
英语原文共 8 页,剩余内容已隐藏,支付完成后下载完整资料
核压力容器制造所用多道窄间隙激光焊工艺的评估
J.C.Fenga,b,*,D.W.Rathoda,M.J.Roya,J.A.Francisa,W.Guo a,N.M.Irvinec,A.N.Vasileioua,Y.LSun a,M.CSmith a,L. Li
a机械、航空航天、土木工程,曼彻斯特大学,曼彻斯特M13 9 pl,英国
b上海瑞荣激光焊接技术有限公司,上海,201306年中国
c道尔顿核能研究所,曼彻斯特大学,曼彻斯特M13 9 pl,英国
关键词:
传导模式焊接 磁束偏转 窄坡口焊缝 焊后热处理 单面焊接 焊接生产率
摘要:
目前,核压力容器是用电弧焊接工艺制造的。近年来,由于电子束焊接技术的大量提高,人们已经对电子束焊接的发展做出了相当大的努力。然而,对激光技术的关注却很少。在本论文中,我们根据SA508钢的30 mm厚焊缝的特性,评估了应用多通道窄缝激光焊接(NGLW)的潜力。尽管仍然是一个多通道过程,但与相同厚度的电弧焊接相比,焊道数目减少了,而后续焊道的熔覆为前道焊接金属提供了一定程度的回火,而电子束焊接过程则没有。实现多通道NGLW的主要工程挑战包括:适当的接头装配,以及在深窄焊缝底部的熔池的保护。
- 介绍:
从历史上看,主要反应堆部件的焊接是通过使用电弧焊接工艺实现的。然而,近年来,人们的注意力主要集中在电子束焊接的发展上,作为一种高生产率的替代电弧焊[1]。电子束焊接有可能在一个焊接过程中完成超过100毫米的钢焊缝,而电弧焊接工艺所需的焊道次数将达到100次。与此相反,很少有人关注激光焊接,这主要是由于在如此厚的材料中激光焊不可能进行单道焊接。然而,激光焊接比电子束焊接具有一定的优势,在电子束焊接中,如果在钢中有残余磁性,那么电子束焊接就容易受到光束的偏转,而激光焊接则不然。此外,电子束焊接涉及到x射线的产生,而激光焊接不会。
这项工作的目的是评估使用多通道窄缝激光焊接(NGLW)工艺在反应堆压力容器钢中制造焊缝的可行性。SA508级3级1类钢被用作测试材料,因为它广泛应用于反应堆压力容器(RPVs)和核裂变发电厂的蒸汽发生器[2-4]。最近报道了激光焊接在这一钢结构上的应用[5]。然而,这项工作涉及的是一种相对较薄的材料(6毫米)的单道焊缝,并且没有注意到残余应力的发展,这些应力会影响初级核部件的长期完整性[6]。在此工作中,我们评估了多通道NGLW对30毫米厚SA508级3级钢的应用,重点介绍了交叉焊缝的拉伸性能、道间回火影响、残余应力水平,以及焊后热处理(PWHT)缓解应力的程度。
2 实验方法
2.1材料
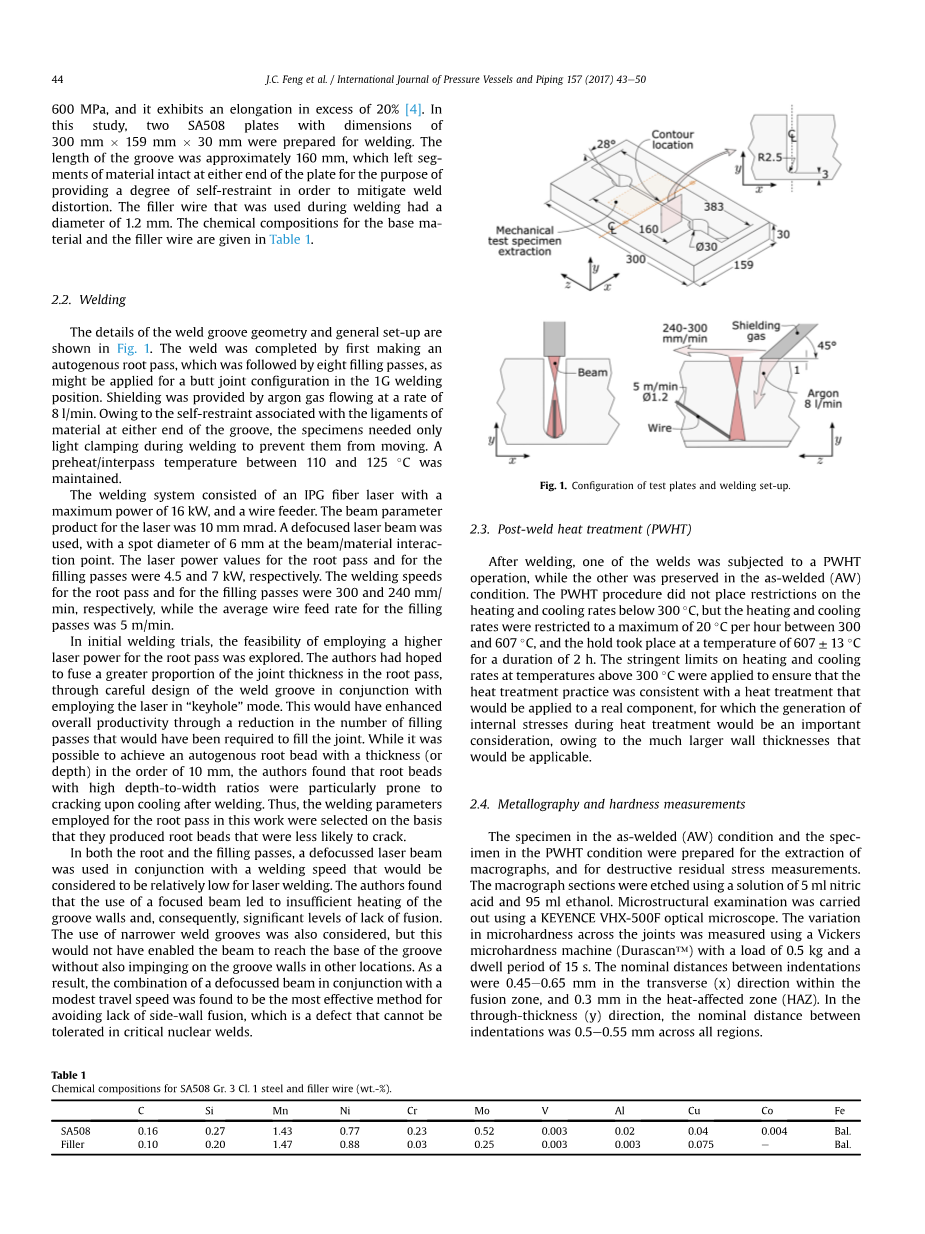
A508级3级1类钢通常具有450 MPa的屈服强度,在600 MPa附近具有最终的抗拉强度,它的伸长率超过了20%[4]。在本研究中,为焊接准备了两个尺寸为300 mm *159 mm *30 mm的SA508平板。坡口的长度大约为160毫米,在板的两端都留下了部分材料,以提供一定程度的自我约束,以减轻焊接变形。在焊接过程中使用的填充焊丝直径为1.2毫米。表1给出了基体材料和填充焊丝的化学成分。
2.2焊接
焊缝坡口几何形状和一般设置的细节如图1所示。首先采用自熔形成根部焊道,然后是8个填充焊道,就像在1 G焊接位置上的对接接头一样。氩气以8升/分钟的速度流动,提供了保护。由于在坡口的两端都有与材料韧性有关的自我约束,所以在焊接过程中,样品只需要轻夹,以防止它们移动。保持110至125摄氏度之间的预热/层间温度。
焊接系统由IPG光纤激光器组成,最大功率为16千瓦,并配有送丝机构。激光的光束参数产品是10毫米mrad。采用离焦激光光束,在波束/材料相互作用点上直径为6毫米。根部焊道和填充焊道的激光功率值分别为4.5和7 kW。根部焊道的焊接速度和填充焊道的焊接速度分别为300和240毫米/分钟,而填充焊道的平均送丝速度为5米/分钟。
在初始焊接试验中,探讨了采用更高的激光功率进行根部焊道的可行性。作者曾希望采用激光焊的“锁孔”模式,通过仔细设计焊接坡口,将更大比例的接头厚度融合在一起。这将通过减少填充该接头所需的填充次数来提高整体生产率。虽然可以用通过自熔焊实现10毫米的厚度焊接,但作者发现,具有高深宽比的根部焊道尤其容易在焊接后开裂。因此,在此工作中所采用的焊接参数是基于其产生的根部焊道不太可能开裂的基础上的。
在根部和充填过程中,所用离焦激光束应与焊接速度相结合,采用较低的焊接速度。作者发现,聚焦光束的使用导致了坡口壁的加热不足,从而导致了严重程度的未融合。也考虑了较窄的焊接坡口的使用,但这并不能使光束到达坡口的底部,同时也不会影响到其他地方的坡口壁。因此,将离焦光束与适当的焊接速度结合在一起,被认为是避免侧壁未融合的最有效方法,这是在关键的核容器焊接中不能被容忍的缺陷。
图1 测试平板和焊接装置的结构
2.3焊后热处理(PWHT)
焊接后,其中一种焊接接头要进行PWHT,而另一种焊接接头在焊态(AW)条件下。在温度低于300 ℃,PWHT过程对加热和冷却率没有限制,但在300℃和607℃之间,加热和冷却速率限制为每小时最多20℃ ,以及在607plusmn;13 ℃的温度范围保温2 h。严格限制温度高于300℃时的加热和冷却率应用,确保所用热处理和实际应用于工件的热处理一致,对于更大的壁厚的工件,在热处理过程中内应力的产生将是一个重要的考虑因素。
2.4金相学和硬度测量
在“焊态”(AW)条件下的试样和在PWHT条件下的试样,是为提取宏观图和破坏性残余应力测量而准备的。用5 ml硝酸和95 ml乙醇的溶液蚀刻了宏观截面。利用KEYENCE VHX-500F光学显微镜进行了微组织检查。用维氏微硬度机(Durascan)测量了整个接头的显微硬度的变化,它的负载是0.5公斤,而
表1. SA508 Gr3 Cl1钢和填充焊丝的化学成分
停留时间为15 s。在融合区内的横向(x)方向上,印痕之间的标称距离为0.45 -0.65毫米,在热影响区(HAZ)中为0.3毫米。在厚度方向(y)上,所有区域的印痕之间的标称距离为0.5-0.55毫米。
2.5残余应力的测量
用等值线法测量了在AW和PWHT条件下的残余应力。在这两种情况下,沿焊接方向焊缝的中间位置(图1)的平面上测量残余应力,样品垂直与焊缝方向的轮廓切片使用放电加工(EDM)。初始的切割是在两个试验孔之间进行的,在样品的两边的剩余韧性带被切断之前。表面轮廓的剖面图是用纳米级激光扫描仪测量的。轮廓法分析的第一步是将从切割的每一端获得的点云进行对齐和平均,然后将二元样条函数拟合到两个试验孔之间的切割面区域。分别在x和y方向上选择一个4毫米的结点距,在尽量减少整体拟合误差和避免过度拟合问题之间达成了理想的折中方案的基础上;得到了一个0.5um的平方根误差。该样条曲线用于为线性弹性有限元分析提供边界条件。这个分析的网格描述了一半的板块(包括试验孔),并包含了193000个二阶四面体元素。在纵向(z)方向上,单元的边缘长度从切割面的1.6毫米到30毫米不等。用于模量和泊松比的值分别为210Gpa和0.27。根据目前的最佳实践等值法进行了分析。
2.6横向焊缝拉伸试验
为了确定交叉焊缝的拉伸性能,在焊后热处理状态下从焊接试样中提取了标准副水平宽度拉伸取样片。从靠近焊缝顶部的位置,以及从中间厚度位置(中间),从靠近焊缝根部(底部)的位置取样。为了进行基准测试,在收货状态和焊后热处理状态下从母材中提取样本。在焊缝分别在每一个厚度的位置(即上、中、下)提取了4个交叉焊接的取样片,并在每种条件下从母材中提取出5个样品。图2中给出了测试取样片的方法的示意图以及样本尺寸。
在测试之前,每个试样的长度为二维数字图像相关(2D-DIC),并绘制成标准的散斑图,并使得成像空间分辨率达到每个像素22um。根据ASTM E8M 08[8]标准在20摄氏度下进行拉伸试验,使用英斯特朗电子拉力机5569的测试框架施加50 kN负载单元,每秒钟的应变速率为0.0003。在每次测试之后,用一个子集大小为150 mm的维克2D软件包,计算出空间分解的应变值。这使得可获取在焊缝的不同微观结构区域内的应力-应变行为。为了检验2D-DIC分析的准确性,在拉伸试验期间每个试样都附有一个25毫米长的MTS伸长计。
2.7韧性测试
根据ASTM E23标准[9]夏比冲击试验试样提取和测试在20 ℃进行。在所有情况下,焊接试样取样片提取的级距与焊缝中心线一致,断裂传播方向平行于焊接方向(图2),由于可用性的材料可提取的样本数量是有限的。从焊接的顶部区域提取两个样本,其中两个来自底部(即焊缝根部),另一个来自中厚区域。在母材的情况下,从收货状态材料中提取了3个样本,另外3个从经过焊后热处理的材料中提取。
图2 图示(a)拉伸和夏比试验的试样的取样情况;(b)夏比试验试样的尺寸(c)拉伸试验试样的尺寸。所有尺寸单位都是毫米
3。结果与讨论
图3显示了在焊态条件下和焊后热处理之后的多通道窄缝激光焊接NGLW样本的宏观图,以及相应的硬度图。可以看出,焊缝似乎是完好的。没有未熔合或开裂,也没有明显孔隙。在焊态条件下,HAZ在顶部附近显得更加明显。这是由于在多道焊接中与随后的焊缝通过的回火效应(也就是说,所有以前的焊道都
图3。在焊态(左)和焊后热处理后(右)多通道NGLW试样的宏观图(上面)和硬度图(下面)
被回火处理了)。当对顶部焊道的HAZ硬度与早期焊道的HAZ硬度比较时这种回火效应也很明显的。硬度结果表明,PWHT操作是有效的。与参考文献[10]中所示的数据相比,也可以观察到NGLW的HAZ比氩弧焊(GTAW)更窄。
图4是从焊接接头的每个微结构区域捕获了光学显微图4a(AW条件)和4b(在PWHT条件下),对于靠近焊缝顶部的位置和靠近中厚位置的位置。融合区和HAZ的粗晶区的都具有层状特征,
图4。焊态(a)和焊后热处理后(b)的接头的不同位置获取的光学显微图。在焊缝的顶部和焊缝的中厚位置附近获得的微观结构差异似乎不明显
这是一个参考性的微观结构微结构是贝氏体或者马氏体,假设魏氏组织不出现。对于最后一道焊缝焊接金属中测量的硬度值与贝氏体的表现是一致的,而在焊缝金属区域内的一些再热区的硬度读数,表明马氏体也存在。在HAZ(即在母材内部)中记录了最高的硬度值(大于400 HV),大概是由于较高的碳含量(表1),但也很清楚,道间回火效应在降低再热焊缝金属的硬度方面起了一定的作用。
在融合区和HAZ粗晶区中奥氏体晶粒尺寸是50um,与母材的晶粒相似。在HAZ的细晶区和相变区的详细微结构更难处理,但HAZ细晶区也可能包含大量的贝氏体。在光学显微镜下观察到的微观结构,AW(图4a)和PWHT(图4b)条件之间的差异并不显著,尽管它们在电子显微镜下可以被识别出来。然而详细的微观结构调查超出了本研究的范围。
图5.采用等值法测量的纵向残余应力,AW(上)PWHT(下),切割方向从左到右
在NGLW样本中,在纵向方向(即与焊接方向平行的方向上的应力)测量的残余应力如图5所示,在AW条件下和在PWHT条件。可以看出,在AW条件,有一个区域保持高的拉伸残余应力通常和融合区一致,尽管该地区从焊缝中心线偏移更接近相应的侧板的等值线。这样的偏移量在之前的参考文献[11,12]被发现,并且被认为是在EDM过程[13,14]中切割诱导的可塑性的影响。
对于一阶近似,应力在样本厚度的距离上并没有明显的变化。然而,在样板边缘观察到的压力确实会随着从焊接中心线的距离越来越远而变化压力会逐渐减少。在PWHT之后残余应力的大小显著减少,峰值应力表现在100-150 MPa之间。
图5中残余应力分布的一般性质似乎是合理的。例如,在一个多道焊的焊接中,熔合区和HAZ峰值的拉伸应力将会一致。虽然道间回火效应使得在焊态下熔合区的残余应力分布不明显,这本身不是问题,由于残余应力往往是受材料的强度的影响,相应硬度图在图3表明,整个熔合区的屈服应力超过母体材料的值。然而在更仔细的研究中有一两个异常现象是显而易见的。首先,在焊态条件下的峰值应力接近是700 MPa。这个值比SA508钢[10,15]焊接的代表性数据要高一点(10%)。窄坡口焊缝以及在试样两端保持材料的较好韧性,都有可能导致高度的约束,从而导致了高应力。然而,它还必须承担初始的EDM切割在两个导向孔之间,每一个都是位于试样的边缘(图1)。材料的韧性带位于每个导向孔之间和相邻边板边缘都在单独的切割步骤完成。假设样板边缘残余应力不衰减至零,有可能是使分段的EDM切割导致了最终应力的一些错误,因此多通道激光焊接拉伸残余应力峰值的大小类似于在SA508 Gr.3 Cl.1钢上使用其他焊接过程测量的结果(即接近600 MPa)。
图5中的另一个异常现象出现类似于靠近融合区的压缩应力线区,位于标本切割末端对应的一侧。以这种偏离了焊缝中心线的对称性方式不足以说明样品中真正的残余应力分布
全文共11065字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[10172],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

