英语原文共 35 页,剩余内容已隐藏,支付完成后下载完整资料
- 金属切削力学 有限元建模
本章节讲述传动金属切削力学的基础的解析,概述它的组成部分和金属切割过程的有限元建模(FEM)基本原理。基于已有的金属切削的定义,现金金属切削学认为金属切削所消耗的功率为以下四个部分:除去涂层塑性形变消耗的功率;刀具-芯片界面消耗的功率;刀具-共建界面小哈哈哦的功率;形成新表面的功率(内聚能)。讨论了切削系统中的能量分配已经加工工艺参数的相互影响。本章节将分析有限元建模的基本原理和例子,指出有限二次元建模中的误差及其主要来源,指出物理建模的选择,验证和确认的重要性。
-
-
高级金属切割力学
- 金属切削力学的目标
-
高级金属切割力学
金属切割力学的主要目标是通过分析切割过程中热机过程来确定切削力和切削功率
-
-
- 目前技术水平
-
尽管这些目标可以通过分析且学过程中的相关模型和所有的可用实验信息,可实际上并非如此。最初在19实际中叶发展起来的(在{1}中有好的总结),旧式试错实验法,到现在还在被广泛应用于研究和开发活动中。它被称为同一活广义力学方法的现代形式,多年来一直被Armarego和它的同事所使用【1】,然后作为机械化途径在金属切削中广泛传播【2】。它是作为金属切削理论的替代品发展起来,因为金属切削理论甚至不能证明他有解决最简单的实际问题的能力。
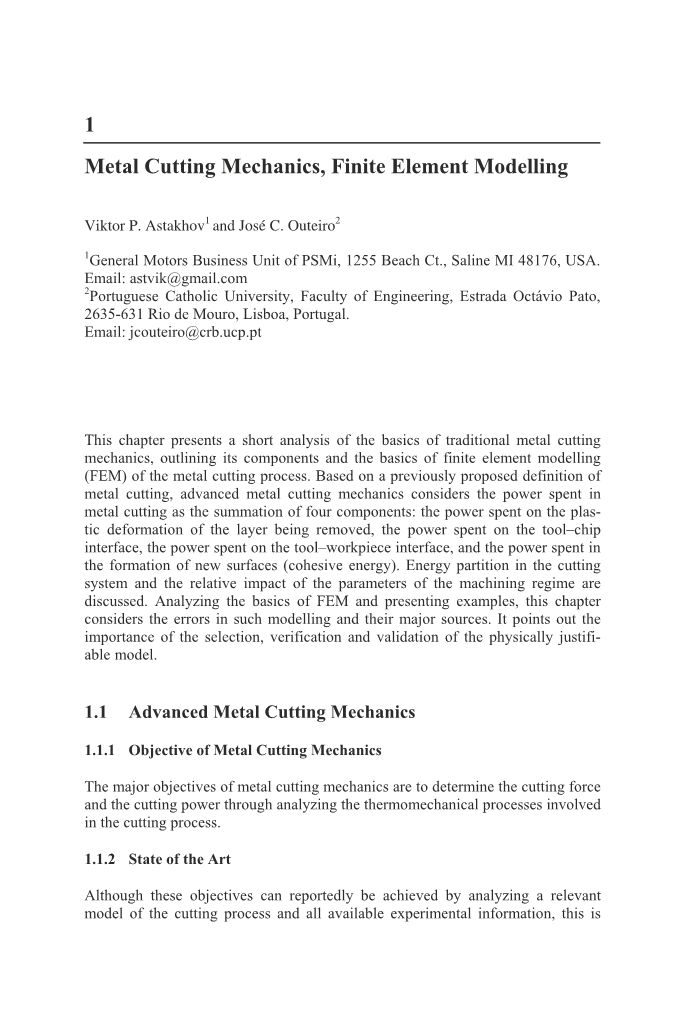
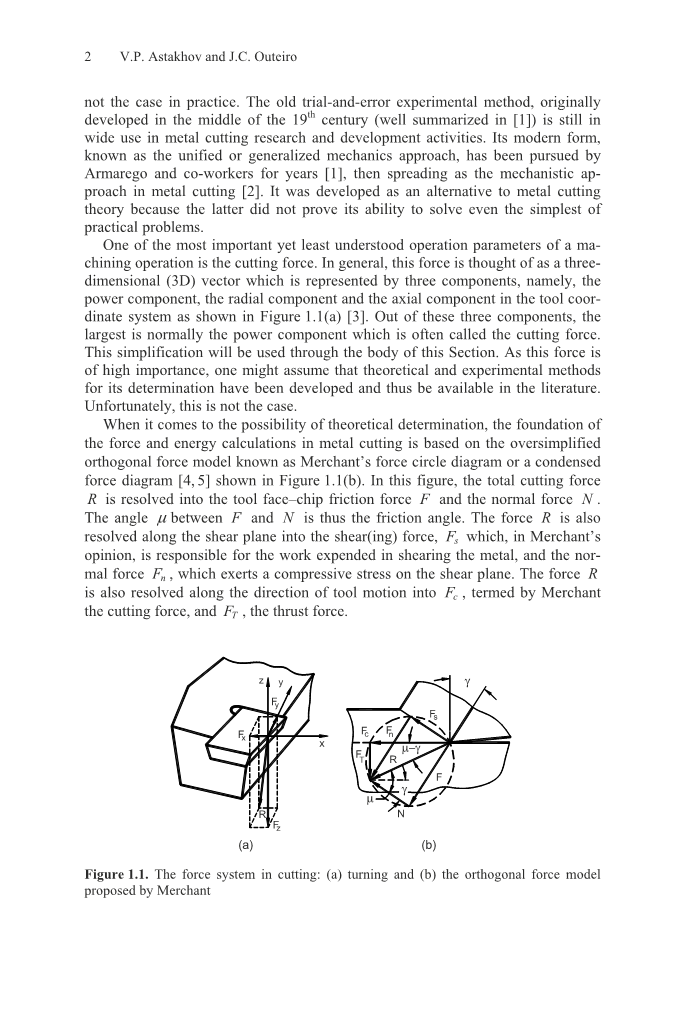
切削力是机械加工中最重要但也是最难理解的操作参数之一。通常来说,切削力被认为是一个由三个分量表示的三维(3D)矢量,即图1.1(a)【3】中所示的主切削力,径向力和轴向力。在这三个分量之中最大的通常是主切削力,通常称之为切削力。这一简称将会用于全文,因为这种力很重要,有人或许会猜,现在已经开发了测定它的理论和试验方法,因此可以在文献中找到。不幸的是,事实并非如此。
当涉及到理论决定的可能性是,金属切削中立和能量计算给予被称为Merchant力图或图1.1(b)所示的凝聚力图【4,5】的正交力模型。在此图中,总切削力R被分解为道具表面和切屑的摩擦力F和法向力N。F和N之间的角度mu;就是摩擦角。力R沿剪切面分解为剪切力Fs 在Merchant视图中,该力在负责剪切金属时做功,而法向力Fn则在剪切面上施加压力。总切削力R也沿刀具运动法相分解为Fc,Merchant图中称之为切割力,FT图中称为推力。
图1.1 切削力系统:(a)车削 (b)Merchat提出的正交力系统
切削力的确定基于剪切力Fs的计算。1941年,Ernst 和 Merchant【6】提出以下公式来计算该力:
式中,tau; y 是工作材料的剪切强度,ϕ 是剪切角,Ac是剪切面积(未切屑面积等于未切屑厚度和未切屑宽度的乘积)。
根据Ernst 和 Merchant的说法,当剪切面上的应力达到其剪切强度时,工作材料在应力作用下会变形。后来,研究人员发表了大量论文表明tau; y 是剪切许用应力,略高于由特定切削条件决定的的工作材料的屈服强度。然而,这种应力仍然是表征其抗切削性能的工作材料的唯一相关特性。
由图1.1(b)可以看出
结合公式(1.1)和(1.2),可以得出
切割功率Pc计算公式为
这个功率定义了切割所需的能量、切割温度、工作材料的塑性形变、加工残余应力以及其他参数。
然而,日常加工实践表明,这些考虑因素即使是及其近似也不能很好的反映实际情况。比如说,加工中碳钢AISI1045(抗拉强度极限655Mpa,抗拉屈服强度375Mpa)所用的总切削力(图1.8,见【7】)远低于比拥有更大刀具寿命、更低加工功率、切削温度和加工残余应力的不锈钢AISI316L(抗拉强度极限517Mpa,抗拉屈服强度218Mpa)【8】。其原因是,如果没有相应的应变来确定工作材料变形所消耗的能量,就不能单独考虑工作材料在其特征应力方面的任何强度【9,10】。只有知道了应力和相应的应变,才能计算出金属切削过程中的其他参数。【9】
在使用实验确定切削力是,至少有两个问题:
首先,最重要的是,切削力不能精准测出,即使再小心,也会有50%的误差【11】。
- 许多刀具和刀片的制作商(更别说制作公司了),没有充足的测力设备来测区切削力。许多现场使用的测功机没有被正确校准,因为已知的文献材料并没有提供用压电测力仪测量切削力的合适的实验方法。【12】
因此,为了对切削力和切削所耗能量进行实际运算,必须找到另一种方法。本节将提供这样的一种先进方法。
-
-
- 先进方法
-
这个方法基于Astakhov【10】所提出来的金属切割过程的定义和利用该定义开发的金属切削系统的能量分配模型(图2.1,见【7】)。根据这个模型,切割系统中的功率平衡可以被写为:
根据这个式子,切削力可以由此求出
其中Ppd是用于被除去层的塑性形变的功率,PfR是刀具芯片之间界面的功率。PfF是用于刀具工件界面的功率,Pch是用于形成新表面的功率。
在已知切屑压缩比如下所示和工作材料变形曲线参数的情况下,可计算去除层的塑性形变功率Ppd,如下所示【7,9】
式中K是强度系数(N/m2),N是工作材料的硬化系数,zeta;是切屑压缩比【7,9,10】,Aw是未切屑横截面积(m2)。
式中dw是切削深度(m),f是每转切削进给量(m/rev)。
Astakhov【7,9】讨论了在不同加工操作条件下确定切屑压缩比zeta;的实用方法。
用于刀具-芯片接口处的摩擦而消耗的功率计算公式如下:
式中,tau;c=0.28sigma;UTS是道具-切屑接触出的平均剪切应力(N/m2)【7】,sigma;UTS是工作材料的极限抗拉强度(N/m2),lc是刀具-切屑接触长度(m),b1T是实际切屑宽度(m)。
刀具-切屑接触长度计算公式为【7】
式中,t1T是未切割切屑的实际厚度(m)【7】.
实际未切削厚度和实习切削厚度取决于切削刃投影到主参考平面的形状。Astakhov【7,10】提出了各种计算b1T和t1T的计算公式最常见的加工情况是切削任教为Kr和道具副切削刃角度Kr1,根据刀尖半径rn制造并设置使切削深度dw大于刀尖半径,如图1.2所示
那么,计算b1T和t1T的公式如下:
其中
用于刀具-工件界面摩擦而消耗的功率计算如下:
其中FfF是刀具-工件界面的摩擦力
图1.2 考虑加工情况下的术语可视化
式中tau;y是刀具材料的抗剪强度(N/m2),rho;ce是切削刃半径(m),alpha;* 是法向侧翼角(deg), lac是切削刃有效部分长度(切削刃接合长度)(m)。在考虑的情况下(图1.2)
Br是Briks相似性准则【7,10】
其中gamma;为法前角(deg)
形成新标秒所消耗的功率Pch用形成一个剪切面所需的能量与每秒形成的剪切面的量的乘积来计算的,即
其中Fcf是切屑形成的频率,也就是每秒增加的剪切面量,Efr是形成一个个完整的剪切面所需要的能量。
切屑形成的频率决定了每秒能形成多少剪切面,如Astakhov【10】所述,这个频率主要取决于材料和切削速度。图1.3提供了一些常用工作材料的数据。
图1.3 切削速度对切屑形成频率的影响
每个剪切面的断裂功是
式中Ech是内聚能(J/m2)【13】,Ach是断裂面积(m2)。
断裂面积,也就是界面面的面积,确定为:
其中剪切面长度Lsh计算公式为:
-
-
- 副切削刃的综合影响
-
在有关金属切削的文献中,很少考虑副切削刃(图1.2 (b))对切削力和功耗的影响。在考虑加工表面的表面粗糙度或其几何成分是,刀具副切削角Kr1的影响充其量也只是被提到【14,15】。作者认为,这一不成熟看法可能误导了该领域该领域许多研究人员,造成了副切割角对切割过程没有明显的影响这一普遍的看法。
在日常加工实践中,简单观察一般加工操作中形成的切屑,都会发现,由副切割刃形成的切屑一侧总会有较大的变形,且颜色较深。Zorev【3】详细地分析了副切削刃形成的切屑。Zorev研究了这个区域的速度曲线,相关塑性形变和流动。利用这项研究成果,借助图1.4,我们可以直观地看到副切削刃切下的切屑的横截面积。图1.4(a)显示了一个假设的单点刀具,其Kr1=90°,也就是说几乎没有副切削刃。图1.4(b)显示了用该工具加工该表面后留下的表面轮廓横截面ABC。图1.4(c)显示了实际使用Kr1=90°的道具留下来的表面轮廓横截面,表面轮廓(理论粗糙度)的高度hm可计算为:
图1.4(c)所示的零件ABC是由副切削刃切割而成。
根据Zorev【3】所说,副切削刃上的切削和变形过程对切削总功率的作用取决于刀具副切削角Kr1和切削进给量。当进给量变大时,副切削刃顶替主切削刃的作用,螺纹切削就是如此。实际的刀具中,刀尖半径就是用来连接主切削刃和副切削刃的。加工各种刚时,如果进给速度过慢,就会造成刀具磨损,如果进给速度过快,就会造成刀尖磨损。这是因为副切削刃切削耗费的能量变大,刀具磨损的从弹坑磨损变成了刀尖磨损。
图1.4。小切削刃切屑的横截面积:(a)假设刀具的小切削刃角为90°(b)表面轮廓的齿的横截面积ABC,以及(c)小切削刃切屑的横截面积
通过对大量实验结果以及Zorev【3】和Astakhov【7,10】的研究的分析,我们发现,当刀具副切割角30°le;Kr1le;45°是,总功率会增加14%,当刀具副切削角15°le;Kr1lt;30°是,总功率会提高17%,当10°le;Kr1lt;15°,总功率会提高20%,当Kr1lt;10°时,总功率提高23%。
-
-
- 切削速度、切削深度和切削进给量对功率分配的影响
-
表1.1和1.2显示了对E52100钢和铝合金的计算结果和实验结果的比较。计算结果与实验结果刚好吻合,也证明了该方法的正确性。这种方法好就好在它不仅可以计算总功率和切削力,它还为分析切削系统中能量的分配提供了有价值的方法。
表1.1和1.2种的结果适用于新刀具(刀片的新切边)。刀具磨损会很大地增加切削力。对于钢E52100,在切削刃没有发生塑性下降的情况下【16】(切削速度为1到1.5m/s),VBB=0.45mm会造成切削力增加2.0-2.5倍;当切削速度达到3到4m/s时,VBB=0.5mm会导致切削力增加3.0-3.5倍。
根据方程式1.5和1.6,可以获取金属切削过程中各种变量所对应功率,从而求得对切削力的绝对影响和相对影响。图1.4-1.6给出了E52100钢的一些结果。
表1.1 AISI钢和E52100实验与计算结果的比较
表1.2 2024-T6铝合金实验与计算结果的比较
切削速度对能量分配的相关影响如图1.5所示。如图所示,在形成切割面过
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[239176],资料为PDF文档或Word文档,PDF文档可免费转换为Word

