英语原文共 11 页
红外热像技术在调查焊接相关工业火灾中的应用
摘要 本文研究了在高气流速率下,金属惰性气体(MIG)焊接操作相连的管道系统中发生的工业火灾的根本原因,借助红外热像进行了全面的实验。系统监测焊接飞溅物及其热行为(冷却速率),并显示它们与纤维素过滤器组的相互作用。在重复了几个操作方案后,确定火灾危急情况。该研究还提供了有关焊接飞溅尺寸,速度,飞溅角度和分布的新观点。目前工作的成果可能会为含有纤维素过滤器的工业焊接通风系统带来有效的火灾缓解策略。
关键词:红外热成像,焊接飞溅/飞溅,通风火灾,强制对流冷却
1 前言
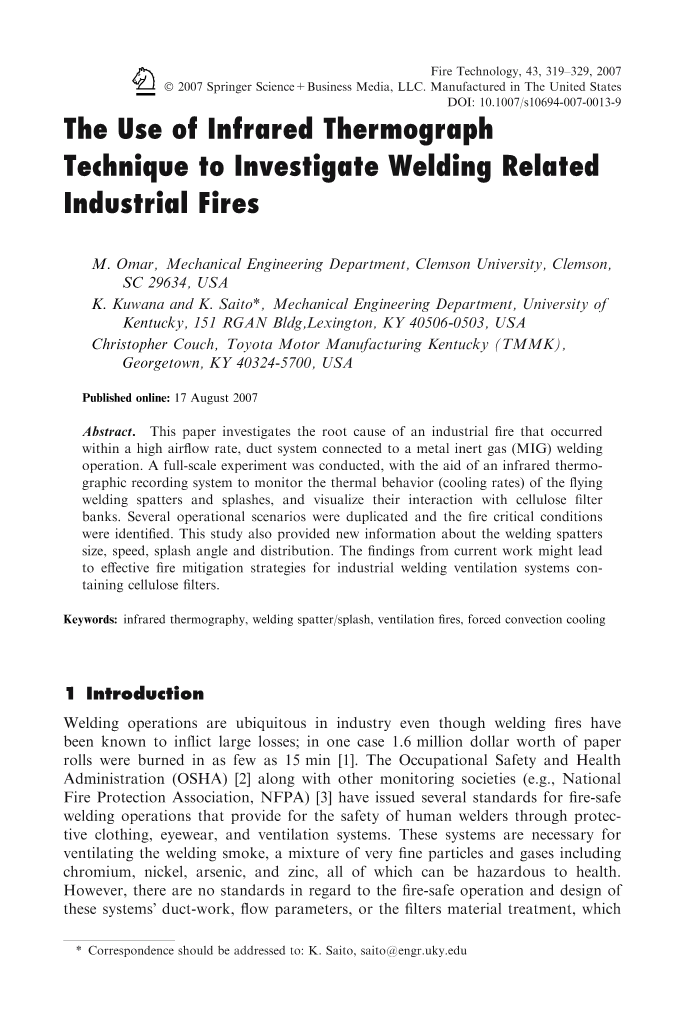
焊接操作在工业中无处不在,尽管已知焊接熔体会造成大量损失;在一个案例中,价值160万美元的纸卷在短短15分钟内被烧毁。职业安全与健康管理局(OSHA)以及其他监测协会(例如,国家消防协会,NFPA)已经颁布了几项通过保护措施为人类焊工提供安全保障的安全焊接操作标准。服装,眼镜和通风系统——这些系统是焊接烟雾通风所必需的。焊接烟雾是一种非常细小的颗粒和气体的混合物,包括铬,镍,砷和锌,所有这些都可能对健康有害。但是,这些系统的安全操作和设计没有标准吗?管道工作,流动参数或过滤器材料处理,会导致在这种通风过滤器组中的事故。本研究的目的是利用红外热成像技术确定点火的关键条件。用于当前研究的工业通风管道系统从金属惰性气体(MIG)焊接活动延伸至15米,具有高流速;管道内的空气速度等于13米/秒,湍流和完全开发的流动条件Re = 5.7*106。图1显示了所讨论的通风系统,包括一个18米*12米的通风罩,15米长的管道工作,由四个圆柱形过滤器组成的过滤器组,一个金属粉尘容器和一个排气鼓风机,它与滤波器组可以避免由于电涌或短路引起的重新触发。此外,该通风系统包括多个夹具,旨在通过增加管道内的行进路径长度或降低其速度(使用90°弯头和钢网)来降低焊接飞溅的温度。
图1.焊接通风管道系统布局。
2 实验准备
目前的工作重点是焊接飞溅和其他飞溅作为主要点火源(初步调查的发现),因此设置测试协议来测量飞溅温度,飞溅角度,行进速度,冷却速率等。实验装置构建了通风系统的全尺寸单过滤器模型,如图2所示,以便于操纵管道长度,固定装置和过滤器。进行全尺寸实验是因为焊接飞溅具有广泛的尺寸分布和高度不规则的形状,参见图3,这意味着阻力系数是未知的,并且无法准确地认为它能够进行数值模拟。此外,缩小模型测试是不可能的,因为包含各种尺寸和不规则形状的金属颗粒的气流缩放规律不易获得,需要精心设计的工作来验证所涉及的物理学。复制系统由相同的水力直径管道和阻尼器夹具组成,以控制抽吸流量,使其与原始流量相似。使用一个圆柱形过滤器来更好地控制和记录飞溅物和过滤器锯齿之间的界面条件。
图2.显示过滤器组和管道系统的全尺寸系统副本。
图3.从焊接站收集的不同火花形状和尺寸。
使用20 A氩气屏蔽的商用级MIG焊机在管道入口处产生焊接飞溅,并使用2 mm规格的镀锌基础钢。
图4.干燥过滤器的几何形状。
实验工作分两个阶段完成:第1阶段在管道入口处进行,以记录飞溅分布,初始温度和速度,而第2阶段则集中在过滤器组以监控飞溅过滤器的相互作用。
2.1过滤介质
在所需的应用中使用的过滤器是干燥的纤维素基过滤器(通过供应商规格表确定),如图4,用钢网筛覆盖,过滤介质打褶至1.00 mm厚度,以增加其表面区域可以更好地捕获灰尘和污垢。
进行点火试验以确定在两种不同条件下的过滤点火温度:新/干净、使用/脏;将脏滤器定义为压降为500 Pa的滤器。点火测试使用温度控制的烘箱,发现两个滤器的常见点火温度为320°C,这与纸张一致都是基于介质的点火温度。有趣的是,过滤器制造商的说明书并未提供有关点火温度的任何信息,而是仅指定在其上传播的火焰。
2.2使用红外热成像测量温度
为了实现飞溅的非接触式温度测量,使用了两个红外热像仪。一个使用冷却的Indium Antimonite InSb焦平面阵列(TVS 8500,CMC-Cincinnati,OH)工作在3-5 lm范围内,第二个具有微测辐射阵列(ThermaCam SC 2000,FLIR,MA)敏感的8- 13 lm。利用两个不同光谱的探测器通过“灰体”假设,来中和飞溅物的发射率。假设e(3-5 lm)= e(8-13 lm),那么辐射计数N1,N2通过两个不同波长的维恩定律解可直接转换为精确的温度测量值。等式
其中,C2是第二辐射常数,k是中心波长,i是代表每个探测器的下标。
对于第1阶段,两个红外摄像机安装在管道入口处,以监测焊接飞溅的形成及其飞溅模式,如图5所示,其中视野为510 mm-475 mm,相应地计算了飞溅角度。此外,热测量发现平均飞溅温度值为410℃,这非常接近锌的熔点(416℃)。观察结果可得出结论,焊接喷涂/飞溅的形成是由熔融镀层-锌涂层流动而不是基础金属(钢)的形成。这个发现表明热飞溅中诸如密度之类的特性也是锌的特性,这可以帮助计算飞溅重量(基于体积),以确定它们在任何即将进行的模拟研究中的行进速度。温度测量在60Hz的记录速度下进行,以避免飞溅的模糊效应。这可以在图6中看到。除了以15Hz进行记录外,热成像仪还记录了与电极碎裂有关的其他高温(650℃),大颗粒(直径le;5mm)。
另外,管道入口处的飞溅行进速度计算为1.1米/秒。通过跟踪以120Hz高速记录的连续帧之间的焊接飞溅来完成速度测量。
对于阶段2,双红外热成像设置被移动到过滤器库位置,以记录飞溅物和过滤器几何形状之间的界面。观察到飞溅物未击穿,撞击然后反射过滤器前面的钢网,或者穿透然后保留在过滤器裂缝中,如图7a-c所示。此外,这种热成像设施通过测量飞溅到达温度和它们撞击过滤器组的速率,来记录管道冷却效果以及捕获器-捕集器的有效性。图8是在10秒内以60Hz连续记录的入口俯视图,这导致平均飞溅温度为245℃,从入口温度值(410℃)减少165℃。这些数据有助于根据冷却影响,评估管道长度和空气流速。此技术还可以扩展到评估管道或夹具的每个部分的冷却效果。
图5.管道入口处的飞溅热图像,显示飞溅角度,施加的物理尺寸;颜色条表示温度读数。
图6.由于采集速率慢(15Hz)导致的细长飞溅形状。
图7.飞溅(a)缺少过滤器,(b)反射钢网,(c)穿透过滤器,慢速记录(15 Hz)以跟踪速度矢量。
图8.滤波器入口顶视图,用于估算火花到达率。
2.3测试场景
从过滤器库位置记录的温度记录图中,可以监测过滤器表面的热历史记录,以确定可能引发火灾的临界条件。
测试方案包括记录过滤介质加热和冷却曲线,当用来自MIG焊机的进料飞溅轰击时,该方案可用于研究热颗粒的停留时间及其对纤维素环境的影响。
从图9a看到已经有效地显示了在被几次飞溅击中后干净的金属表面的热性能,并且可以从中识别出三个不同的部分:第1部分是加热过程,第2部分是最高温度发生过程,第3节是冷却过程。图9b显示了时间函数的加热曲线,其中在小于0.1秒内实现了230℃/秒的加热速率。另外图9c显示了通过急剧加热速率,后续加热速率达到275℃的最高温度。图9d显示通过快速冷却过程,冷却曲线与高冷却速率近似线性,即14℃/秒。因此,飞溅物保持其原始温度不到几分之一秒。
图10a-d从灰尘填充过滤器(压降500Pa)获得,图10a显示脏过滤器表面的温度分布,与清洁过滤器的相应热行为相比,其表现出较慢的加热和冷却速率。案例如图9a所示。图10b显示了缓慢加热速率:8.1℃/秒,比清洁过滤器加热速率的230℃/秒慢得多。图10c显示最高温度约为230℃,其峰值温度在0.5秒内波动(与图9c中的单峰温度曲线相比),这可能是由于不均匀积累的有机碱-金属润滑剂残留物与过滤器表面上的材料。最后,图10d显示脏过滤器壳体的冷却速率为5.4℃/秒,比清洁过滤器壳体的冷却速度慢约2.6倍,图9d。
图9.通过IRT测量的清洁过滤器表面的温度历史。
有四个子图:(a)整体热分析,(b)加热部分-1,(c)峰值温度部分-2,和(d)冷却部分-3。
3分析与讨论
对于图10所示的情况(脏过滤器),从飞溅物传递到过滤介质的热量远远大于图9中的情况(清洁过滤器)。虽然图10没有描绘纤维素点火所需的热火花(Tsparkgt; 320℃),但它显示了这种飞溅物在脏滤器裂缝内的典型热冷却行为(冷却曲线行为是相同的)。此外,对应于图10结果的红外热图像可以在图11中看到,从而得出结论:过滤器中的灰尘/润滑剂残留物通过减慢冷却效果来增加热飞溅的停留时间。
为了评估过滤器的热行为并确定临界点火条件,可以使用由热对流与热传导的比率组成的Nusslet(Nu)数,例如,大值Nu数意味着通过对流冷却会损失更多的热量,并且,通过热传导可以减少更多的热量,来提高过滤器的温度。Nu数可以通过简单的强制对流相关来估算:Nu = 0.35 0.47 Re0.5;对于管道流动条件使用Re = 5.7·106,得到Nu = 1.1·103表明热量通过强制对流来控制管道内的过滤器组的转移过程。在这种强制对流占主导地位的情况下,位于喷涂器和清洁过滤器基板之间的润滑剂和污垢——有机材料层可以充当绝热体,延迟冷却,从而有助于实现临界点火条件(Tspark = TCellulose点火)。通过增加从飞溅物传递到过滤介质的能量,可由检查温度曲线下的面积来定性描述。如果没有污垢层,则通过强制对流的热损失占主导地位,并且不能实现临界点火条件。这一观察表明,简单的相反的措施,比如增加过滤器清洗/更换的频率和增加空气流量,将有助于减少这种火灾事故。
图10.通过IRT测量的脏污过滤器表面的温度历史。
有四个子图:(a)整体热分析,(b)加热部分-1,(c)峰值温度部分-2,和(d)冷却部分-3。
目前的研究开发了一种红外热成像系统的新应用,用于定量监测工业通风管道中飞溅物和焊接飞溅物的热行为,并评估飞溅物的停留时间以及与纤维素滤波器组的相互作用。本文提供了关于MIG焊接工艺中焊接飞溅的形成及其与基底金属镀层的关系的新观点。此外,当嵌入干净和脏的过滤器缝隙时,评估了飞溅物的冷却特性。利用的热成像系统将比率高温计的技术扩展到二维焦平面阵列,以达到所需的回火精度,这可以进一步用于评估商用焊接飞溅收集器和旋风分离器的性能。研究结果表明,可能需要新的消防标准来防止类似的管道传输火灾,并且应修改当前过滤器库的维护说明,包括:(1)过滤点火条件(2)过滤器清洁和更换的新标准(过滤器回收的频率)。目前的研究开发了一种红外热成像系统的新应用,用于定量监测工业通风管道中飞溅物和焊接飞溅物的热行为,并评估飞溅物的停留时间以及与纤维素滤波器组的相互作用。本文提供了关于MIG焊接工艺中
资料编号:[5202]
您可能感兴趣的文章
- 拟人手臂的轨迹规划与轨迹跟踪控制外文翻译资料
- 新型磁性辅助内窥镜系统在上消化道检查中应用的可行性 和安全性外文翻译资料
- 基于FPGA可编程逻辑器件的复合视频图像处理外文翻译资料
- 从被测的高频域原始信号中提取巴克豪森噪声外文翻译资料
- 重型机床z轴热误差混合建模方法外文翻译资料
- 一个红外浊度传感器:设计与应用外文翻译资料
- 用于控制食物烹饪过程的电子系统.外文翻译资料
- 关于液体介质中电磁流量计的设计和理论上存在的问题。第二部分:关于带电粒子产生的 噪声理论外文翻译资料
- 基于LabVIEW和Matlab的小波变换对非平稳信号的分析仿真外文翻译资料
- 应用于腹腔镜手术的新型膜式加热加湿器 的开发外文翻译资料

