
英语原文共 5 页,剩余内容已隐藏,支付完成后下载完整资料
J.上海交通大学。 (Sci。),2008,13(3):357-361 DOI:10.1007 / s12204-008-0357-4
船舶安装生产平衡
蒋如宏,谭家华,刘存根柳存根,
(上海交通大学建筑海洋与建筑工程学院,上海200240)
摘要:基于网络规划技术和工作包分解系统,建立了船舶安装网络计划模型。 引入了负载导向生产控制方法来建立吞吐量图模型,因此可以用数字描述船舶安装过程。 在数字化模型的基础上,对某些船舶安装生产平衡情况进行了研究,提出了三种平衡指标,分别是负荷平衡率,投入人力平衡率和最大门式起重机作业时间。 这种基于平衡评估的分析方法是造船厂生产管理数字化,智能化的重要基础。
关键词:船厂管理;安装平衡;网络计划;吞吐量图; 评估指标
中图分类号:U 663文献标识码:A
介绍
平衡和连续生产是现代造船模式[1]的关键特征。 不平衡的生产将导致不稳定的生产节奏。 生产节奏过快会导致资源瓶颈,有时甚至生产周期也会延迟,并且必须不时地改变生产周期。 生产节奏过慢会导致资源浪费。 安装过程是从大块或大块到整船的组装过程,其中将安排大量临时产品,人力和其他资源,特别是门式起重机是建筑物码头的关键设施,这是大量需要的因此,龙门起重机通常在安装过程中成为瓶颈资源。 有必要对生产平衡进行一些研究,这可能会对造船厂的生产控制和成本降低产生重要影响,但在我国尚有少量关于生产平衡的研究。
1 基于工作包的安装网络平面图模型
根据工作包故障[2,3]的原则,船舶安装过程可以分为不同的安装工作包(WP),它们是
收稿日期:2007-10-30
基金项目:中国教育部重点科研项目“基于知识的船舶设计超级综合平台(KSHIP)”
*电子邮件: jrh110@sjtu.edu.cn
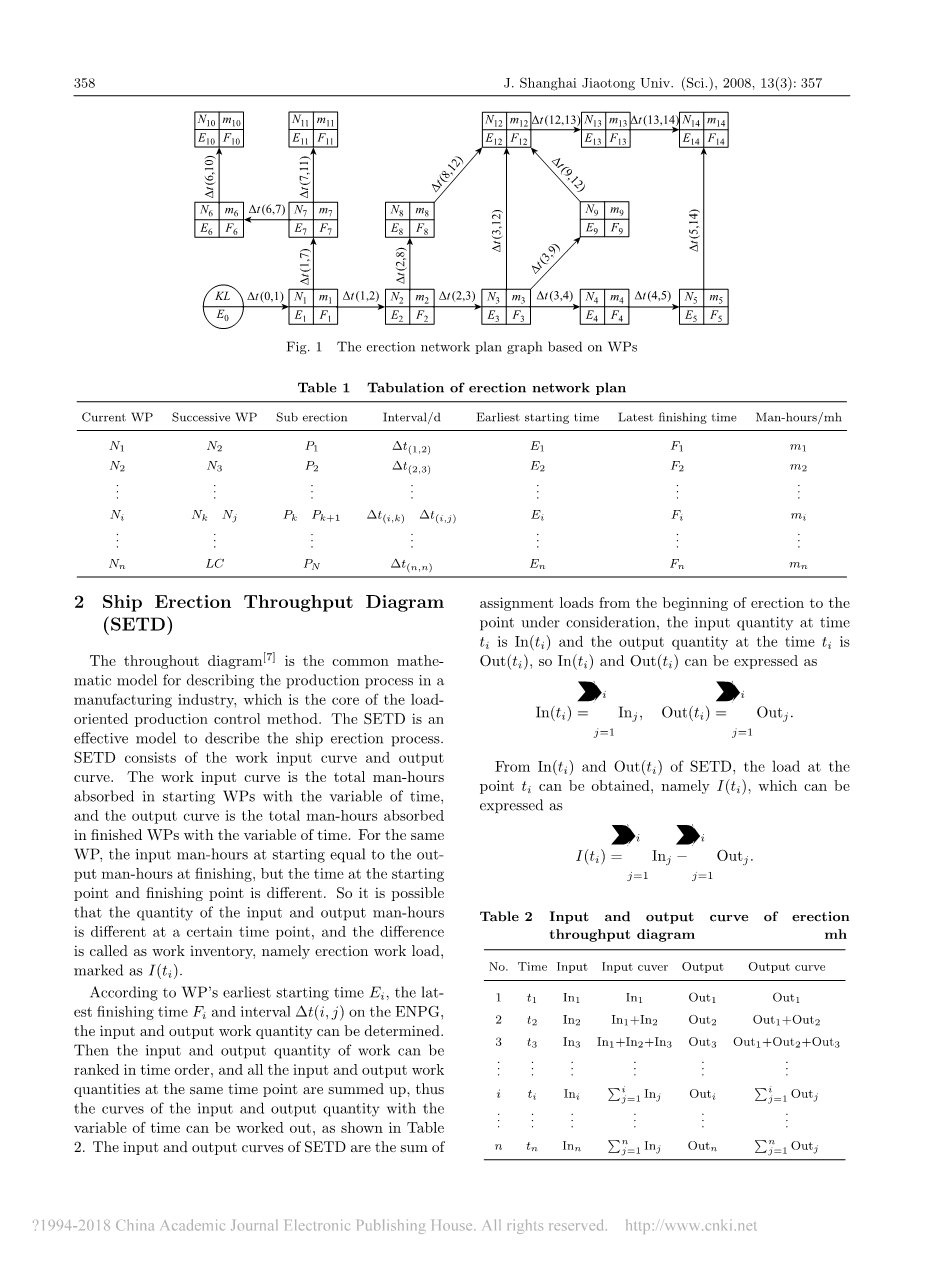
对应于船体拼装和out装货盘或单元安装的活动。 该图应用了网络规划技术[4]来显示有关安装启动和完成的信息,称为安装网络规划图(ENPG)[5]。 传统的ENPG只显示砌块安装顺序[6],每两个砌块之间的起始时间和安装间隔,其中不包括竖立工时。 但是,对于分析生产平衡来说,人力消费信息是非常重要的,所以传统的ENPG必须进行改进。 因此,提出了基于WP的ENPG模型,如图1所示,其中每个节点对应一个WP,其中包含以下信息:WP的名称Ni,最早的起始时间Ei,最新的结束时间Fi,消耗工时mi和两个WP Ni和Nj之间的开始时间间隔Delta;t(i,j)。
为了便于分析安装平衡,有必要数字化图形ENPG。 可以将具有n个WP(Ni,i = 1,2,...,n)的安装过程P划分为N个子建立过程Pk(k = 1,2,...,N)。 如果Ni被称为当前WP,并且Nj是连续WP,则Ni和Nj可以确定ENPG的安装序列,所以
· · ·
· · ·
P = {P1,P2,...,Pk,...,PN},
k= f [Ni,Nj,Delta;t(i,j),mi,Ei,Fl],
i = 1,2,...,n; j = 2,3,...,n。
使用数据库技术,可以描述ENPG:Pk对应于数据库中的一条记录,每条记录的字段都是Pk的属性。 ENPG列表如表1所示。
358 J.上海交通大学。 (Sci。),2008,13(3):357-361
|
N10 |
m10 |
|
E 10 |
F 10 |
|
N 11 |
m11 |
|
E 11 |
F 11 |
Delta;t(12,13)
Delta;t(13,14)
KL Delta;t(0,1)
E
Delta;t(1,2)
Delta;t(2,3)
Delta;t(3,4)
Delta;t(4,5)
0
5
F
5
E
4
F
4
E
3
F
3
E
2
F
2
E
1
F
1
E
m5
5
N
m4
4
N
m3
N3
m2
2
N
m1
1
N
14
F
14
E
13
F
13
E
12
F
12
E
m14
14
N
m13
13
N
m12
N12
Delta;t (9,12)
Delta;t(3,12)
Delta;t(5,14)
Delta;t (8,12)
|
Delta;t(6,10) |
Delta;t(7,11) |
|||
|
N 6 |
m6 |
Delta;t(6,7) |
N 7 |
m7 |
|
E 6 |
F 6 |
E 7 |
F 7 |
|
|
N 8 |
m8 |
|
E 8 |
F 8 |
|
N 9 |
m9 |
|
E 9 |
F 9 |
图1基于WP的安装网络计划图
Delta;t(1,7)
Delta;t(2,8)
Delta;t (3,9)
表格1 安装网络计划表
当前WP 连续的WP 分装 间隔/ d 最早的开始时间 最新的完成时间 工时/ MH
N1 N2 P1 ∆t(1,2) E1 F1 m1 N2 N3 P2 ∆t(2,3) E2 F2 m2
. . . . . . .
. . . . . . .
. . . . . . .
你 Nk Nj Pk Pk 1 Delta;t(i,k)Delta;t(i,j) 荣 网络连接 mi
. . . . . . .
. . . . . . .
. . . . . . .
Nn LC PN Delta;T(N,N) 恩 Fn mn
2 船舶安装吞吐量图(SETD)
整个图[7]是用于描述生产过程的常用数学模型
i的输入量为In(ti),时间ti的输出量为Out(ti),所以In(ti)和Out(ti)可以表示为
制造业,这是装载机的核心, i i
面向生产的控制方法。 SETD是一个
描述船舶安装过程的有效模型。
在(ti)= Inj中, Out(ti)= Outj。
j=1
j=1
描述船舶安装过程的有效模型。
j=1
j=1
SETD由工作输入曲线和输出曲线组成。 工作输入曲线是以时间变量开始WP时吸收的总人工小时数,输出曲线是吸收的总人工小时数
从SETD的In(ti)和Out(ti)中,可以得到t点的载荷i,即I(ti),可以表示为
在具有时间变量的完成的WP中。 对于相同的 i i
可湿性粉剂,开始时的输入工时等于外出时间,
I(ti)= Inj - Outj。
在完成时提供人工时间,但在起点和终点的时间是不同的。 所以这是可能的
j=1
j=1
在一定的时间点输入和输出工时的数量是不同的,差别称为工作库存,即安装工作量,标记为I(ti)。
根据WP最早的起始时间Ei,ENPG上的最后完成时间Fi和间隔Delta;t(i,j),可以确定输入和输出工作量。 然后可以按时间顺序对输入和输出的工作量进行排序,并将所有的输入和输出工作
表2 安装吞吐量图的输入和输出曲线 mh
编号时间输入输入cuver输出 输出曲线<!--
全文共5263字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[16006],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

