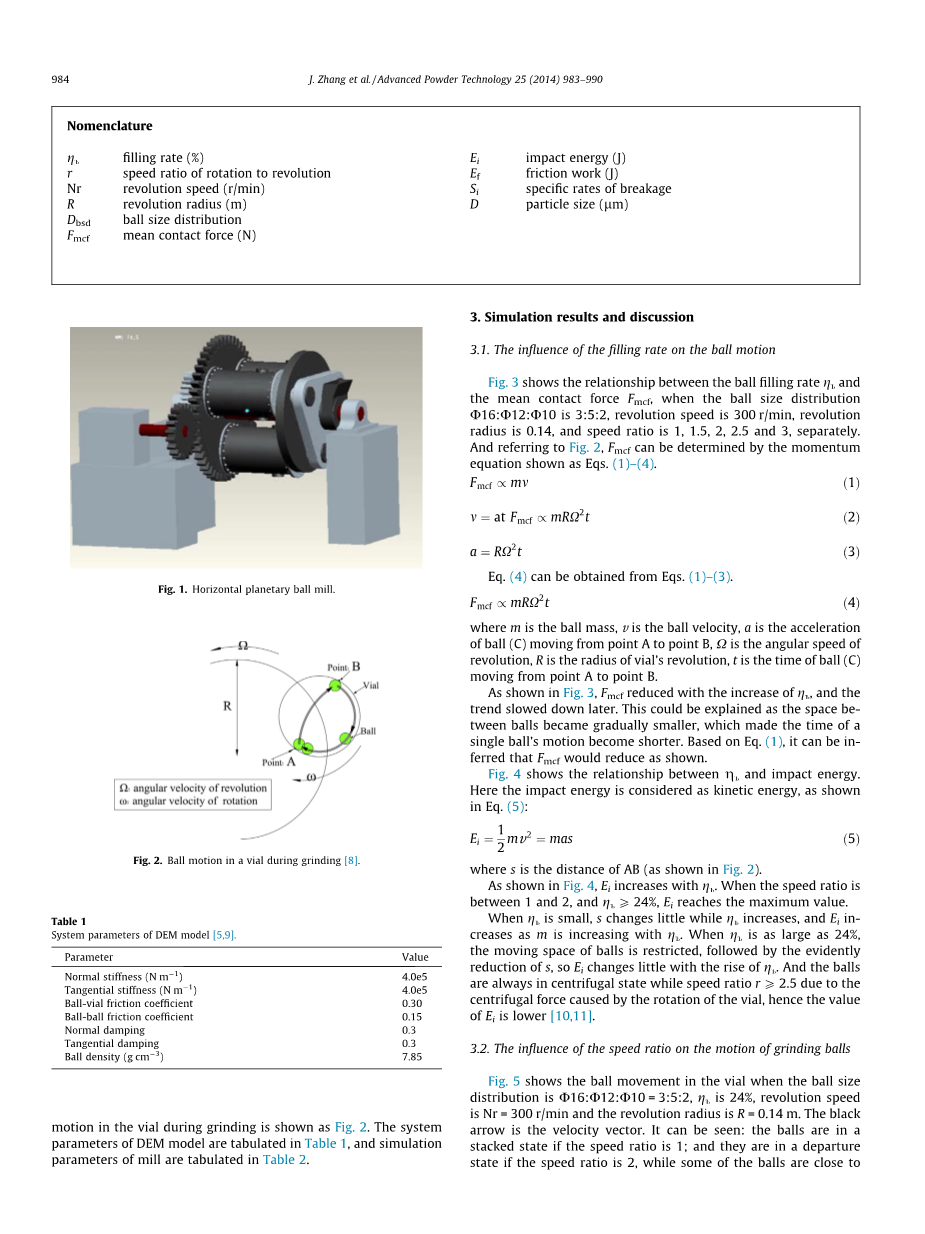
如图所示为卧式行星式球磨机图。1,是一种新颖的研磨设备。 小瓶底部工作时不会有沉淀物,所以其研磨效果要好于立式球磨机。 它由安装在垂直板上的一些样品瓶组成。 板的旋转和小瓶的旋转使得粉碎过程在离心场进行,超过了重力场的速度极限,因此可以获得更大的冲击力,以提高粉碎效果并降低能耗[1,2].
对于水泥来说,研磨效果受许多因素影响,尤其是球尺寸分布。 球磨机内的磨削工艺包括粉碎和磨削,主要由大球和小球分别提供。 合理的球尺寸分布不仅可以影响产量,还可以影响产品的质量[3]。 工业应用表明,当粉末达到一定程度时,使用大球在磨机中会导致低生产率,高能耗和不合格产品。 因此,实现粉碎和打磨平衡的关键在于是否有合理的球尺寸分布[4]。 为了研究球磨率,速度比和球尺寸分布的影响,本文模拟球磨机中的球运动。 此外,仿真的可靠性通过实验来验证。
- 计算模型和实验参数
模拟过程分为三个步骤:生成小瓶和研磨介质,自然包装块体,并最终向小瓶施加速度以计算和跟踪参数[5,6]。 小瓶参数包括转速,摩擦系数,剪切刚度系数,法向刚度系数等。颗粒参数包括颗粒半径,材料密度,摩擦系数,接触刚度系数等。[7]。 计算几何模型基于上述的水平行星式球磨机的结构。 小瓶的旋转和旋转方向相反,小瓶直径为89毫米,深度为78毫米,体积为508.67厘米\。 桶内均匀分布有6块衬板,衬板厚度为3mm,宽度为7mm。
|
命名法 g] 投掷率(%) r 旋转速度比 Nr 转速(r / min) R 公转半径(m) |
革命 |
E\E\S\ D |
冲击摩擦特定 粒子 |
能源(J)工作(J) 破损率 尺寸(lm) |
|
|
dBSD 球尺寸分布 FMCF 平均接触力(N) |
|||||
图1.卧式行星式球磨机。
-
仿真结果和讨论
- 球速对球运动的影响
表格1
图2.研磨过程中小瓶中的球运动[8].
图3表示当球尺寸分布U16:U12:U10为3:5:2,旋转速度为300r / min,旋转半径为0.14时,球的击球率g]与平均接触力FMCF速比分别为1,1.5,2,2.5和3。
并提到图2,FMCF可由动量方程确定,如方程式。(1)–(4).
FMCF/ mm eth;1THORN;
在FMCF/ mRX\t时为mfrac14; eth;2THORN;
一个RX\t eth;3THORN;
式。(4) 可以从公式(1)–(3).
FMCF/ mRX\t eth;4THORN;
其中m是球的质量,v是球的速度,a是球从点A移动到点B的加速度,X是旋转的角速度,R是小瓶的旋转半径,t是时间球(C)从A点移动到B点
如图所示图3,FMCF随着g的增加而减小,并且趋势在稍后减慢。 这可以解释为球之间的空间逐渐变小,这导致了球的时间
单球的动作变得更短。 基于公式(1),可以推断FMCF会如图所示减少。
图4 显示了g]和冲击能量之间的关系。
如图所示,这里撞击能量被视为动能
在等式(5):
E\=\mv\= mas eth;5THORN;
2
其中s是AB的距离(如图所示)图2).
如图所示图4,E\随g增加。 当速比在1和2之间,并且g] P 24%时,E\达到最大值。
当g]小时,s在g]增加时变化不大,而E\
DEM模型的系统参数[5,9].
参数 值
正常刚度(N m\) 4.0e5
切向刚度(N m\) 4.0e5
球瓶摩擦系数 0.30
球 - 球摩擦系数 0.15
正常阻尼 0.3
切向阻尼 0.3
球密度(g cm\) 7.85
显示磨削过程中小瓶中的运动如图所示图2。 DEM模型的系统参数在表中列出表格1,磨机的模拟参数在表中列出表2.
折痕随着m的增加而增加]。 当g]大到24%时,
球的运动空间受到限制,其次是s的明显减少,所以E\随g的增加而变化不大。 由于小瓶转动产生的离心力,小球始终处于离心状态,而速比r P2.5,因此E\的值较低[10,11].
-
- 速比对磨球运动的影响
图5当球尺寸分布为U16:U12:U10 = 3:5:2,g]为24%,转速为Nr = 300 r / min,公转半径为R = 0.14 m时,显示球瓶在球瓶中的运动。 黑色箭头是速度矢量。 可以看出:球是在一个
如果速比为1,则为堆叠状态; 如果速比为2,则它们处于离开状态,而一些球接近
表2
磨机的模拟参数。
E
实验条件
值
g] (%) 6 9 12 15 18 21 24 27 30
r 1 1.5 2 2.5 3
Nr(r / min) 200 250 300 350 400
R M) 0.14 0.16 0.18 0.20 0.22
dBSD[10] U16:U10 = 3:7 U16:U12:U10 = 3:5:2 U16:U12:U10 = 5:3:2 U20:U16:U12 = 1:6:3 U20:U16:U12 = 3:5:2
图3.球投注率g]和FMCF之间的关系。 图6 FMCF和旋转速度比之间的关系。
图4.球击率和冲击能量之间的关系。
小瓶壁。 如果速比为2.5至3,则大多数球处于离心状态。 因此,我们可以得出1.5是最佳速比。
图6显示当球尺寸分布为U16:U12:U10 = 3:5:2和R = 0.14 m时,FMCF和速比r的关系。 从图6 我们可以看到FMCF的趋势与从1到3的r的增加几乎相同。另外,当r是1.5时,FMCF是最大值(14.06 N)。 结合图5我们可以得出:随着速度比的增加,球从堆叠状态变为离开状态。 然后球之间的接触增加,导致FMCF逐渐增加。 随着进一步
速度增加,球开始处于离心状态,球之间的接触将显着减少,使得FMCF逐渐变小。 FMCF是当球与球和球碰撞时发生正常应力的平均值。 该值描述了作用于磨削材料的冲击力,这可以代表磨削效率。 因此,最大FMCF意味着最佳的球运动状态,这可能导致最佳的磨削效率。
图7 示出了当DBSD为U16:U12:U10 = 3:5:2时,不同速比的球的能量利用率,R为0.14m,g]为
(a) (b) (c) (d) (e)
(a)r = 1,(b)r = 1.5,(c)r = 2,(d)r = 2.5,(e)r = 3。
图7.球的能量利用率与速度比之间的关系。 图9.球的Fmcf与球尺寸分布之间的关系。
图8.能量测量装置。 1-平衡重量2-杠杆3-电机轴4-电机壳5-压力传感器6-支架,L-臂力。
表3
实验装置。
仪器 生产厂家 类型
图10.球的摩擦功与球尺寸分布之间的关系。
压力传感器 南京蓝科自动化
设备有限公司
显示仪器 南京蓝科自动化
设备有限公司
显示软件 南京蓝科自动化
设备有限公司
CXH-116 XST M400
U12:U10 = 5:3:2,U20:U16:U12 = 1:6:3和U20:U16:U12 =
3:5:2,它们被模拟了10个时期。
图9显示了FMCF和球尺寸分布之间的关系,
VFD1 Yaska瓦电气公司 CIMR-F7A4ZP2
VFD2 Aloyi设备有限公司 ALYVF9S-G0022T4
<p
全文共8864字,剩余内容已隐藏,支付完成后下载完整资料</p
资料编号:[9544],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

