
英语原文共 6 页
醋酸废水处理过程控制中的能量回收和成本节约
E. Vaiopouloulowast;, P. Melidis, A. Aivasidis
Department of Environmental Engineering, Democritus University of Thrace
Vas. Sofias 12, 67 100 Xanthi, Greece
摘要
采用厌氧固定床(AFBL)反应器处理乙酸(HAc)废水。研究了两种pH过程控制概念;辅助抑制和止血控制。在辅助抑制pH控制中,当pH低于生物反应器中的某个pH值时,关闭进料泵,使反应器在最大负载下工作。恒温控制通过在进水中设定一定的pH值来确保碱性条件,防止初始反应器酸化。AFBL反应器以低水力停留时间(HRT)(10-12小时)处理HAc废水,在高空间时间负荷(40-45kgCOD / m3d)和高时空产率(30-35kgCOD /m3d)实现80%的高COD(化学需氧量)去除率。通过利用厌氧处理期间废水中和的微生物潜力以及施加有利的pH-外消旋控制来实现材料和成本节省。中和的NaOH需求减少了75%,HRT增加了20小时。通过应用生物气中含有的无成本CO2来中和碱性废水来回收能量。沼气富含甲烷4倍。这实际上带来了更多的能量利润,因为沼气燃烧期间沼气对CO2含量的额外加热被最小化并且省略了其他酸化剂的使用。
关键词:能量恢复;pH控制;厌氧固定床环流反应器;过程控制;醋酸中和
1 介绍
近年来,由于环境保护立法,增加的能源成本以及处理好氧处理过程中形成的剩余污泥的问题,工业废水的厌氧处理变得越来越重要[1],[2]。乙酸在厌氧消化中对沼气的形成起着至关重要的作用。事实上,早期示踪实验表明,整个过程中产生的甲烷约70%来自乙酸的降解[3]。
废水成分,温度,挥发性脂肪酸(VFA)和pH通过影响酸化程度和产物形成,强烈影响厌氧反应器的性能[2],[4],[5]。过程失效的可能性取决于有机负荷率和废水强度[2]。启动或之后有效的厌氧消化性能的核心问题是实现高时空产率[5],[6]。如果可以同时增加生物量活性或浓度或两者,这在实践中是可能的,这可以通过生物质保留和再循环的有效方法来实现[1],[2],[5],[6]。
除了厌氧消化的优化技术,过程控制对于实现高时空产率也是至关重要的[5]。需要现代生物传感器和控制器来确保厌氧反应器的连续最佳性能[4],[5],[7],[8],[9],[10],[11]。Ince等人,通过确定特定的产甲烷活性,在厌氧消化器启动期间调整空间时间负荷[8],[7],[10]在厌氧消化池的进水中检测到微生物活性的抑制现象[10]。而在超载控制的研究中[4],[7],[9],两个厌氧固定床(AFB)反应器中的VFA和COD(化学需氧量)被用作关键控制参数[11],因为有机物超载后厌氧消化器的快速回收[12]研究者发现pH值比VFA浓度更重要。无论如何,对于工业厌氧消化应用,需要通过有效的启动和过程控制来实现低资本和土地面积,成本节约和可靠的高效运行的综合方法[2],[5]。
乙醛工业中的主要废水来自生产步骤的不同部分,具有有机物含量高和pH低的特点,而剩余的废水是呈碱性且流速较低。废水的这些特点使HAc废水的厌氧处理非常有吸引力,因为可以不考虑酸性环境和乙酸的生成,并且可以直接生产甲烷。实际上,乙酸废水的这些性质可以使COD去除率和甲烷转化率达到理论的最高值[12]。然而,有关醋酸废水处理的报道很少[2],[12]。在此,一个中试规模的厌氧固定床环管反应器(图1)用于处理这种废水,同时加入低成本NaOH以中和废水。pH控制由两个自动控制概念实现[4]。这项工作的目标包括:
(1)控制厌氧消化过程,旨在实现短期和不受干扰的启动;
(2)维护生物反应器的稳定运行和高效性能;
(3)通过减少中和HAc废水的碱性试剂,以此节省材料和成本;
(4)通过富集甲烷中的沼气来回收能量。
2 材料和方法
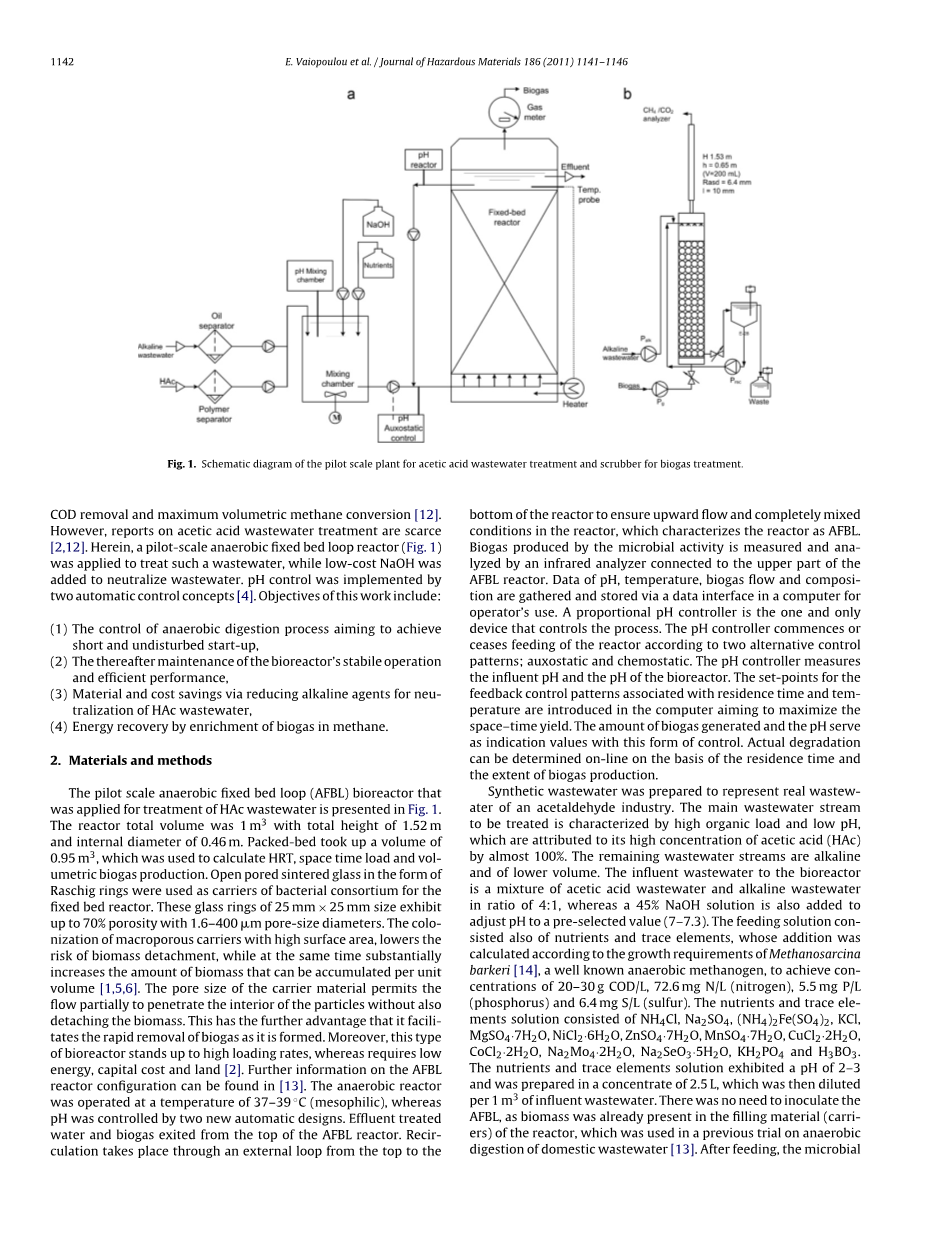
图1 用于乙酸废水处理的中试规模工厂和用于沼气处理的洗涤器的示意图
应用于HAc废水处理的中试规模厌氧固定床环(AFBL)生物反应器如图1所示。反应器总体积为1m3,高1.52m,内直径0.46m。填充床体积为0.95m3,将其用于计算HRT,空间时间负荷和容积产气。以拉西环形式的开孔烧结玻璃用作固定床反应器的细菌聚生体的载体。这些25mmtimes;25mm尺寸的玻璃环有高达70%的孔隙率,1.6-400mu;m孔径直径。高表面积的大孔载率,降低了生物质分离的风险,同时显着增加了每单位体积可累积的生物量[1],[5],[6]。载体材料的孔径允许部分流体从颗粒内部穿过,而不会使生物质分离。这一优点同时也有助于在形成时快速除去生物气。此外,这种类型的生物反应器可以承受较高的负荷,同时能耗低,成本低,占地小[2]。关于AFBL反应堆配置的更多信息可以在相关文献[13]中找到。厌氧反应器在37-39℃的温度下运行,而pH由两种新的自动化程序控制。处理过的水和沼气从AFBL反应器顶部排出,在通过从反应器的顶部到底部的外部回路进行再循环,以确保反应器中的向上流动和完全混合的条件,这种反应器称为AFBL。通过连接到AFBL反应器上部的红外分析仪测量,分析微生物产生的沼气。通过计算机中的数据接口收集和存储pH,温度,沼气流量和组成的数据,供操作者使用。比例pH控制器是控制过程中的唯一设备。pH控制器根据两种可选的控制模式开始或停止反应器的进料,同时控制器测量进水pH和生物反应器的pH。在计算机中引入与停留时间和温度相关的反馈控制模式的设定点,以最大化时空产率。产生的生物气体的量和pH用作这种控制形式的指示值。基于停留时间和生物气产生的程度,可以在线确定实际的降解情况。
制备合成废水以代替乙醛工业的实际废水。待处理废水的主要特点是较高的有机物含量和低pH,这是因为其中乙酸(HAc)的浓度几乎为100%。剩余的废水呈碱性并且流量较小。进入生物反应器的废水中乙酸废水和碱性废水的比例为4:1,同时还需加入45%的NaOH溶液以将pH调节至预设值(7-7.3)。培养液中还含有营养素和微量元素,其添加量是根据Methanosarcina barkeri[14](一种众所周知的厌氧产甲烷菌)的生长要求计算得到的,浓度为COD 20-30g/L,氮72.6mg/L,磷5.5mg/L和硫6.4mg/L。营养素和微量元素溶液由NH4Cl,Na2SO4,(NH4)2Fe(SO4)2,KCl,MgSO4·7H2O,NiCl2·6H2O,ZnSO4·7H2O,MnSO4·7H 2O,CuCl2·2H2O,CoCl2·2H2O,Na2Mo4·2H2O,Na2SeO3·5H2O,KH2PO4和H3BO3组成。营养素和微量元素溶液的pH值为2-3,并在2.5L浓缩物中制备并稀释为1m3流入废水。没有必要接种AFBL,因为生物质已经存在于反应器的填充材料(载体)中,其用于先前的厌氧消化生活废水的试验[13]。在投入培养液后,聚集生长的微生物会选择最适生存的微生物来适应合成废水。
然后将在厌氧反应器中产生的沼气引入气体洗涤器,以研究通过中和碱性废水来降低CO2含量。生物气中的CO2含量估计在40%至50%之间,其在1atm和20℃的标准条件下的范围为17.8至22.3mol/ m3。如此高含量的CO2增加了沼气燃烧期间的的操作成本。为避免这种情况,沼气和CO2可以通过图1中所示的气体洗涤器,相互作用并参与到碱性废水的中和过程。气体洗涤器为1.53m高的Raschig环,其体积为0.54L,固定床高0.65m。这些拉西环是开孔多孔烧结玻璃,直径为6.4mm,长度为10mm。烧结玻璃环的高孔隙率有助于通过生物气中和碱性废水,因为两股流体以相反的方向进入。沼气从气体洗涤器的底部引入并上升,与向下流动的碱性废水混合,将其与循环进料一起泵入气体洗涤器的上部,如图1所示。对气体洗涤器流出物进行pH监测以确保的pH从10-12中和至7,随后控制(增加/减少)气体洗涤器底部中的生物气流速。沼气从气体洗涤器的上部流出,在此可使用红外测量CH4/CO2的比率。
3 结果和讨论
3.1 过程控制
可以在乙酸的情况下说明可能适用于厌氧降解的控制概念[4]。为了防止由于降解不充分而使反应器酸化,通过pH电极控制基质泵,一旦pH降至某一预设值以下就中断基质进料。通过这种pH-辅助操作模式,废水进料由pH控制器控制。将乙酸裂解成CH4和CO2,正式对应于用碱性溶液滴定[4]因此,当反应器中的pH升高时,必须通过添加酸性底物来补偿这种效果。使用比例控制器意味着实际pH和期望值之间总是存在差异,并且添加的底物量与该差异的大小成比例。由于底物引入实际上受微生物降解效率的控制,因此微生物本身决定了将多少废水进料到反应器中。
图2 中试厌氧生物反应器中的水力停留时间(HRT),时空负荷和时空产率
不需要接种AFBL反应器,并且通过静电pH控制开始操作。应用辅助抑制pH控制促进微生物群落适应厌氧生物反应器,而一旦超过一些过程瓶颈,就完成了中试规模单元的高性能和稳定性能。在7天的短暂适应期后,当初始HRT为50h时开始进行植物监测(图2)。图2显示了中试厌氧生物反应器中HRT,时空负荷和时空产量的跟踪,而图3通过描述流入的乙酸废水,乙酸和碱性废水的流入混合物及其流出物的COD浓度,表明在相同的实验时间内COD的去除效果。持续低的HRT表明稳定的条件和微生物活动的完全适应(图2),这进一步意味着静电pH控制已达到其目的。此外,空间时间负荷和产量的增加也表明反应堆能够经受高负荷率并有效去除有机化合物。由于管道连接和泵中的渗透点泄漏,聚合物(乙醇氧化成乙醛的副产物)和油与进料混合,并降低了工厂的性能。虽然目前尚不清楚聚合物和油是否会直接影响厌氧菌群或阻塞多孔载体的位点,但HRT增加了,而时空负荷和产量仍然很低。在流入物进料中引入基于物理分离的聚合物捕集器,结果增加了空间时间负荷和产率。HRT急剧下降至15-22H。此时,接收有机负荷为17-22kgCOD/m3的工厂在时空负荷高达32kgCOD/m3d时的COD去除率为80-90%,时空产率为20-30kgCOD/m3d(图2,图3)。之后在进水中安装一个集油器,导致HRT进一步降低和稳定。工厂在时空负荷下运行,产量分别为40-45kgCOD/m3d和30-35kgCOD/m3d,而最终达到10-12h的HRT。在这些条件下,COD去除率记录为80%(图3)。不考虑技术干扰以提高时空负荷和产量,出水COD始终低于5kgCOD/m3(图3),可在处置前进一步进行后处理。
图3 进水乙酸废水[CODinf(HAc)],乙酸和碱性废水[CODinf(HAc Alk)]的进水混合物和出水[CODef(HAc Alk)]的化学需氧量,在中试规模的厌氧生物反应器操作的最初110天期间的混合废水
作为辅助静电控制概念的替代方案,通过为流入物建立合适的pH值,也可以确保反应器中的碱性pH值[4]。在解决了这种情况下的技术问题并且在中试规模的AFBL生物反应器中建立了恒定稳定的操作(显示为低且恒定的HRT)之后,将植物控制转变为恒化pH控制模式。反应器中的目标pH必须足够碱性,以便在停留时间或浓度发生变化的情况下,pH的轻微降低可能与微生物活性的增加有关[4]。在我们的例子中,在AFBL生物反应器中以及在流入物流速下,pH值保持恒定在7.0-7.3(碱性范围)的范围内。这种恒化概念导致自动稳定化,只要在相对于微生物的最佳pH的碱性侧进行操作即可。通过确保在最佳pH的“酸性侧”上进行额外的pH控制以防止过度漂移到酸性范围内来保护该过程
资料编号:[4320]
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- 播撒生物炭促进鸟粪石形成,但加速重金属积累外文翻译资料
- 钢铁工业余热有机朗肯发电的能量及炯分析外文翻译资料
- 深度共晶溶剂微波辅助处理木质素-碳水化合物复合 物的高效裂解及超快提取木质素低聚物外文翻译资料
- 功能化杯状芳烃离子团族[4]的合成、晶体结构及竞争结合性能外文翻译资料
- 面向高能量密度柔性超级电容器的无纺布用黑磷杂化微纤维的微流控纺丝结构外文翻译资料
- 活性炭对水溶液中氨的吸附外文翻译资料
- 制备可控海胆状NiCo2S4微球协同硫掺杂石墨烯作为高性能 二次锌空气电池的双功能催化剂外文翻译资料
- 钛酸盐材料对重金属离子的吸附外文翻译资料
- CO2敏感催化剂的合成与表征温度响应催化聚离子液体微凝胶外文翻译资料
- 温度响应微凝胶薄膜在湿环境中作为可逆二氧化碳吸收剂外文翻译资料

