
英语原文共 7 页,剩余内容已隐藏,支付完成后下载完整资料
小型饮料行业洗瓶机的设计与开发
Ankur G. Gajjar Alpesh I. Patel Raviprakash G. Singh
Research Scholar Assistant Professor Assistant Manager
Control amp; Automation Institute of Technology
Instrumentation amp; Control Engineering
Institute of Technology
Bussiness Development
KHS Machinery Pvt. Ltd.
Nirma University, Ahmedabad, India Nirma University, Ahmedabad, India Ahmedabad, India
er.ankurgajjar@gmail.com alpesh.patel@nirmauni.ac.in ravi.singh@khs.com
摘要 - 传统的洗瓶机由于其洗瓶容量高,机械和控制复杂,仅适用于中型和大型饮料行业。本文提出了适用于小型饮料行业经济型洗瓶机的自动化设计,同时又不影响其控制能力。洗瓶机在饮料工业中的重要性和要求已经被讨论过了。用于可回收玻璃瓶的洗瓶机的设计已在Creo软件中创建。洗瓶机的工作方式和工作区域已经确定。洗瓶机将使用西门子S7-317-2-PN / DP PLC(可编程逻辑控制器)控制,并使用SIMATIC Manager中的梯形图进行编程。通过限位开关实现不同处理区域的液位控制,并通过使用Pt1000 RTD,SSR(固态继电器)和加热器实现不同处理区域的温度控制。通过实施和比较了用于温度控制的不同控 制方案,结果表明,PID温度控制是控制不同处理区温度的最有效控制方案。PID温度控制和样品处理的自动调节的实施方案已经确定。洗瓶机的整体控制也得到了讨论和评估。
关键词 - 洗瓶机; PID(比例积分微分)控制; PLC(可编程逻辑控制器); RGB(可回收玻璃瓶); RTD(电阻温度检测器); SSR(固态继电器); 洗涤剂
介绍
在饮料灌装和包装工业中,使用各种类型的机器来进行饮料灌装和包装过程。然而,由于用于在饮料填充和包装线中灌装饮料的容器的类型的不同,机器可能有一些不同。主要有三种类型的容器用于灌装饮料:(1)RGB(可回收玻璃瓶),(2)PET(聚对苯二甲酸乙二醇酯)瓶,和(3)铝罐
洗瓶机是瓶子灌装和包装线的重要组成部分,用于瓶子灌装和包装线的开头。洗瓶机主要用于在RGB的情况下清洁用过的瓶子,并且在进行饮料灌装和包装之前用于在PET瓶的情况下冲洗瓶子。根据所使用的饮料容器的类型的不同而使用不同功能的洗瓶机。
洗瓶机是瓶子灌装和包装线的重要组成部分,用于瓶子灌装和包装线的开头。洗瓶机主要用于在RGB的情况下清洁用过的瓶子,并且在进行饮料灌装和包装之前用于在PET瓶的情况下冲洗瓶子。根据所使用的饮料容器的类型的不同而使用不同功能的洗瓶机。
在进行饮料灌装和包装之前,需要清洁使用过的RGB,因为用过的瓶子可能含有灰尘,沙子,饮料残留物,雨水,矿物污渍和微生物[1]。微生物导致的微生物腐败,通常表现为饮料中的异味,气味和视觉变化[2]。它还可能导致饮料中pH变化,产生异样气体,并可能导致使用者产生恶心,中毒的现象[1]。导致微生物腐败的常见微生物是大肠杆菌,乳酸菌,醋酸菌,脂环酸芽孢杆菌,酵母和霉菌[2,3]。因此,在使用RGB的情况下,仅冲洗瓶子是不够的,但是瓶子需要在一定温度下通过碱溶液(或洗涤剂)清洁以用于瓶子的卫生,这由洗瓶机来完成[3]。
洗瓶机应该是自动化的,这样清洗出的玻璃瓶,它不含致病性和毒性饮料危害细菌,没有残留物,无味,明亮,清澈,不含化学物质,并能提供适合的灌装温度同时也应该是无滴水的[1]。
在从洗瓶机下线后用于灌装操作之前,必须检查瓶内是否存在洗涤剂。酚酞用作化学试剂以确定不存在洗涤剂[1]。如果酚酞的颜色发生变化,应检查洗涤剂的化学成分和机器内的瓶子清洁过程。为了确保瓶子质量和正确的饮料灌装和包装操作,瓶子应该在洗瓶机[4]完成洗瓶操作后通过瓶子缺陷检测系统。
978-1-4673-6911-4/15/$31.00copy;2015
用于大规模饮料工业的传统洗瓶机在机械和控制方面非常复杂,并且对于小规模饮料工业而言也是昂贵的。用于大规模工业的洗瓶机每小时容量为10,000至1,50,000瓶[1]。因为,小规模饮料工业的要求很小,约每小时1000-2500瓶,本文提出了RGBs洗瓶机,为饮料灌装和包装线提供了一种经济有效的洗瓶解决方案。
- 洗瓶机的设计和工作
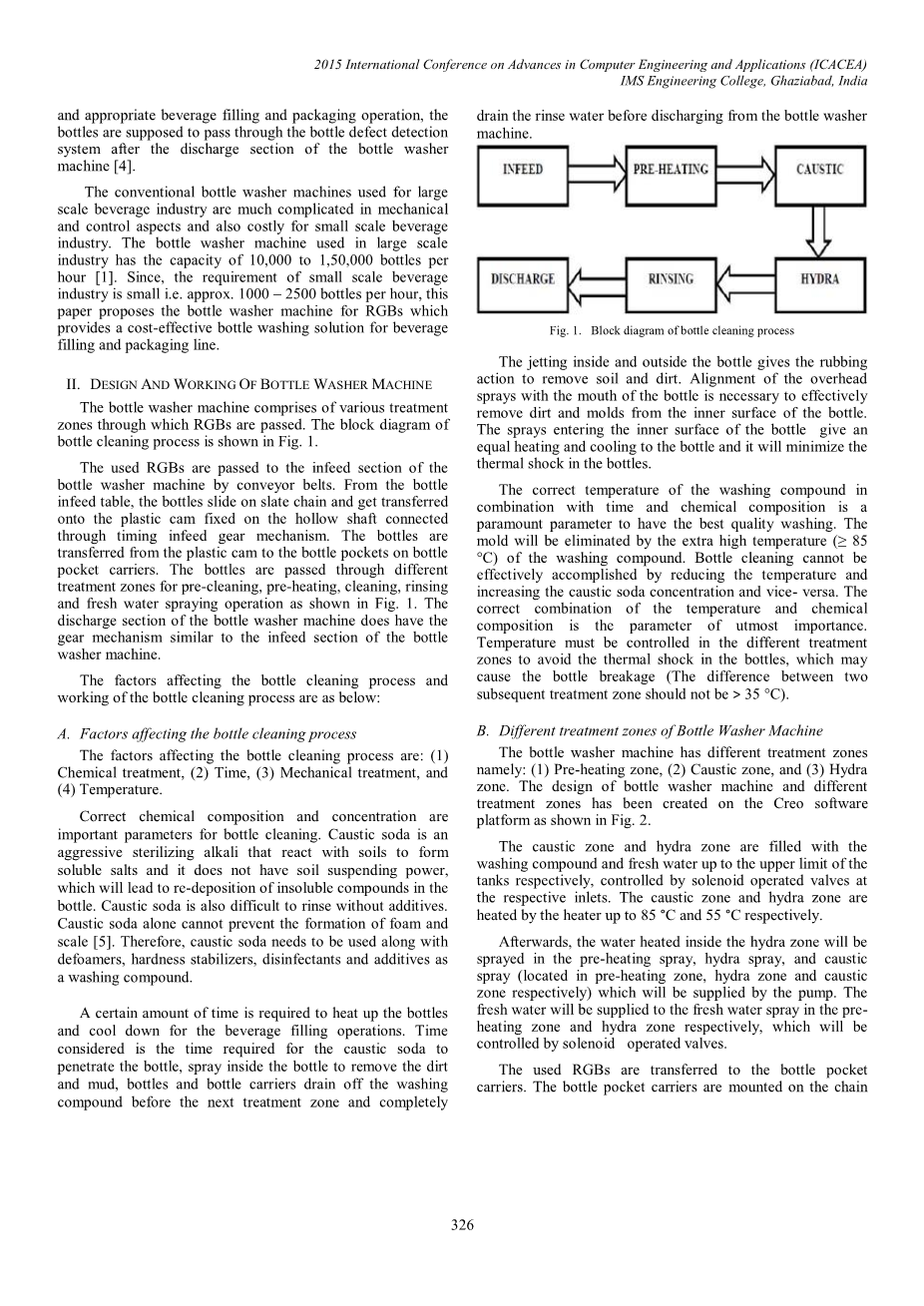
洗瓶机具有各种处理区域,RGB依次通过这些处理区域。瓶子清洗过程的框图如图1所示。
RGB通过传送带传送到洗瓶机的进料部分。从瓶子进料台,瓶子在板岩链上滑动并转移到固定在通过定时进给齿轮机构连接的空心轴上的塑料凸轮上。瓶子从塑料凸轮转移到瓶袋托架上的瓶口袋中。瓶子通过不同的处理区域进行预清洗,预热,清洗,冲洗和淡水喷洒操作,如图1所示。洗瓶机的卸料部分有与进料部分相似的齿轮机构。
影响瓶子清洁过程因素如下:
- 影响瓶子清洁过程的因素
影响瓶子清洁过程的因素有:(1)化学处理,(2)时间,(3)机械处理(4)温度。
正确的化学成分和浓度是瓶子清洁的重要参数。苛性钠是一种侵蚀性的消毒碱,可与土壤反应形成可溶性盐,并不具有使污垢悬浮的能力,这将导致瓶中不溶性化合物的再沉积。如果没有添加剂,苛性钠也很难冲洗。单独使用苛性钠不能阻止泡沫和水垢的形成[5]。因此,苛性钠需要与消泡剂,硬度稳定剂,消毒剂和添加剂一起用作洗涤剂。
瓶子需要一定的时间来加热并冷却以进行饮料灌装操作。 所需的时间包括苛性钠渗透瓶子的时间,在瓶子内部喷洒除去污垢和泥浆的时间,瓶子和瓶子载体在下一个处理区域之前排出洗涤剂并在排出之前的水分的时间。
图1.瓶子清洁过程的方框图
在瓶子内部和外部喷射喷雾产生摩擦作用以去除污垢和污垢。顶部喷雾与瓶口的对准以有效地从瓶子的内表面去除污垢和霉菌是必要的。进入瓶子内表面的喷雾给瓶子提供相同的加热和冷却,使瓶子中的热冲击最小化。
正确温度与时间和化学组成相结合对洗涤剂而言是获得最佳洗涤质量的最重要参数。污垢将会被超高温度的洗涤剂溶解(ge;85℃)。通过降低温度和增加苛性钠浓度无法有效地完成瓶子清洁,反之亦然。温度和化学成分的正确组合是最重要的参数。同时必须在不同的处理区域控制温度,以避免瓶子中的热冲击,这可能导致瓶子破裂(两个后续处理区域之间温度的差异不应该˃35°C)。
- 洗瓶机的不同处理区域
洗瓶机具有不同的处理区域,即:(1)预热区,(2)烧碱区,和(3)水润区。在Creo软件平台上创建了洗瓶机和不同处理区的设计,如图2所示。
烧碱区和水润区分别用洗涤剂和淡水填充至罐的上限,由相应入口处的电磁阀控制。加热器将烧碱区和水润区加热至85°C和55°C。
然后,在水润区域内加热的水将在预热区喷雾,水力喷雾和腐蚀性喷雾(分别位于预热区,水润区和烧碱区)中喷洒,这将由不同的泵供应。淡水将分别供应给预热区和水润区的淡水喷雾,这将由电磁阀控制。
使用过的RGB被转移到瓶袋载体上。 瓶袋托架安装在链条和齿轮机构上,用于移动不同的处理区域中的RGB。
图2.洗瓶机整体设计
RGB首先通过预热区,在该预热区中用清水喷雾喷洒瓶子,水温为室温,随后向RGB喷射55℃水温的预热喷雾。 这将去除RGB中的污垢和饮料残留物。然后,瓶袋载体将通过烧碱区,将RGB浸泡在温度为85℃的洗涤剂溶液中。这将消除污垢残留物和微生物。腐蚀性区域末端的腐蚀性喷雾将向瓶内喷射热水,这将确保苛性钠在水润区中被带走[1]。然后使瓶袋载体通过水润区,该水润区具有分别具有55℃和室温的水温的碱水喷雾和淡水喷雾。
为防止水从预热区转移到烧碱区,设置了上限开关。当预热区中的上限开关检测到较高水位时,排水管的电磁阀将打开,防止水进入烧碱区。
进行一次洗涤循环后烧碱区的顶部保持这样的方式使得积聚在烧碱区内的水不会转移到邻近区域。然而,出于安全原因,提供了更高限位开关。在检测到烧碱区的上限开关触发时,将停止洗涤操作。
机器外还提供苛性钠的沉淀池,这将提供每个洗涤循环所需的苛性钠量。还提供储水器以供应每个洗涤循环所需的水量。
- 系统硬件结构
装置使用了西门子S7-317-2 PN / DP PLC(可编程逻辑控制器)自动化洗瓶机,如图3所示,PLC的使用提供了非常灵活、实时和准确的控制[6]。
表1中给出了与各处理区域相关的操纵变量,受控变量和测量信号类型的列表。
由于该过程仅需要检测高水位和低水位,因此预热区,烧碱区和水润物中的液位由限位开关检测控制[7]。
图3设置西门子S7-317-2-PN / DP PLC
限位开关与西门子PLC连接,提供24 V DC输入。每个处理区域的液位控制通过24 V DC操作电磁阀和限位开关的输出实现。使用的控制器,传感器和仪器规格清单列于表II中。
设备使用IFM TA-3430 Pt1000双线电阻温度检测器(RTD)传感器,SSR(固态继电器)和在230 V AC的加热器实现烧碱区和水润区的温度控制。 Pt1000 RTD传感器的工作温度范围为0°C至140°C,足够使用,因为瓶子清洁过程所需的最高温度为85°C。
.
当然也可以使用热电偶。但是,与RTD相比,热电偶成本高,测量速度快,稳定性差,并且在整个范围内不是线性的,并且还需要冷端补偿,所以 RTD是瓶子清洁过程中温度控制的更好选择。 RTD还具有出色的可重复性,对电噪声的高抗扰度和稳定性。
同步过零型SSR在24 V DC下工作,并将230 V AC电源切换到加热器。使用SSR的优点是它可以很容易地进行开/关控制以及PID控制应用,因为机械继电器和单相接触器不能用于PID控制应用中的极快切换。
表格.
表I.受控变量列表,控制变量和与相应处理区域域相关的测量信号类型
|
处理区域 |
受控变量 |
操控变量 |
测试信号类型 |
|
预热区 |
低水位 |
排水管的输出流量 |
数字信号 |
|
高水位 |
|||
|
烧碱区 |
低水位 |
输入烧碱区的流量 |
数字信号 |
|
高水位 |
输入烧碱区的流量 |
数字信号 |
|
|
温度 |
属于烧碱区加热器的脉冲宽度 |
模拟信号 |
|
|
水域区 |
低水位 |
输入水域区的流量 |
数字信号 |
|
高水位 |
输入水域区的流量 |
数字信号 |
|
|
温度 |
输入水域区加热器的脉冲宽度 |
模拟信号 |
三相异步电动机由440 V AC供电,通过三相西门子接触器与西门子PLC连接,驱动链条和齿轮机构。
表II. 用于洗瓶机的仪器和传感器
|
仪表/传感器 |
输入供应电压 |
输出 |
|
PLC |
24 V DC |
4 – 20 mA / 24 V DC |
|
限位开关 |
24 V DC |
24 V DC |
|
Pt1000 RTD (IFM TA3430) |
24 V 全文共8477字,剩余内容已隐藏,支付完成后下载完整资料 资料编号:[1867] |
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

