
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
版权copy; 2002年IFAC
第15届三大世界大会,西班牙巴塞罗那
细丝缠绕过程的模型与张力控制
Takashi IMAMURA * Kouhei AKAMINE *
Shu HONDA * TERASHIMA Kazuhiko *
TAKEMOTO Hidehiro **
*丰桥生产系统工程部
科技大学,Tenpaku町,丰桥市,
441-8580,日本
ima@procon.tutpse.tut.ac.jp
**三菱丽阳株式会社,丰桥生产中心
日本丰桥市丰川町440-8601
摘要:目前,多种纤维材料被广泛应用于众多领域。碳纤维(CF),碳纤维增强塑料(CFRP)及其碳纤维产品尤其受欢迎,因为它们比金属材料拥有更高的抗拉强度。CFRP通常由长丝缠绕(FW)方法形成。在合格的产品中,缠绕间距和张力控制是制造的关键因素。本研究的目的是建立一个先进的可以实时控制缠绕张力的细丝缠绕系统。第一,根据以下方面研究了环向张力过程(模式)的模型的系统识别技术。其次,二自由度(2-DOF)PID在控制器已经设计的情况下,使用遗传算法(GA)对卷绕过程进行控制。基于上述,这里提出了使用GA的控制增益的调节方法。最后,建议的有效性方法通过对照实验来证明。此外,控制器设计用于箍卷工艺已应用于螺旋卷绕工艺在一个更一般的情况下。要发展的重要建议来自于频率分析,虽然控制实验结果并不满足我们控制性能。版权copy; 2002年IFAC
关键词:碳纤维,长丝缠绕,二自由度PID张力控制,增益调谐,遗传算法,螺旋卷绕
1.引言
近年来,轻量化和可用性坚韧的材料导致了几种纤维材料广泛用于各种地方。例如碳纤维(CF)具有约为拉伸强度的10倍比金属材料,它可以应用于包括运动器材,汽车身体,建筑加固材料等等。 圆柱形碳纤维增强塑料(CFRP)主要用于压力容器为传输和存储压缩而构建天然气(CNG),这种CFRP正在制造中从CF通过将CF卷绕到心轴上使其经受烧结过程。
灯丝缠绕(FW)过程是通常的形成或建造CFRP的方法。FW通过制造碳纤维丝束形成产品卷到心轴上,其中“拖”指的是一种由数千根碳纤维线制成的绳子收集在一个捆绑。为了发出声音CFRP,缠绕间距和缠绕张力卷绕过程中的控制非常重要。虽然有一些报道绕组节距对最终的影响产品(洪和白,1992a)(洪和White,1992b)(Oono,1998),很少有研究有关卷绕张力控制的报道FW系统,尽管它们很重要(Kitaide et al,1996)。 在FW方法中,缠绕张力假定在卷绕过程中的控制是其中之一与拉伸强度有关的关键因素的CFRP。但是,很少有先进的FW能够测量和控制绕组的机器实时紧张。为了获得CF的CF适当的强度,缠绕张力必须是在卷绕过程中控制在最佳值处理。此外,还有一些FW方法按照方向之间的角度分类心轴旋转轴线和方向如图所示,CF卷绕在卷绕期间被卷起在图1中。当角度是90°时,方法被称为环绕法,其中对于增强拉伸强度是有用的CFRP的圆周方向。相反,当角度从30°到60°时(通常是30°,45°和60°被使用),该方法被称为螺旋卷绕方法,这很有用以加强保护所需的力量防止曲或扭曲的力量。但是,如如上所述,螺旋卷绕包括卷绕因为Helicalwinding的缠绕角度是90 [deg]。目前的目的研究是建立一个先进的FW系统即采用实时感测和控制缠绕张力。
图1.缠绕样式的例子
我们首先在这里描述缠绕张力的模型使用ARX(Auto-Regressive eXogenous)模型通过系统识别技术。其次,一种缠绕张力的方法使用ARX模型和Genetic遗传算法进行控制算法(GA)是针对环向缠绕的情况提出的。最后,卷绕张力控制性能使用提出的控制方法是根据获得的实验结果进行评估在几个缠绕条件下。此外,在环箍绕组中获得的控制器是也适用于更一般的螺旋卷绕情况。基于对照实验的结果和频率分析,我们也提供了关于改善紧张局势的一些评论螺旋卷绕的控制。
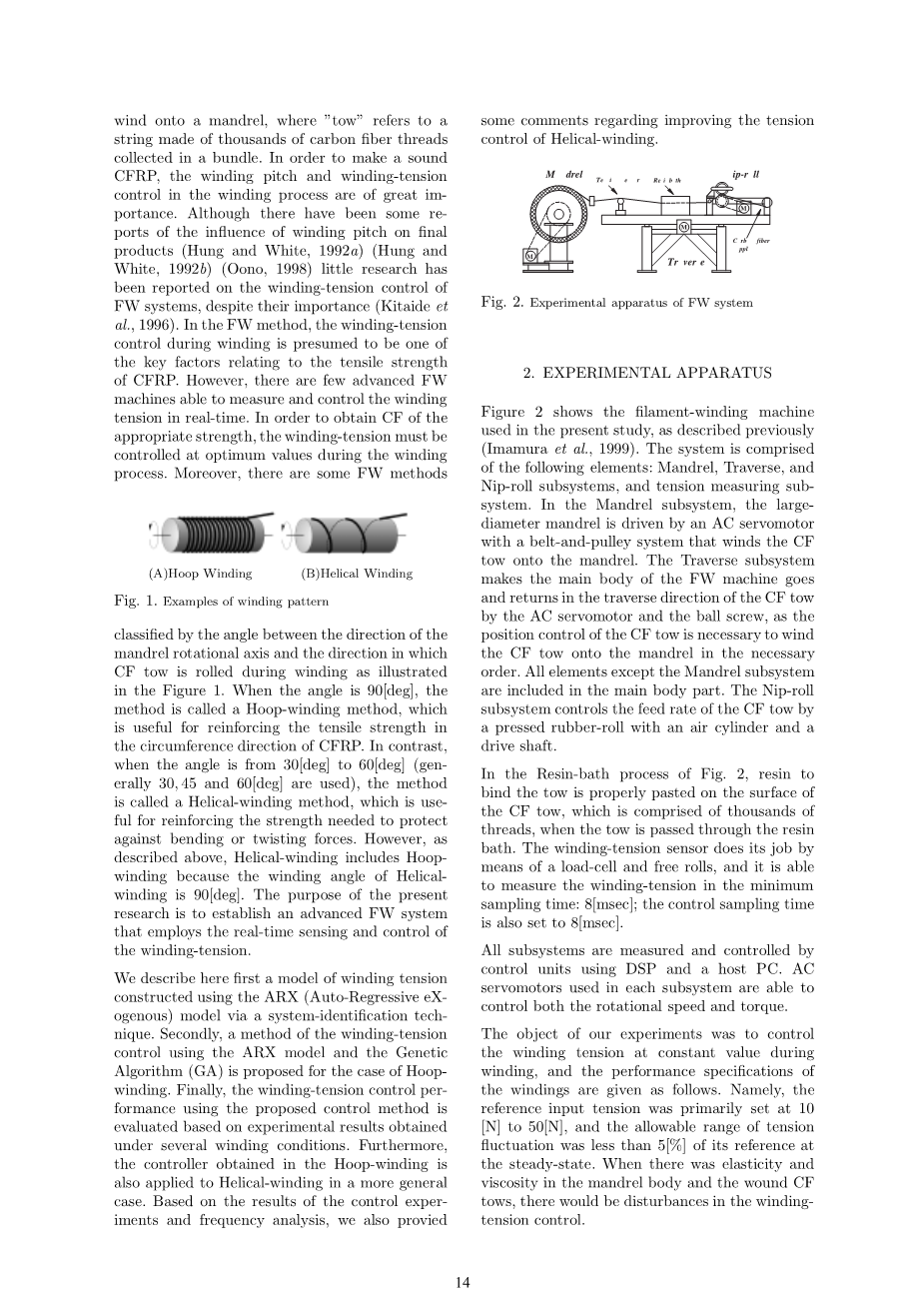
图2 .FW系统的实验装置
2.实验装置
图2显示了缠丝机
如前所述,在本研究中使用(Imamura et al,1999)。系统构成以下元素:心轴,导线,和轧辊子系统和张力测量子系统。在心轴子系统中,大直径心轴由交流伺服电机驱动用一个皮带和滑轮系统缠绕CF拖到心轴上。遍历子系统使FW机的主体去并沿CF丝束的横向返回由交流伺服电机和滚珠丝杠,如图所示CF丝束的位置控制是必要的必要时将CF拖曳到心轴上订购。除心轴子系统外的所有元素包含在主体部分。轧辊子系统控制CF丝束的进给速率一个带有气缸的压制橡皮辊和一个气缸传动轴。
在图2的树脂浴工艺中,树脂对将丝束粘贴在表面上CF丝束,由数千个组成当丝束通过树脂时浴。卷绕张力传感器通过其工作称重传感器和自由辊的装置,它是可以的测量最小卷绕张力采样时间:8 [毫秒];控制采样时间也设置为8 [毫秒]。
所有子系统都通过测量和控制使用DSP和主机的控制单元。AC每个子系统中使用的伺服电机都能够控制转速和扭矩。我们实验的目标是控制卷绕张力在恒定值时缠绕,性能规格等绕组给出如下。也就是说,参考输入张力主要设置为10[N]到50 [N],以及允许的张力范围波动小于其参考值的5 [%]稳态。当有弹性和心轴体内的粘度和伤口CF丝束,会有缠绕的干扰控制。
3.张力控制系统过去的研究概况
心轴中使用的两台交流伺服电机和轧辊部分有两个功能,如速度伺服控制或转矩伺服控制作为卷绕张力控制的致动器。因此,认为张力控制可以以几种方式使用组合来实现AC中的转矩控制和速度控制伺服电机。
我们以前曾提出过卷绕张力控制方法使用每个速度控制致动器(Imamura等,1999)。在该方法中,CF的发出速度控制在产生两者之间速度的差异心轴和轧辊子系统的执行器基于线速度,其中“线速度”指拖车通过的传输速度轧辊子系统到心轴子系统正在进行中。结果,速度差异在两端之间产生缠绕张力为CF拖。
心轴子系统的旋转速度保持不变,和之间的差异轧辊子系统的旋转速度发出CF和旋转速度心轴子系统被视为控制输入变量。这个方法是在FW系统使用PID或I-PD控制作为使用该差异的张力控制方法速度。无论PID或I-PD控制如何,这种方法使用速度的差异与之相比显示出不错的结果采用心轴扭矩的方法。
但是,卷绕张力过大确实发生在绕组的起始时间附近控制以实现更快的上升时间和更好的稳态响应。这种超调必须减少,因为这种意外缠绕张力会导致CF丝束受损。但是,在降低控制增益的同时为了减少缠绕张力的过冲,稳态响应恶化。
为了弥补这个不足和改善瞬态和稳态响应,卷绕张力控制器被延长到二自由度(2-DOF)PID控制器显示在公式(1)中。其性能已确定另外还有两个参数alpha;和beta;到P,I和D三个参数结果表明提出的2自由度PID控制器具有良好的控制响应。
U(s)= {(1-alpha;)Kp Ki / s (1-beta;)Kds} E(s) (alpha;Kp beta;Kds)Y(s)(1)
其中U(s)是u(t)的拉普拉斯变换,u(t)是一个控制输入代表的差异心轴与夹钳之间的速度以及alpha;,beta;都是2-DOF参数。
但是,在以前的工作中,控制收益一直是通过试验确定实验方法。控制器的系统设计方法因此是可取的,并且是第一步实现一个合理的设计是建立一个过程卷绕张力过程模型为控制器建立最佳参数。在接下来的内容中,建模和控制描述了卷绕张力过程。
4.模型的建立和控制缠绕过程:环向缠绕模式
4.1系统识别
虽然有几种方法PID控制增益的调整很困难系统地调整最佳控制收益满足几个控制规格。在这报告中,我们提出了一种控制增益调谐方法使用遗传算法(GA)给定控制规范。
缠绕张力将从中确定CF和机械特性主要是FW系统的结构包括一个弹簧和摩擦元件。建立这种张力模型,系统识别方法应用于最小二乘方法,其中ARX(自回归eXogenous)使用由等式(2)表示的模型。
A(q)y(k) = B(q)u(k) w(k) (2)A(q)y(k) = B(q)u(k) w(k) (2)
其中A(q) = 1 a1qminus;1 · · · anaqminus;na,B(q) =b1qminus;1 · · · bnbqminus;nb ,
y(k)/ u(k):输出/输入;w(k):白噪声;q:移位参数,k:离散时间。作为鉴定的输入,箍缠绕模式最大长度线性移位寄存器序列由MATLAB生成的应用程序产生的张力控制输入和卷绕张力然后作为输出数据进行测量。这些输入和输出数据的标识显示在图3.识别之前,线速度为使用常规速度以恒定速度加速梯形输入,然后显示输入数据在图3中被应用于系统的系统鉴定。使用张力标识模型,变化之间的关系这里建立的模型参数和绕组条件如CF丝束的厚度,卷绕线速度,以及心轴直径被研究。在目前的研究中,紧张局势模型是针对一个品种构建的的条件,如线速度10,20和30 [m / min],均较大(r = 250 [mm])和较小(r = 125 [mm])心轴直径,以及6,12和20CF中的24 [K]纤维。系统识别MATLAB的工具箱被用来识别紧张模型。
图3系统识别的输入输出数据箍缠绕模式
作为识别结果之一,方程(3)表示方程(2)的传递函数,其中实验作为CF丝束的条件12 [K],10 [m / min]作为线速度,大(r = 250 [mm])使用心轴直径。结果为CF丝束的其他条件,生产线速度和心轴由于空间考虑,大小被省略但是,图4显示了关于模型的结果有效性。基于这些结果,模拟结果由ARX模型与实验结果非常吻合结果,从而证实了模型的有效性。
此外,我们调查了一个过程的变化绕组张力的波特图的增益模型在各种缠绕条件下。这些结果表明两者之间没有什么关系模型和线速度的变化和心轴直径,虽然有一些影响在CF丝束厚度上的变化心轴。因为丝线的数量在CF丝束是固定的每个产品,它会需要建立相应的具体模型与线程的数量,例如6 [K],12 [K],和24 [K]。
图4.环箍绕组识别模型的有效性模式
4.2二自由度PID控制器的增益调整
为了获得最佳控制增益,应用了GA以最小化以下标准函数由等式(4),其中WE,WS,WD,WO,和WI是方程中每个项的权重。(4)和符合控制的特点系统,包括稳态下的误差(e)建立时间(Ts),启动的容易程度以及输入和输出值的限制。和,PO和PI的惩罚函数是限制无超调和控制输入的幅度。在本文中,控制的对象是减少卷绕时张力的波动。然后,(4)给出的代价函数权重为设定为WE = 0.1,WS = 0,WD = 0.005,WO = 1和WI = 1。
图5显示了这种增益调谐的流程图方法。通过使用这种方法,控制模拟在短暂的意义上表现出良好的结果响应和各种绕组的稳定响应条件。控制器分别制造根据线数,6 [K],12 [K]和24 [K]。由于纸张空间的限制,控制模拟结果被省略,并进行控制下面介绍实验结果部分。
图5.使用遗传算法的增益调整方法流程图
4.3箍卷的张力控制结果模式
验证所提议的增益调整方法控制增益,卷绕张力的实验使用各种调节增益进行控制进行CF丝束的条件。由于实验条件,线速度和参考张力被固定为每值,例如10 [m / min]线速度和50 [N]作为张力。来自结果在4.1节中,2-PID控制增益得到了使用缠绕张力模型进行调整每个条件6,12和24 [K]。图6显示了卷绕张力控制结果每个最佳制增益被应用于每个CF丝束的条件。
这个结果表现出良好的紧张表现在时间Tgt; 0.5之后控制为稳态,并且还在瞬态特性上比之前更好使用尝试错误方法进行张力控制增益调整(Imamura等,1999),除了在24 [K]的CF拖曳情况下的瞬态响应。
图6.张力控制使用的实验结果环向缠绕模式的优化控制增益
5.螺旋的实施
绕线模式如前面部分所述,Helicalwinding方法是CFRP的一种有用方法设计,考虑到分配的力量。在这种方法中,重要的是控制卷绕角度以及卷绕在张力控制系统创建之前的间距。为此,对Helicalwinding进行几何分析方法进行了现在研究。
首先,从Niproll发出的卷绕角度theta;由tantheta;= VM / VT确定,其中VM是心轴速度,VT是横动速度当VM = Vsintheta;,VT = Vcostheta;和V时的速度是线速度。为了获得参考绕组角度值,VM参考值和VT必须基于方程(5)同步。
其次,这样控制绕组节距不松开绕组,提出超绕组。超发条意味着发条的操作在心轴的两端进行这样附加缠绕一次或两次旋转在心轴的两端进行。主要目的是防止松动拖曳并因此缠绕角度的塌陷,并且还控制卷绕间距。此外,控制绕组间距,绕组长度额外缠绕可以直接通过绕组节距和方程(6)。
VT =Vcostheta;,VM =Vsintheta;(5)
L1 =Wtantheta;,l2 =pi;D-l1-l3
L3 =(W-p /sintheta;)tantheta;,l4 = W-p /sintheta; (6)
6.控制结果和分析
用于螺旋卷绕图案采用与环箍缠绕相同的方式进行识别Helicalwinding的卷绕张力模型
被执行了。但是,当最大长度的线性移位寄存器序列被用作Helicalwinding的识别输入,参考的缠绕角度和俯仰无法获得,因为随机输入的M序列扰乱了蜿蜒的运动。合理的蜿蜒运动无法进行然后绕组变成故障。
图7.螺旋卷绕示意图
因此有必要使用另一种标识信号以获得卷绕张力模型。这个问题在简单的情况下没有发生箍绕,如前面部分所示。
因此,首先,为了检查
全文共7014字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[15449],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

