英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
建筑用H梁焊接接头的塑性变形能力和破坏后的性能
在本文中,光束的结构特征使用各种类型建成H形梁末端连接是 通过全面负荷试验调查。主要参数是在焊接的底部的几何和材料性质 进入孔由于制造方法建成的H形梁。测试结果,梁翼缘的脆性断裂 发生在所有的样品。塑性变形由预先建成H形梁的SBR试样的容量 和具有方形中空接头面板部是最低;.容量是所需要的性能它由造成50%的 下两个因素,淹没的韧性电弧焊接金属和梁腹的接头效率连接部分。
- 序
钢结构梁的端部焊接接头的早期的脆性破坏,在确保结构的抗震性能之上有一个最该避免的现象。近年来,基于这种程度的研究成果,从设计方面、施工方面、材质方面的综合性的脆性破坏的防止措施进行了汇总和整理。最近,由于钢结构焊接接头设计准则的改定,举办高度认识防止断裂破坏焊接接头设计的项目,逐渐地进行普及。但是,很难充分的阐述梁端部焊接接头破坏的主要原因,被遗留的话题也很多。
第一点,存在焊接结构H形断面量相关课题,具体的讲,焊缝交叉的状况底部面型的摆动焊接省却的合适与否,细致考虑多层焊接的融化量,改善埋弧焊的焊接质量的制定等等进行列举。建筑用H梁的加工方法,首先坡口的两条焊缝交叉的状况进行加工的种类有了两种大的种类,2.1节有详细的描述。在这种加工方法上面的不同根据焊缝交叉的状况旁边的形状以及材质方面的条件有着很多不同点,所以良莠不齐的文献也有很多。如果把文献1和文献2进行比较,预留的坡口形式、接头形式的等推荐细节参数有不同的状况,所以导致实际状况很混乱。
之前的建筑用工字梁接头的相关研究,跟据形状来确定交叉焊缝,交叉焊缝底部多层焊接的和焊缝后处理是有很多存在的。一部分是根据材料的条件来着眼于法兰盘型梁的韧性,关于设计面相关联的划分网格接头效率的着眼也包含在里面。但那时,这些之前的研究的主要对象是预留的坡口形式、接头形式的进行比较以及探讨的程度而已。
建筑用工字梁的交叉焊缝和网格划分的接头处,一般用埋弧焊(以下用SAW表示)焊接方法。SAW在焊接角焊缝的情况下,坡口的交叉焊缝底部会有未熔合区域(2.1节有详述)。在文献1)中,早期是将从未熔合区域开始发生的裂纹扩展的实验结果为基础,埋弧焊的坡口形式建议以全熔透的方式。但是,坡口的交叉焊缝底部的高热输入这些问题并没有多少论文来明确这一问题,既以前的研究论文并没有明确的记载焊接调节和焊接质量等信息。
本文研究的是建筑用工字梁的坡口形式的钢结构梁的焊接接头的力学性能的评价,为了防止早期的脆性破坏,制定和确立了设计和施工的方法。本论文的第一阶段根据建筑用工字梁的形状和材质的制作方法,为了设计梁的网格划分的效率。梁的焊接接头作为对象做载荷试验,从载荷实验的结果中可以评价梁的塑性变形能力和观察与解析断裂面来研究建筑用工字梁的接头破坏性状。
2实验方法
2.1试样
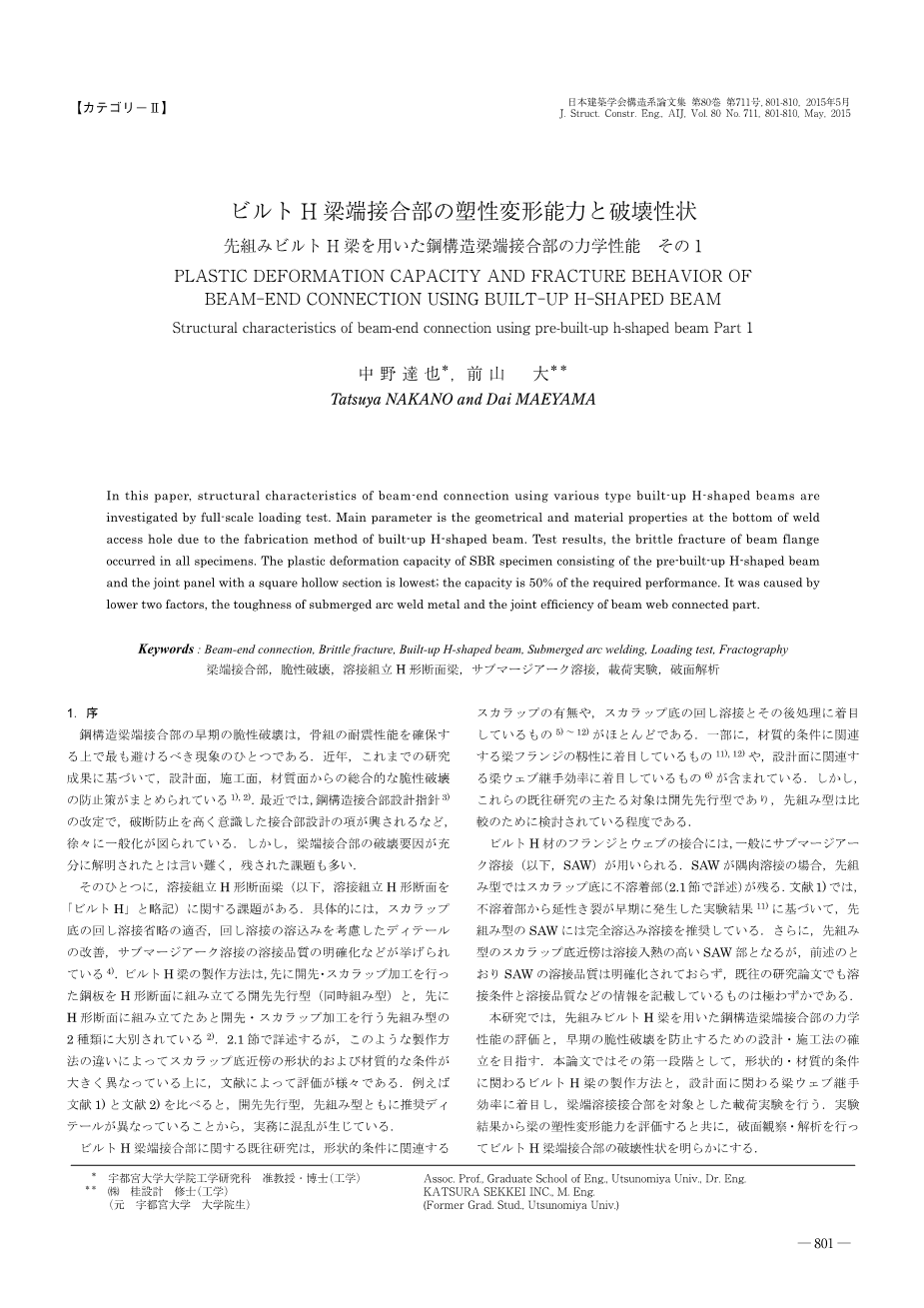
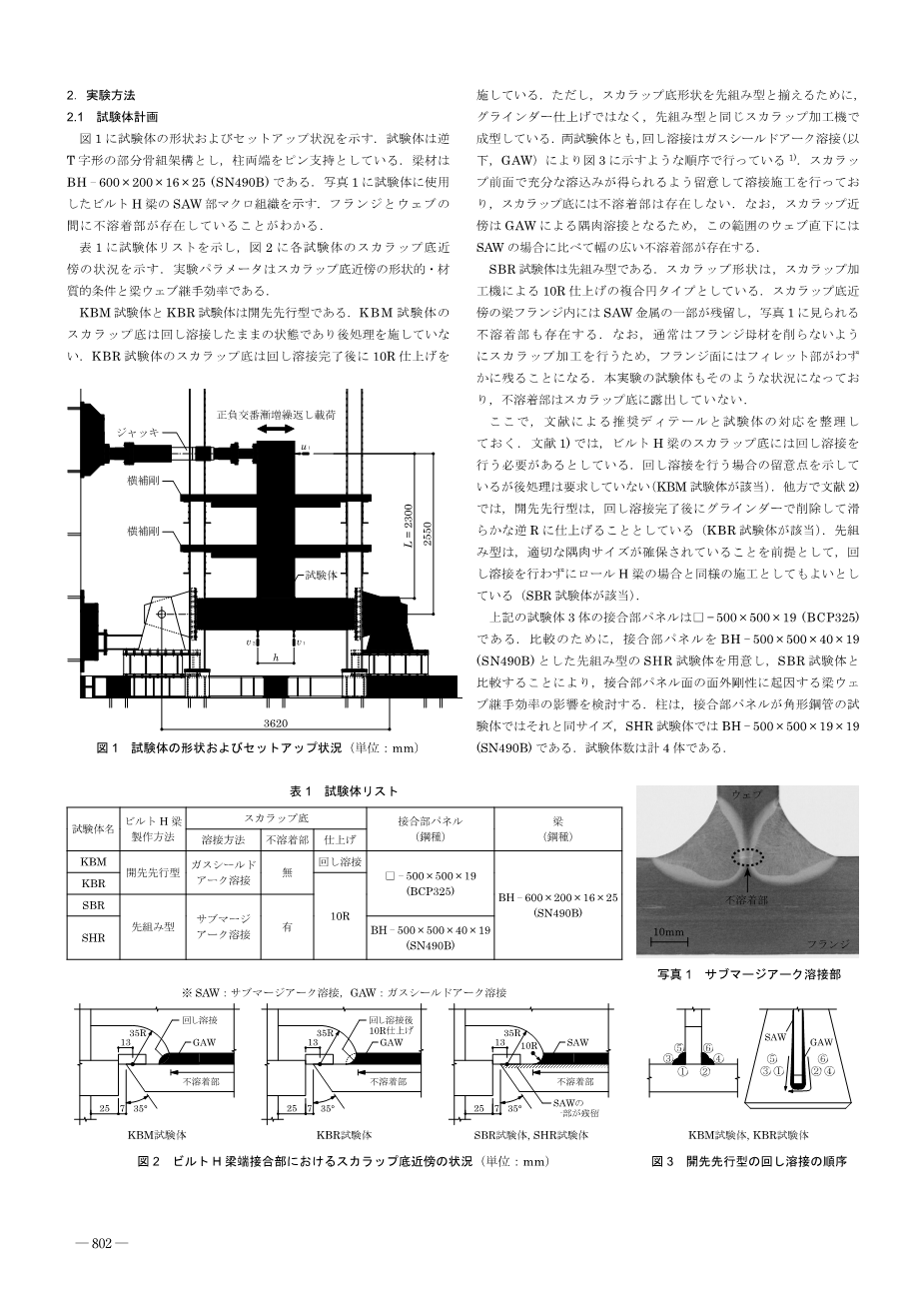
图1表示了试样的形状和设置状况。试样是逆T字形的部分结构组成,通过柱两端的法兰盘进行支撑。;梁的材质为BH-600x200x16x25(SN490B)。照片1表示的是使用过的建筑用工字梁的埋弧焊宏观组织。法兰盘和网格之间存在未熔合的部分,
表一为试样的列表,图2表示了各个试样的交叉焊缝底部的状况。实验参数在底部的交叉焊缝的形状和材质的提哦啊见以及梁的网格的接头效率。
KBM试样和KBR试样的坡口如图所示。KBM试样的交叉焊缝底部是没有后续处理的封闭焊缝的状态。KBR试样的交叉焊缝底部有10R盖面焊缝,但是,为了交叉焊缝的底部形状和坡口的成型, 坡口选用相同的焊缝加工机进行成型加工。两个试样都是采用封闭焊缝 (以下用GAW表示)在图三表示了焊接的顺序。交叉焊缝在焊接前很留意充分的金属填充,故而在焊缝的底部不存在未焊透的部分。但是交叉焊缝的近旁因为保障在GAW的时候母材与焊材充分融合,周围的网格的下部分选用SAW故而存在更多的未熔合区域。
图一 试样的形状和相应装置的状况
SBR试样有坡口,交叉焊缝的形状通过加工机器有10R的 交叉焊缝的底部的梁的法兰盘有着SAW金属的一部分残留,在照片1种有可见的未熔合部分存在。而且,通常法兰盘母材没有切削所以 巍峨加工,法兰盘部分有 部分故意没有保留。本实验的试样也发生了相同的状况,未熔合部分在焊缝底部没有暴露。
至此,整理了根据文献的推荐参数和对应的试样。文献1)中,建筑用工字梁的交叉焊缝的环形封闭焊缝是有必要的。进行环形焊缝的情况下,要表示留意的点且并没有要求焊后处理(KBM试样符合)。另一个文献(2)中坡口的封闭焊接完后用打磨机切削成光滑表面减少表面的粗糙度(KBR试样符合)。坡口的形态根据合适的明确母材尺寸作为前提,不进行封闭焊接卷边工字梁的抢矿霞可以用同样的施工。(SBR试样符合)。
上述的三个试样的接头表面为-500x500x19(BCP325),为了比对,接头的表面为BH-500x500x40x19(SN490B)作为SHR试样的坡口。与SBR试样进行比较后,讨论了接头表面的脆性的原因和梁的网格的焊接效率。柱的接头表面和角形钢管的试样选用相同的尺寸,SHR试样是BH-500x500x19x19(SN490B)。试样的数量为四个。
2.2焊接方法
建筑用工字梁的焊接是不开坡口的双面焊接。焊接方法是两个电极的SAW焊接(斜向下45度)一次成型的施工方式。焊接焊丝为直径4.8mm(JIS Z 3351 YS-S6),焊剂为公称粒度12x48(JIS Z 3302 FS-FP1),融化金属的品质应该为JIS Z 3183 S501-H。焊接条件为电流850A,电弧电压为30V,焊接速度为75cm/min。电极间距为20mm,焊丝伸出长度为30mm。接线方法为逆V接线,焊接电源为AC-AC。实测未熔合部分的面积,在照片1种表示的大约4mm。但是,在事前的试验的备用试样焊接的获得有无未熔合部分以及相关结果,备用试样焊接的定在了交叉焊缝的较远位置。
梁的端部 的梁的法兰盘接头部分进行全熔透焊接,梁的网格接头部分进行GAW焊接。焊接焊丝为直径1.4mm(YGW18),焊接热输入在40kJ/cm以下,层间温度在350℃一下。引弧板是固体格式,金属材质为FB-9X25,梁的法兰盘内侧与母材进行焊接,通用隔板的厚度为32mm(SN490C),梁的法兰盘与轴心相通。
2.3载荷方式
载荷如图1所示,油压千斤顶来让梁进行正反应力交替且逐渐增加振幅使得载重产生作用,实验是在气温10℃左右常温下进行,角度R用下列公式进行
变形量u1,u2,v1,v2是正载荷且与变形方向保持一致。
载荷表格中,plusmn;弹性区间,plusmn;2Rp ,plusmn;4Rp ,plusmn;6Rp进行多次的对称加载。然后Rp作为材料的实验结果
2.4材料的机械性能
表2是材料的拉伸试验结果,在钢材的载荷试验之前,调查了SAW金属的载荷试验。试样的形状是JIS Z2241 1A号,
3.实验结果
3.1实验过程
图5是通过载荷试验得到的梁的边缘效应梁的主轴M以及梁的边角R的关系.纵轴表示的是Mp,图中记录的是发生脆性破坏的频率,表6是统一表现破坏状况的图片。侧面的粗大组织可以确定梁的中间有着未熔合的部分,以下是各个试样的实验经过以及破坏状况的描述。
图5 梁的主轴M以及梁的边角R的关系
表6 破坏状况一同展示
3.2建筑用工字梁的接头塑性变形能力
图6表示的是从图5的曲线中选出的正载荷的的主要构件变形曲线,横坐标表示的主要构件的角变形Rp,图中的箭头指向的是正载荷的最大值,KBM试样,KBR试样,SBR试样的三条曲线基本上一致既表示塑性变形的能力没有明显的差别,但是SHR试样相对于其他三组试样在有同样的角变形时能够承受更大的载荷。
表7表示的是主要的实验结果,图7表示的是塑性变形能力的比较。
塑性变形能力的评价指标是采用形变曲线为基础雪顶累计塑性变形倍率EȠA 和以主要构件变形曲线为基础得到的塑性变形倍率EȠS,由图7和表7可以得出,EȠA的顺序为KBR>SHR>KBM>SBR,它们各自的值为50,40,30,11。在梁断裂的时候要求的塑性变形能力是ȠA=20, 所以SBR试样不满足这项性能要求,图7(b)中也可以得到同样的结论。
接下来要讨论的是,首先是第四章找寻开坡口情况中产生的脆性破坏的原因,然后是第五章观察实验参数的影响。
- 分析开坡口情况中产生的脆性破坏的原因
4.1断裂面的观察和研究
对开坡口的SBR试样和SHR试样的断裂面进行细致的观察,表6的观察梁中部的断裂面可以确定角焊缝的底部存在着未熔透的部分,表六的角焊缝底部和梁中间的侧面的粗大组织相似,10R端部的旁边能够确定未熔合部分向上的扩展裂纹破坏的痕迹,交叉焊缝的底部可以看到断裂面,在下发现裂纹的起点位置。图片1和表6的亮的法兰盘中间断裂面与脆性破坏的起点、SBR试样的焊缝金属内部、SHR试样的热影响区在一个位置。
周围区域的晶粒可以通过扫描电镜来进行断裂面解析。照片2表示SBR试样的解析结果。
区域A是典型的粗晶区因此在此位置产生了裂纹。在区域B上半部分产生了脆性破坏,既断裂面的交叉焊缝的SAW焊留下的未熔合部分发生的延展裂纹内生长。也就是说区域B是延展到此的脆性破坏。
4.2埋弧焊金属的韧性
图8和表8表示的是夏比冲击试验的结果,实验片(JIS Z 2242V触点)来自母材的打底焊部位,但是打底焊部位和SAW焊接部位的载荷试验都要进行。载荷结束后可以从实验片得出实验整体的弹性范围。图中SAW的断裂面全部都是SAW的触点位置,但是图中打底焊和SAW焊有着重叠的部分,实际中取的断面是有不同的。
0℃夏比实验吸收的冲击功vEo面母材、打底焊、SAW分别是191、155、14J,母材和打底焊的部分的vEo都超过了100J,SAW焊接部分低于27J,脆性断面率Cr与之相同,在常温下,母材、打底焊部分与SAW部分有很大的不同,由此可以得出SAW部分的转换为脆性破坏的原因是SAW部分的金属具有低韧性。
a 拍摄位置 b 区域A
c 区域B d 区域C
照片组2 SBR的断裂面解析
图8 夏尔冲击试验结果
在2.2节中有表示试样使用的建筑用钢的SAW的材料JIS规格以及焊接施工条件,关于试样的SAW部分金属的很低的韧性的原因,对实验后的破碎材料进行了追加实验,与以往的调查结果进行比较。不同的方式进行研讨后,没有得到有价值的结果,现在,建筑用工字梁的SAW的施工条件和焊接接头的机械性能进行调查,焊缝金属的性能试验(JIS Z 3183)的多层焊比一次成型有着更低的韧性。详述请看接下来的工字梁的力学性能试验第二篇。
表8 夏尔冲击试验结果
5.考察
5.1交叉焊缝附近的形状产生的影响
相同的材质条件下通过KBM和KBR试样进行比较,R较大的KBR试样的塑性变形能力更好,这是封闭焊可以带来塑性变形能力上升的经验相对应的结果。
表6中梁的中央断裂面,观察梁的中央底部附近的全部厚度的延迟破坏的样貌,对实验进行金相照片以及断裂面的观察中可以看出两个试样的打底焊部分发生了延迟断裂,梁底部的厚度方向上有贯穿的裂纹。KBM试样在底部的封闭焊接前面的焊接断弧部分发生延展裂纹,根据断裂面的样貌可以判定梁的外侧靠近底部的压缩力导致的断。KBR试样可以看出交叉焊缝在内部产生的裂纹。KBM试样有着同样的延展裂纹,且梁的法兰盘万册的最下层有较宽的断面,在中间部分焊缝发展较慢最终的触点急速的发展。
封闭焊缝的断弧部分会引起应力的集中,因此要保障后期处理时消除残余应力提高塑性变形能力。本实验中无论有无后处理都满足了要求的性能,为了在材料韧性低的情况下充分保障裂纹不会生长,故而有必要选择高韧性的材料。
5.2交叉焊缝附近的材质产生的影响
相同的形状条件下的KBR试样以及SBR试样进行比较,开了坡口的SBR试样的塑性变形能力更差,大概是KBR试样的2成的样子。SBR试样的延展性断裂发生在拉伸试验的早起,SBR试样焊后成为了延展裂纹充分成长的低韧性SAW材质,KBR试样的贯通板厚的延展性的裂纹出现后才表现出延展性问题。
延展性裂纹的成长是会表现出材料的韧性,梁的法兰材质虽然有高的韧性,但是还残留的SAW金属的韧性的开坡口的建筑用工字梁会影响其塑性变形能力。
5.3梁的结构的影响
交叉焊缝的底部的形状和材质相同的条件下,进行比较SBR试样和SHR试样,SBR试样的
全文共7264字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[143625],资料为PDF文档或Word文档,PDF文档可免费转换为Word

