英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
在氧化锆微钻过程中,脉冲Nd:YAG激光加工特性的建模与分析
A.S.KuarB.DoloiB.Bhattacharyya
摘要
脉冲Nd: YAG激光束在低平均光束功率下具有较高的激光强度,具有较好的陶瓷材料微细加工能力。由于脉冲持续时间非常短,小的切缝宽度和窄的热影响区域,因此具有良好的聚焦特性。本文对CNC脉冲Nd:YAG激光微钻氧化锆(ZrO2)进行了实验研究。实验研究了激光加工参数对加工微孔锥度的影响。基于响应面法的最优参数分析,确定了脉冲频率、脉冲宽度、灯电流等工艺参数的最优设置,并通过脉冲Nd:YAG激光器实现了微孔加工的最小HAZ厚度和锥度。当灯电流、脉冲频率、辅助气压和脉冲宽度分别设置为17安培、2.0 kHz、2.0 kg/cm2和2%的工作周期时,得到的最小HAZ厚度为0.0675 mm。最小锥度在最优参数设置中达到0.0319,即17安培的灯电流,2.0 kHz的脉冲频率,辅助气压0.6 kg/cm2,脉冲宽度2%的工作周期。在脉冲Nd:YAG激光微钻中,对两种响应的多优化问题进行了分析,即HAZ厚度和锥度。
关键词
激光微孔加工;氧化锆;热影响区厚度;拍;响应面方法学
- 介绍
对先进的难加工材料和高功率激光器的需求的不断增长激发了人们对激光加工相关研究和发展的兴趣。激光加工过程中涉及到的基本材料去除机理,依赖于高热流的产生,导致材料的熔融和蒸发。使用激光制造越来越浓的兴趣可以归因于几个独特的优势通常适用于整个范围的材料处理应用程序,如高生产率、非接触式加工,消除完成操作,适应自动化,降低处理成本,提高产品质量,更大的材料利用率,最小热影响区(HAZ)和绿色制造,等等。由激光加工的材料,从金属和合金到无机以及有机非金属,复合材料和岩石等。脉冲Nd:YAG激光束可以有效地切割氮化硅陶瓷,正确选择和控制激光束加工工艺参数,可以在工程陶瓷切割过程中产生良好的切割面。Nd:YAG激光加工系统可连续运行几瓦到几百瓦,但在大多数应用中,脉冲操作是首选。在激光微孔冲击钻井过程中,由于激光加工过程的固有聚焦特性,锥度形成是最重要的特征。在多脉冲激光冲击钻井中,入口孔直径通常大于出口孔直径,因此钻孔的孔一般都是正锥形的。同时,当光束传播到孔内时,不均匀的熔体会腐蚀到孔壁和激光功率的减少,这可以被确定为锥度形成的原因。航空发动机部件上的激光钻孔必须符合严格的质量标准,以确定它们适合于使用
本文对CNC脉冲Nd:YAG激光微钻氧化锆(ZrO2)进行了实验研究。实验研究了激光加工参数对加工微孔锥度的影响。ZrO2是非常受欢迎的工程陶瓷,这些陶瓷广泛应用于轴承、线导、压力传感器、红外散热器、氧气传感器、pH计、燃料电池等领域。由于其性能优越,摩擦系数低,耐磨性好,耐蚀性好,导热系数低,热膨胀系数高,抗热震性好,断裂韧性高等优点。为了在硬工程陶瓷的激光微孔加工中获得较高的加工速度和精度,需要进行特殊的ZrO2,需要进行深入的研究,以建立Nd:YAG激光性能标准与各种参数相关的数学模型。对脉冲Nd:YAG激光微加工工艺进行了最优参数化分析,以更好地控制ZrO2陶瓷的加工微孔质量
- Nd:YAG激光微钻系统
为了高效的加工操作,如剖切、钻孔、打标等,数控Nd:YAG激光加工系统由各种子系统组成;激光光源和光束传输单元,电源单元,射频(RF) q开关驱动单元,冷却装置和CNC控制器,用于X,Y, Z轴运动。激光头由Nd:YAG棒和氪弧光灯组成,分别放置在椭圆腔的两个不同的焦点上,激光激光是钕原子中嵌入钇铝石榴石晶体的主要材料,泵源通常是氪弧光灯。YAG晶体由氪弧光灯激发,对于光的放大,光反馈具有100%反射率后视镜和反射率80%的前置反射镜。q开关是一种极好的方法,能产生极短的脉冲宽度,并且在连续波低功率激光下产生非常高的激光峰值功率。RF q开关驱动单元为其操作提供射频信号到q开关,利用光束传输系统,激光聚焦在工作点上,主电源单元通过控制氪弧光灯发出的光强来控制激光输出。冷却装置冷却系统,以避免激光腔、灯、钕和q开关的热损伤。
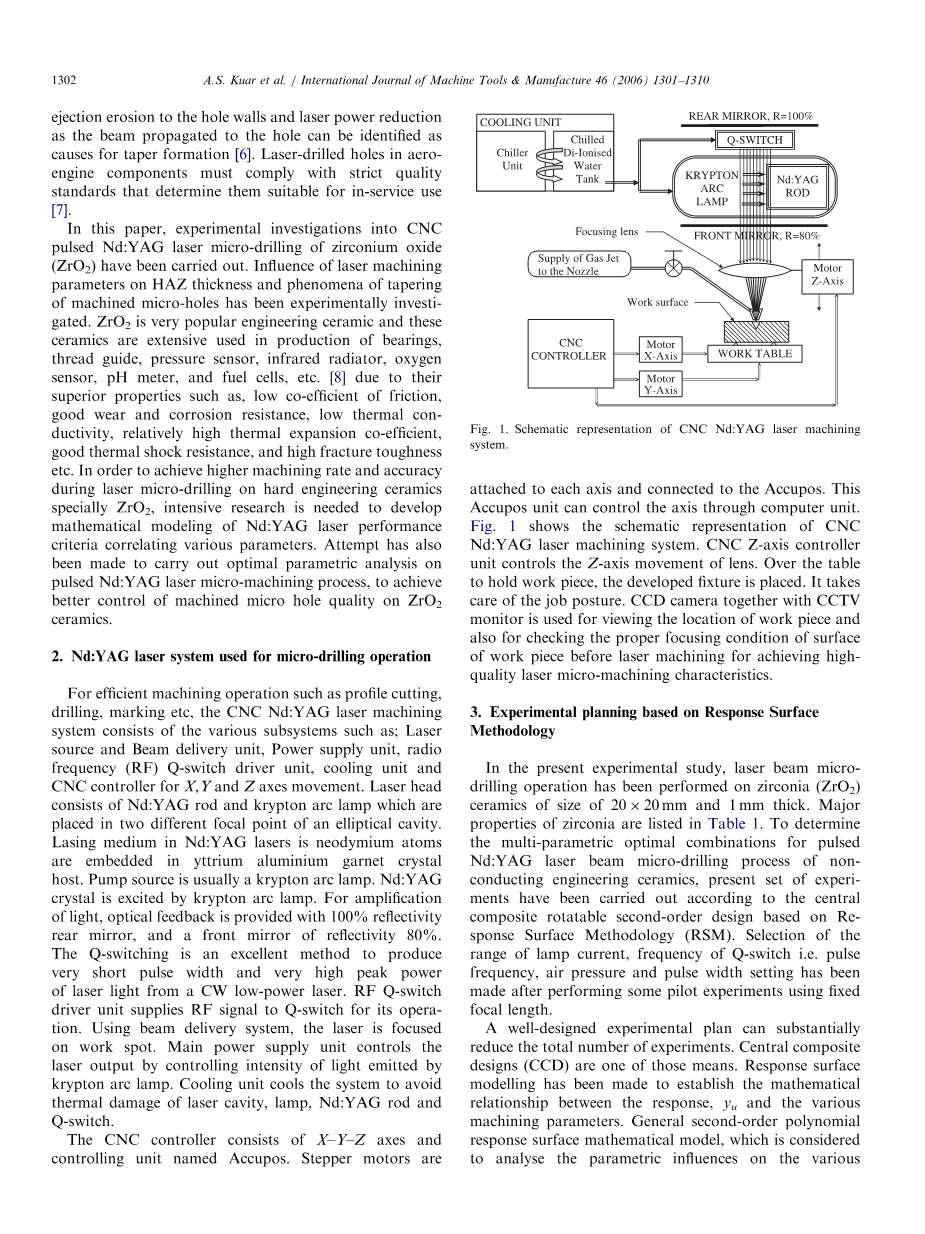
CNC控制器由X-Y-Z轴和控制单元Accupos组成。步进电机连接到每个轴并连接到Accupos。这个Accupos单元可以通过计算机单元控制轴。图1为CNC Nd:YAG激光加工系统的示意图。数控z轴控制器单元控制镜头的z轴运动。在桌子上放置工件时,放置了已开发的夹具。它会照顾到你的工作姿势。CCD摄像头与CCTV监视器一起用于查看工件的位置,也用于检查工件表面的适当聚焦情况,以实现高品质的激光微加工特性。
图1
3.基于响应面方法的实验规划。
在目前的实验研究中,激光器光束微钻操作已经进行氧化锆陶瓷(氧化锆)大小20times;20毫米和1毫米厚。氧化锆的主要性能如表1所示。为确定脉冲Nd:YAG激光微孔加工非导电工程陶瓷的多参数最优组合,基于响应面方法学(RSM)的中心复合可旋转二阶设计,进行了实验研究。在使用固定焦距进行了一些先导实验后,选择了灯电流范围、q开关频率、脉冲频率、气压和脉宽设置。
表1
一个精心设计的实验计划可以大大减少实验的总数。中央复合设计(CCD)是其中之一。建立响应面模型,建立了响应、余量和各种加工参数之间的数学关系。一般二阶多项式响应面数学模型,它被认为是分析参数对各种响应准则的影响如下[9,10]:
在这里,yu,是对应的响应。激光微钻加工的锥度和HAZ厚度,xiu为uth实验的第i个加工参数的编码值,n为nos。加工参数、beta;i ,beta;ii,beta;ij二阶回归系数,欧盟是残余观察的实验误差的测量。
进行了随机实验,将机械加工的误差降到最低。实验的灯电流范围、q开关频率、气压和脉冲宽度设置如表2所示。根据中心复合可旋转二次设计的实验方案,进行了实验研究。实验计划包括实验运行顺序,标准顺序和编码值。已列在表3中。
表2
表3
氧化锆(ZrO2)陶瓷的工作样品厚度由数字游标卡尺测量,最小值为0.001 mm。工作样本已安装在激光加工系统的加工表上,并得到了开发夹具的帮助。在光学测量显微镜的帮助下,加工小孔的直径,平均厚度的热影响区沿径向测量10times;放大 (奥林巴斯STM6)。还对加工微孔的微观视图进行了进一步的分析。所钻洞的HAZ厚度计算如下:
用于测量加工微孔的锥度,顶部直径和底部直径微钻孔的测量在光学测量显微镜的帮助(奥林巴斯STM6)10times;放大。在测量钻井现场的上、下直径和试样厚度的差值后,考虑到直线锥度的形成,计算出加工孔的锥度如下:
通过实验的观测数据,作为MINITAB软件的输入,建立数学模型,并分析了在脉冲Nd:YAG激光微钻ZrO2中实现最小HAZ和锥度条件的参数优化。
4.热影响区(HAZ)和锥度的数学模型。
利用基于中心复合可旋转二阶设计的实验方案,得到了表3所示的热影响区和锥度厚度的实验测试结果,并应用于Nd:YAG激光微钻工艺参数的两种响应之间的数学关系的发展。基于RSM的基于RSM的数学模型,将HAZ和锥度的厚度与实验设计中考虑的各种主要激光加工工艺参数建立在一起:
利用编码单元对HAZ厚度和锥度对不同影响参数的响应面回归分析。从分析可以得出结论,灯电流、脉冲频率、辅助气压,广场灯电流的影响之间的交互电流和脉冲频率和灯电流和脉冲宽度之间的相互作用是显著影响控制热影响区厚度每学期的p值小于0.05。灯管电流、脉冲频率、辅助气压以及灯管电流与辅助气压之间的相互作用对控制锥度形成有显著影响,每一项的p值均小于0.05。对于各自的反应,其他不同的术语就不那么重要了。为了检验模型中是否拟合数据的模型,对HAZ厚度和锥度的回归分析计算的S值为0.03956和0.01057,分别为92.0%和80.6%的两个响应分别为较小和R2值。HAZ厚度和锥度的R2()值分别为85.0%和63.6%。这些都是适度的高,因此模型适合数据。因此,每个响应的数据都很适合于已开发的模型。
对方差分析(ANOVA)和随后的f比试验和p值检验进行了测试,以测试开发的HAZ厚度的数学模型是否足够,以及脉冲Nd:YAG激光钻孔在ZrO2上产生的微孔的锥度。表4给出了HAZ厚度和锥度方差分析的结果。回归模型的p值和线性效应的值均低于0.05。HAZ的二阶回归模型具有重要的意义,其线性、方形以及参数对HAZ厚度的影响是显著的。此外,锥度的二阶回归模型具有重要的意义,且工艺参数的线性效应是显著的。计算出HAZ厚度和锥度的无拟合的f值分别为1.93和0.66,比标准表95%置信水平下F-distribution 4.06的临界值要低得多。因此,HAZ和锥度的二阶回归模型在95%置信水平上是足够的。
表4
5.脉冲Nd:YAG激光加工特性参数分析
工艺参数如灯电流、q开关频率、脉冲频率、辅助气压和脉冲宽度对两种加工响应的影响。基于RSM建立的数学模型,分析了1毫米厚的锆石激光微钻时的HAZ厚度和锥度。
5.1参数对HAZ厚度的影响分析
从基于rsm的发展数学模型中,lamp电流和脉冲频率对HAZ厚度的综合影响如图2所示。空气压力和脉冲宽度分别为0.6 kg/cm2和2%的工作周期。研究发现,由于激光束的能量主要依赖于灯管电流,所以在锆石微钻操作过程中,HAZ厚度随着lamp电流的增加而增大。高的灯电流产生高的热能,产生高的HAZ厚度。在低脉冲频率下,激光束的峰值功率更高。保持低电平频率,增加灯管电流导致材料的过度去除, 因此,HAZ厚度随lamp电流的增加而加快。但在较高的脉冲频率下,由于激光束的峰值功率较低,灯管电流增加而产生的HAZ厚度变化量相对较低,在脉冲频率范围内(1 - 5khz),在较低的灯管电流范围内,HAZ厚度的变化非常小。在较高的灯电流中,脉冲频率的高值会导致较少的热量产生,因此热影响区比脉冲频率低的HAZ条件更小。在较低的灯管电流和较高的脉冲频率的参数设置下,波束能量低得多,产生低的HAZ厚度。
图2
在图3中显示了灯电流和辅助气压对HAZ厚度的综合作用。脉冲频率和脉冲宽度分别为2.0 kHz的恒定值和2%的工作周期。表面图反映了辅助气压与恒定灯流中HAZ厚度的近似线性关系,HAZ厚度随lamp电流的变化而变化。低辅助空气压力无法去除微钻区产生的多余热量,也无法帮助去除喷射物质。这种现象会导致高热影响区。然而,在较高水平的辅助空气压力下,过量的热量被迅速移除了,也有助于喷射熔融物质。因此,低的HAZ厚度已经被观察到。由于低热量的产生,在低油灯电流下HAZ厚度的变化是非常低的。
图3
图4为HAZ厚度与lamp电流和脉冲宽度的变化,分别认为空气压力和脉冲频率分别为2.0 kg/cm2和2.0 kHz。但在低脉冲宽度下,高度集中的激光束与高脉冲宽度相比,容易穿透材料,从而产生较少的热影响区。在脉冲宽度较低的范围内,随着灯管电流的增加,HAZ厚度迅速增加,在材料上产生高能量的激光束事件。
图4
图5为基于Eq.(4)所建立的数学模型的最小HAZ厚度的优化结果,为了尽量减小响应,即HAZ厚度,同样重要的是在目标和线性期望函数的上界。对于线性期望函数(d),权重值被认为是1。使用MINITAB软件优化激光微钻氧化锆陶瓷,取得最小热影响区厚度为0.0675 mm时,灯电流、脉冲频率、辅助空气压力和脉冲宽度设置为最优参数设置即分别为17 amp,2.0 kHz,2.0公斤/平方厘米,2%的工作周期。图6为最小HAZ厚度钻孔的显微观察。
图5
图6
5.2参数对锥度的影响分析
在脉冲Nd:YAG激光微孔钻削过程中,为了保证孔的质量和精度,需要对微孔锥度的减小进行减小。因此,基于RSM获得的发展数学模型,分析了激光加工参数如lamp电流、q开关频率、脉冲频率、辅助气压、脉冲宽度等因素对1毫米厚锆石激光微孔加工中锥度现象的影响。
图7显示了灯电流和脉冲频率对锥度保持气压和脉冲宽度恒定的影响,分别为0.6 kg/cm2和2%的工作周期。观察到,随着灯电流的增大,锥度的增加与脉冲频率无关。在不同的脉冲频率下,随着应用lamp电流的变化,锥度变化的性质几乎是一样的,变化的性质几乎是线性的。这是由于激光束的能量主要取决于光源的电流。高灯管电流产生高热能,使工作样品的顶部表面的激光束聚焦,瞬间熔化并蒸发,在进入剩余厚度的过程中,从顶部表面去除大量的材料,从而产生较大的锥度。激光束的低能量产生小的锥度。从响应图中可以看出,锥度随脉冲频率几乎是线性变化的。在很高的脉冲频率下,观察到相对较大的锥度,但在低脉冲频率下,产生低的锥度。在极低的脉冲频率下
全文共7511字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[10574],资料为PDF文档或Word文档,PDF文档可免费转换为Word

