
英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
活性金属化Al2O3陶瓷管与5A05铝合金的低温扩散钎焊
关键词:活性金属化,扩散钎焊,铝合金,Al2O3陶瓷,界面微观结构
摘要:成功开发出低温陶瓷 - 金属连接技术,生产真空密封Al2O3陶瓷和5A05铝合金接头,泄漏率小于1.0times;10-9 Pa·m3 / s。这包括两个步骤:使用Ag-Cu-TiH2-B复合填料对Al2O3陶瓷表面进行活性金属化,然后在530℃下对金属化Al2O3陶瓷和5A05合金进行扩散钎焊。研究了活性金属化Al2O3陶瓷和扩散钎焊Al2O3 / 5A05接头的微观结构,界面反应和力学性能。 通过形成与Al2O3陶瓷相邻的连续Ti3Cu3O反应层,在钎焊缝中原位合成的TiB晶须和5A05合金的溶解厚度来确定接合性能。 粘接接头的最大剪切强度达到70MPa,而断裂在Al2O3基板中传播,具有弯曲的裂纹路径。 建立了定量评价5A05铝合金扩散钎焊过程中溶解厚度的模型。
1.简介
将Al2O3陶瓷钎焊到其自身或金属上的标准工业过程涉及Mn-Mo金属化,以及随后在接合之前对陶瓷表面进行Ni电镀,这是一种昂贵且复杂的技术。为了克服这些缺点,已经成功开发了许多方法来连接Al2O3陶瓷,包括固态扩散连接,部分瞬态液相连接和活性金属钎焊。由于其简单性和在粘接接头的尺寸和形状方面的优异适应性,活性金属钎焊是工业应用的有吸引力的技术。在该方法中,声音接头的形成主要取决于陶瓷表面和钎焊合金中包含的活性元素之间的化学反应。Ti是Ag基活性钎焊合金中最常选择的活性成分之一,其作用是通过原位化学反应改变Al2O3陶瓷表面的润湿和粘附特性。因此,在Al2O3陶瓷的表面上形成Ti-Cu-O化合物和Ti氧化物的反应层。
具有少量Ti的近共晶Ag-Cu合金是用于钎焊Al2O3陶瓷的广泛使用的活性填充金属之一。 已经报道了使用基于Ag-Cu共晶的活性填充金属成功地钎焊Cu/Al2O3,TC4/Al2O3,铬镍铁合金600/Al2O3,钢/Al2O3和Al2O3陶瓷本身。全面研究了界面反应,微观结构,力学性能及其相互关系。此外,重点还放在改善接头性能上,并且添加软中间层以及原位形成具有低热膨胀系数(CTE)的颗粒或晶须被证明是实现这种改进的有效方法。He et al以原位形成的TiB晶须为增强材料,研究了TC4/Al2O3接头的强度,结果表明,最大接头强度达到77.9 MPa,是无TiB晶须的钎焊接头的两倍。在钎焊接头中具有合适含量的原位形成的TiB晶须具有优异的热化学稳定性和低热膨胀(8.6times;10-6/K),从而减少残余应力并增强接合。不幸的是,这种钎焊合金所需的温度大于780°C(Ag-Cu共晶点)。因此,它不适合钎焊具有低熔点的金属材料,例如Al及其合金。这个问题严重限制了Al2O3陶瓷的应用。实际上,Al2O3/Al接头的制造广泛用于核和航空航天应用。因此,低温陶瓷-金属连接技术的发展是重要且迫切的。
本文开发了一种新型的低温扩散钎焊技术,将Al2O3陶瓷和5A05铝合金连接起来制造核探测器。该技术包括两个简单步骤:通过改性Ag-Cu-TiH2-B复合填料对Al2O3陶瓷表面进行有源金属化,然后在530℃下对金属化Al2O3陶瓷和5A05铝合金进行扩散钎焊。实验研究了这种两步低温扩散钎焊方法的可行性,研究了Al2O3/5A05接头的组织,结合机理和剪切强度。另外,定量评价了在扩散钎焊过程中5A05铝合金的溶解厚度。
2.材料和实验程序
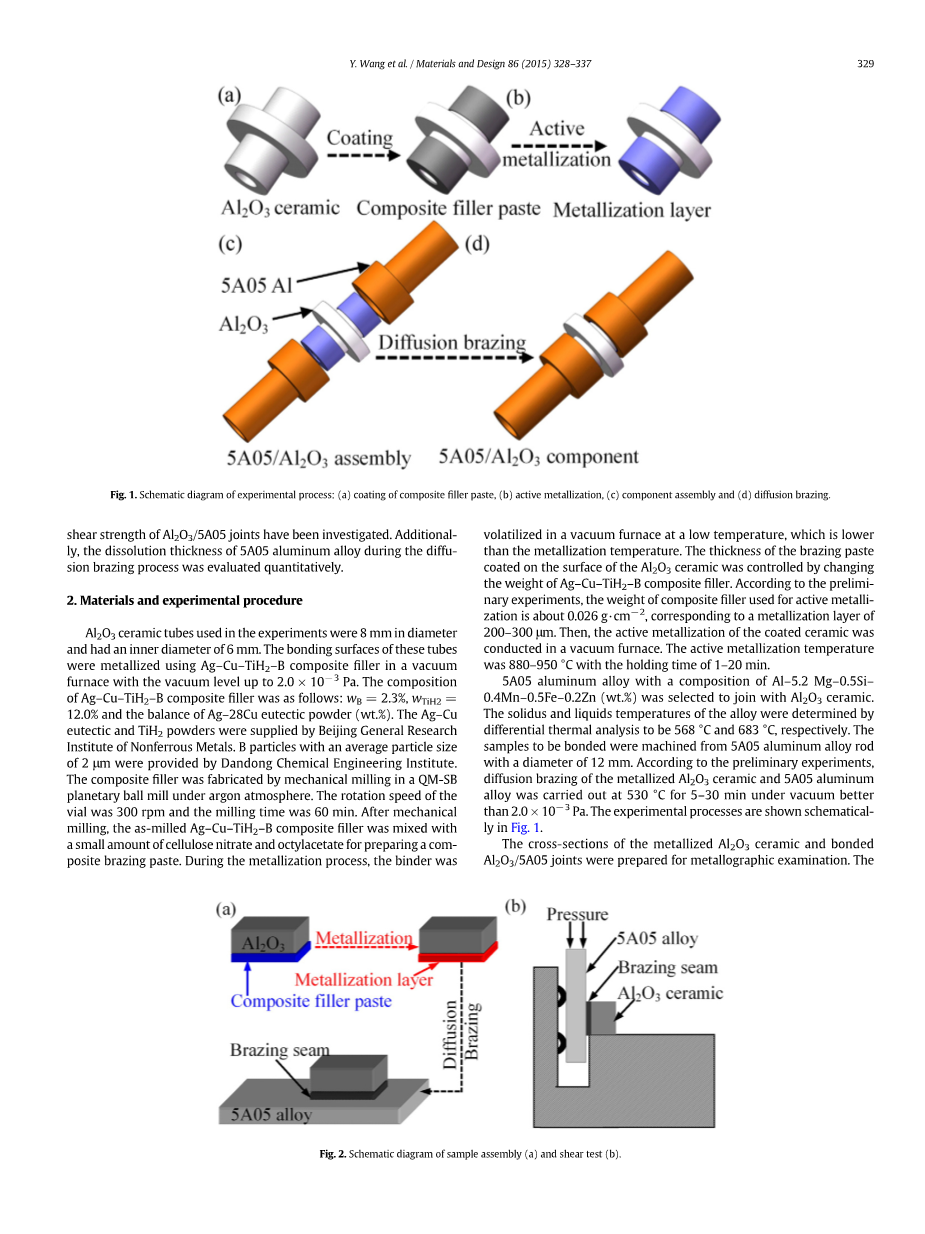
实验中使用的Al2O3陶瓷管为8mm直径,内径为6mm。 采用Ag-Cu-TiH2-B复合填料在真空炉中对这些管的粘接面进行金属化处理,真空度达到2.0times;10-3Pa。Ag-Cu-TiH2-B复合填料的组成如下 :wB = 2.3%,wTiH2 = 12.0%,其余用量为Ag-28Cu共晶粉末(重量%)。Ag-Cu共晶和TiH2粉末由北京有色金属研究总院提供。由丹东化学工程研究所提供平均粒径为2mu;m的B颗粒。通过在氩气氛围下在QM-SB行星式球磨机中机械研磨制造复合填料。小瓶的旋转速度为300rpm,研磨时间为60分钟。机械研磨后,将研磨后的Ag-Cu-TiH2-B复合填料与少量硝酸纤维素和乙酸辛酯混合,制备复合钎焊膏。在金属化过程中,粘合剂在真空炉中在低温下挥发,该温度低于金属化温度。通过改变Ag-Cu-TiH2-B复合填料的重量来控制涂覆在Al2O3陶瓷表面上的钎焊膏的厚度。根据初步实验,用于有源金属化的复合填料的重量为约0.026g·cm-2,对应于200-300mu;m的金属化层。然后,在真空炉中进行涂覆陶瓷的活性金属化。活性金属化温度为880-950℃,保持时间为1-20分钟。
选择5A05铝合金,其组成为Al-5.2Mg-0.5Si-0.4Mn-0.5Fe-0.2Zn(重量%),以与Al2O3陶瓷结合。 通过差热分析测定合金的固相线和液体温度分别为568℃和683℃。 待粘合的样品由5A05铝合金棒加工而成,直径为12mm。 根据初步实验,金属化Al2O3陶瓷和5A05铝合金的扩散钎焊在530℃下进行5-30分钟,真空度优于2.0times;10-3Pa。 实验过程示意性地显示在图1中。
制备金属化Al2O3陶瓷和粘结Al2O3 / 5A05接头的横截面用于金相检验。通过配备有能量色散光谱仪(EDS)的扫描电子显微镜(SEM,S-4700,Hitachi Ltd.of Japan)表征界面微结构和相的化学性质。还通过Cu-Kalpha;辐射的X射线衍射(XRD,D / max-RB,Ricoh Ltd.of Japan)鉴定反应物的形成。使用Alcatel ASM 142氦气检漏仪测试粘合接头的真空完整性。使用Instron1186机械试验机进行剪切试验,以评估扩散钎焊接头的粘合性能。样品组装和剪切测试示意图如图2所示。用于剪切试验的Al2O3陶瓷和5A05铝合金的尺寸分别为3 mmtimes;7 mmtimes;5 mm和10 mmtimes;7 mmtimes;5 mm 。在每种条件下,测试五个样品并使用平均剪切强度来优化连接参数。
3.结果与讨论
3.1 活性金属化Al2O3陶瓷的典型微观结构
图3显示了Al2O3陶瓷的横截面的典型微观结构,使用Ag-Cu-TiH2-B复合填料在880℃下活化金属化5分钟。 标记为A-F的反应相组成通过EDS测量,如表1中所列。可以从中看出图3(a)示出了与Al 2 O 3陶瓷相邻的厚度约为200mu;m的金属化层。 应该指出的是,通过调节复合填料浆料的重量可以容易地改变金属化层的厚度。
从图3(b)中金属化层的放大显微结构可以看出,在活性金属化过程中,复合填料的化学反应产生了各种产物。 根据组成分析,白色基质为Agrich相,具有约8-10at。%的溶解Cu原子,其上分布有大量灰色Cu基固溶体和黑色晶须。 当使用AgCuTi填料时,在钎焊接头中经常观察到形成基于Ag和Cu的固溶体微观结构。
来自金属化层的XRD图案证实了TiB相的存在(图4)。 因此可以推断黑色晶须是TiB。 在880℃下Ti B→TiB的计算吉布斯自由能为-156.3kJ / mol,这表明在活性金属化过程中TiB晶须的形成可以自发发生。 从图3(b)可以看出,TiB晶须表现出与基质相的良好化学相容性,如先前已发表的论文所证明的。
与Al2O3陶瓷相邻,可以在图3(c)中识别出约2mu;m厚的连续反应层(由层1标记)。此外,沿Al2O3 /层1界面未发现诸如孔隙或裂缝的缺陷。这种反应层的形成是获得具有优异性能的Al2O3陶瓷和5A05合金之间的接合的关键因素。结果还表明,液体填充剂在Al2O3陶瓷表面上的润湿和扩散是足够的,并且在活性金属化期间存在足够的液 - 固相互作用。图3(d)显示了第1层各种元素的EDS线剖面,表明存在Ti,Cu和O.根据化学成分分析(表1)和XRD结果(图5),反应层1中的相被认为是Ti 3 Cu 3 O.此外,一些块状Ti3Al化合物靠近Ti3Cu3O层形成,如图3(c)所示。在Al2O3 / TC4和扩散结合Al2O3 / Ti接头的钎焊接头中也观察到Ti3Al的形成。
已经确定的是,在金属 - 陶瓷钎焊中通常需要Mn-Mo金属化处理和随后的Al2O3陶瓷表面的Ni镀,以获得具有金属特性的粘附层。 幸运的是,在目前有源金属化的情况下,具有金属特性的Ti3Cu3O是通过液态复合填料中的Al2O3陶瓷和Ti原子之间的化学反应获得的。 此外,由TiB晶须增强的Ag和Cu基固溶体微结构组成的金属化层同时与Ti3Cu3O反应层接触形成。另外,可以通过改变复合填料浆料的重量来调节金属化层的厚度。
3.2 参数对活性金属化Al2O3陶瓷微观结构的影响
图6显示了金属化温度对活性金属化Al2O3陶瓷微观结构的影响,金属化时间为5分钟。 可以看出,与温度从880℃升高到950℃时,与Al 2 O 3陶瓷相邻形成的反应区发生了显着变化。 当金属化温度达到920℃时,除了反应层1之外,观察到与Al 2 O 3陶瓷接壤的新的深灰色反应层(由层2标记)。 跨越反应区的各种元素的EDS线剖面证明,层2中的相主要由Ti和O组成,而Ti,Cu和O存在于层1中(见图7)。 如上所述,认为层1是Ti 3 Cu 3 O化合物,而根据这些结果,在层II中形成的相可能是Ti氧化物(TiO x),类似于先前研究中报道的。
值得注意的是TiOx和Ti3Cu3O具有不同的物理性质。 TiOx的热膨胀系数(CTE)为7.19times;10-6K-1,小于Al2O3陶瓷和Ti3Cu3O相的系数。 结果,由于CTE不匹配,残余应力的复杂分布可能产生,导致粘合性能的劣化。 由于在该研究中不期望形成TiOx层,为了避免该问题并获得单个Ti3Cu3O层,金属化温度不应大于900℃。
图8说明了金属化时间对活性金属化Al2O3陶瓷的界面微观结构的影响。 通过将金属化时间从1分钟增加到20分钟,在880℃的金属化温度下研究该效果。 当反应时间为1分钟时,反应层不连续且非常薄(小于1mu;m),如图8(a)所示。 随着反应时间的增加,Ti3Cu3O反应层的厚度显着增加。 从图8(b)可以看出,当金属化时间为20分钟时形成6-8mu;m厚的Ti3Cu3O层。 然而,在如此厚的反应层中观察到微裂纹。 由于CTE和杨氏模量(E)的不匹配,在反应层附近可能产生大的残余应力,特别是当Ti3Cu3O反应层变厚时。 此外,据报道,与Ag基固溶体相比,Ti3Cu3O相是脆性的。 因此,在Ti3Cu3O反应层中可能形成微裂纹。
随着金属化时间的变化,没有形成新相,与在增加金属化温度时观察到的相反,表明TiOx层的形成主要取决于金属化温度。 应该注意的是,B添加剂对形成TiOx是有益的。 Ti B→TiB的计算化学反应焓(Delta;HTTheta;)在920℃下为-167.25kJ / mol,表明TiB相的形成是放热反应。 因此,Ti和Al2O3的反应温度可能高于金属化温度,这有利于TiOx的形成。
3.3 扩散钎焊接头的组织和粘接性能
扩散钎焊5A05铝合金和Al2O3陶瓷在880℃下金属化10分钟的界面微观结构如图9所示。连接温度为530℃,保持时间为5分钟。 接头中反应相的组成列于表2中。如图9(a)所示,使用这种低温陶瓷 - 金属连接技术获得了良好的接合。 扩散钎焊Al2O3 / 5A05接头表现出优异的密封性,泄漏率小于1.0times;10-9 Pa·m3 / s。
根据成分分析(表2),在接合处形成三种相,黑色alpha;-Al相,灰色theta;-Al2Cu相和白色xi;-Ag2Al相。在5A05衬底侧,出现Al-Cu-Ag共晶微观结构,并优先沿晶界形成,如图9(b)所示。三元共晶组织的形成是金属化层与5A05铝合金之间扩散反应的结果。从图9(c)可以看出,Ti3Cu3O反应层的厚度在扩散钎焊过程中没有变化,而块状Ti3Al转变为Al3Ti相,主要是由于Al浓度的增加。同时,TiB晶须的生长并不明显。如图9(d)所示,由于形成随机取向的TiB晶须,接头的微观结构变得更加细小,这对于提高接合强度是有益的。此外,如公开的着作中所报道的,TiB晶须的形成提供了残余应力的减少和接头的增强效果。
进行剪切测试以评估扩散钎焊Al2O3 / 5A05接头的粘合性能。扩散钎焊时间对接头剪切强度的影响如图10所示。对于每个研究,Al2O3陶瓷结合表面在880℃下主动金属化10分钟,用于金属化的复合填料浆料的重量为不变。结果表明,在较宽的扩散钎焊时间内,接头的剪切强度均高于40 MPa,表明本文提出的低温陶瓷 - 金属连接技术具有良好的适应性。当扩散钎焊时间为20分钟时,接头的最大剪切强度达到70MPa。接头的微观结构如图11所示。断裂分析表明,当扩散钎焊5分钟时,沿着粗糙的theta;相在钎缝中发生断裂,如图12(a)所示。当扩散钎焊20分钟时,粗糙的theta;相被细小的theta;相代替,在产生最大残余应力的界面附近的Al2O3衬底中主要传播的弯曲裂纹,如图12(b)所示。可以肯定的是,具有低CTE的TiB晶须的形成对于提高接合强度是有益的,因为由于钎缝的CTE的减小,最大残余应力值可以减小。
根据微观结构分析,可以得出结论,高接合强度归因于与Al2O3陶瓷相邻的连续Ti3Cu3O反应层的形成,以及原位形成的TiB晶须和5A05铝合金的合适溶解厚度。
3.4 铝合金溶解厚度的评价
通常,5A05 Al的过度溶解导致关节侵蚀,特别是对于薄壁管。另一方面,当Al基板的溶解不充分时,5A05Al表面上的氧化膜不能完全除去,导致氧化物夹杂物。因此,有必要建立一个定量模型来评估铝合金的溶解厚度。
主动金属化Al2O3陶瓷和5A05铝合金的扩散钎焊是基于Ag-Cu-Al三元共晶反应。为了揭示5A05铝合金的溶解行为,研究了5A05 / Ag-Cu / 5A05接头在520℃钎焊1-10分钟的界面结构,如图13所示.Ag-C
全文共14338字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[1496]
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- 基于电纺Ti02纳米纤维的超灵敏化学电阻器外文翻译资料
- Cu/还原氧化石墨烯复合材料的合成、表征及摩擦学性能外文翻译资料
- 显著地阻碍无电镀的Ni-W-P金属喷镀和无铅Sn-3.5Ag焊接之间的界面反应外文翻译资料
- 纳米稀土氧化物改性复合聚合物电解质的制备及性能研究外文翻译资料
- 高速大气等离子喷涂在铜表面沉积钨涂层的性能研究外文翻译资料
- 制备条件对纳米多孔铜形态和热稳定性的影响外文翻译资料
- Fe-Cr-Mo三元合金相分离的计算机模拟外文翻译资料
- 通过不同的纳米尺寸Y TZP形成悬浮液的流变性的研究外文翻译资料
- 碳钢制备及溶胶-凝胶法Al2O3/Ni-P的表面复合镀层外文翻译资料
- 基于掺杂纳米铜粒子硅基溶胶的超疏水抗菌棉织物表面的制备外文翻译资料

