4毫米厚2219-T87铝合金板材
在室温与- 196℃下的钨惰性气体焊
和搅拌摩擦焊特性
雷雪峰、邓颖、尹志敏、徐国富
(2013年7月27日提交;2013年12月2日修订版;2014年4月26日网上出版)
摘要:2219-T87铝合金由于其优良的低温性能,被广泛应用于火箭液体推进剂储罐的制造。在航空航天部件的制造过程中焊接是主要的连接方法。在本研究中,4 mm厚2219-T87合金板材的钨极惰性气体保护焊和搅拌摩擦焊(FSW)在室温(25℃)和低温实验法下的特性(- 196°C)是通过性能检测和显微镜方法进行研究。本文所研究的2219铝合金具有较低强度的平面各向异性和优良的室温和低温学机械性能。TIG和FSW焊接接头在室温下的的极限抗拉强度值分别达到265MPa和353 MPa, 在- 196℃时分别可达到342 MPa和438 MPa。母材由细长变形晶粒和许多纳米级theta;(Al2cu)时效析出物组成。TIG接头的熔合区和热影响区(HAZ)分别为粗枝晶区和等轴再结晶区。FSW焊接接头由熔核区、热机械影响区(TMAZ)和热影响区(HAZ)组成。在熔核区,显微亚晶组织是主要的组织特征。热机械影响区和热影响区均具有粗化时效沉淀和拉长变形晶粒的特征。FSW焊接性能优异的原因是工作结构和均匀化学成分的保存。
关键词:航空航天、铝、电子显微镜、机械试验、光学显微镜、焊接
1 前言
2219铝合金被认为是航空航天工业中最有前途的轻质高强度结构材料。由于2219铝合金具有优良的低温学性能,广泛应用于制造液体火箭推进剂燃料箱,如saturn v s-ic、Энер_иrel和ariane 5。所用2219铝合金主要回火至T87状态[1,2]。
在液体火箭推进剂贮槽的制造过程中,焊接是主要的连接方法.尽管高强度2000系列铝合金的熔焊在20世纪60年代初受到重视[3],但在航空铝合金上制造高强度焊接的困难是显而易见的。与母材相比,FZ的力学性能显著降低,凝固组织和气孔率也较低。这些因素使得传统焊接工艺对密封合金的联系不起作用[4-6]。搅拌摩擦焊(FSW)是英国焊接研究所(TWI)于1991年发明的固态连接技术,最初应用于铝合金[7]。特别是,它可用于连接高强度航空铝合金和其他难以通过常规熔焊焊接的金属合金。FSW被认为是十年来金属连接最重要的发展[8-10]。
有很多关于2219合金焊接的显微组织和力学性能的报道,如电子束焊接、搅拌摩擦焊接、钨极电弧焊[11-14]。但是,目前还没有对母材和焊接接头低温力学性能的相关研究,限制了2219铝合金作为低温燃料箱材料的应用。此外,还报道了2219铝合金的焊接性能有待提高。本研究的目的是比较传统的TIG技术和创新的FSW技术对2219-T87合金焊接接头组织、室温和深冷力学性能的影响,并根据与现有文献焊接工艺参数的变化,提高2219合金的焊接性能。本研究对扩大2219铝合金的应用范围,以及为新一代火箭推进剂贮槽材料的结构设计和安全性提供理论和试验依据具有重要意义。
2 实验材料与方法
采用4-mm厚的2219-T87合金板作为母材,进行TIG和FSW对接。母材和TIG焊接填充材料2325合金的化学成分见表1。采用单道焊,在松下YD-400GE焊机上手工进行TIG焊接。详细的TIG焊接参数为:电压12-14V,氩气作为保护气体(流速12L/min),电流180-200A,焊接速度100-120mms/min。采用单道焊,在3 mm龙门铣床上进行搅拌摩擦焊。搅拌摩擦焊工具由销和肩组成。销为圆锥形,其端部和根部直径分别为2和6 mm。台肩直径为14mm,刀具转速为550-650r/min,刀具行程为80-100mm/min。
显微硬度测量在HW187.5布氏硬度计上完成。用于拉伸试验的焊接样品都有加强件。图1显示了母材和焊接接头的拉伸试样的取样位置。SANS CMT-5105电子万能试验机,加载速度为2 mm/min,采用液氮作为冷却剂。材料的屈服强度(ys)在0.2%塑性应变下进行鉴定。对每个样品进行六次硬度和十次机械试验。采用常规抛光、化学腐蚀等方法制备金相试样,进行光学金相观察。在配备EDX系统的Tecnai C2 F20场发射扫描电子显微镜(SEM)上进行了能量分散X射线(EDX)的分析和断裂表面观察,该显微镜在20千伏电压下工作。在d/max 2500pc衍射仪,具有cu kalpha;1辐射。对焊接接头表面进行残余应力测量,用X射线衍射Sin2psi;法在D8 Discover X射线纹理测角仪上完成,并选择(3 1 1)Al衍射峰(相应的2theta;=78.23°)进行研究。从不同的焊接区域对透射电子显微镜(TEM)用薄箔进行了切片。在30%硝酸和70%甲醇溶液中,在20 V下通过双射流电抛光制备箔,冷却至minus;30°C,并在TECNAIG2 20电子显微镜上观察,加速电压为200 kV。
3 结论
3.1焊接接头的显微硬度分布
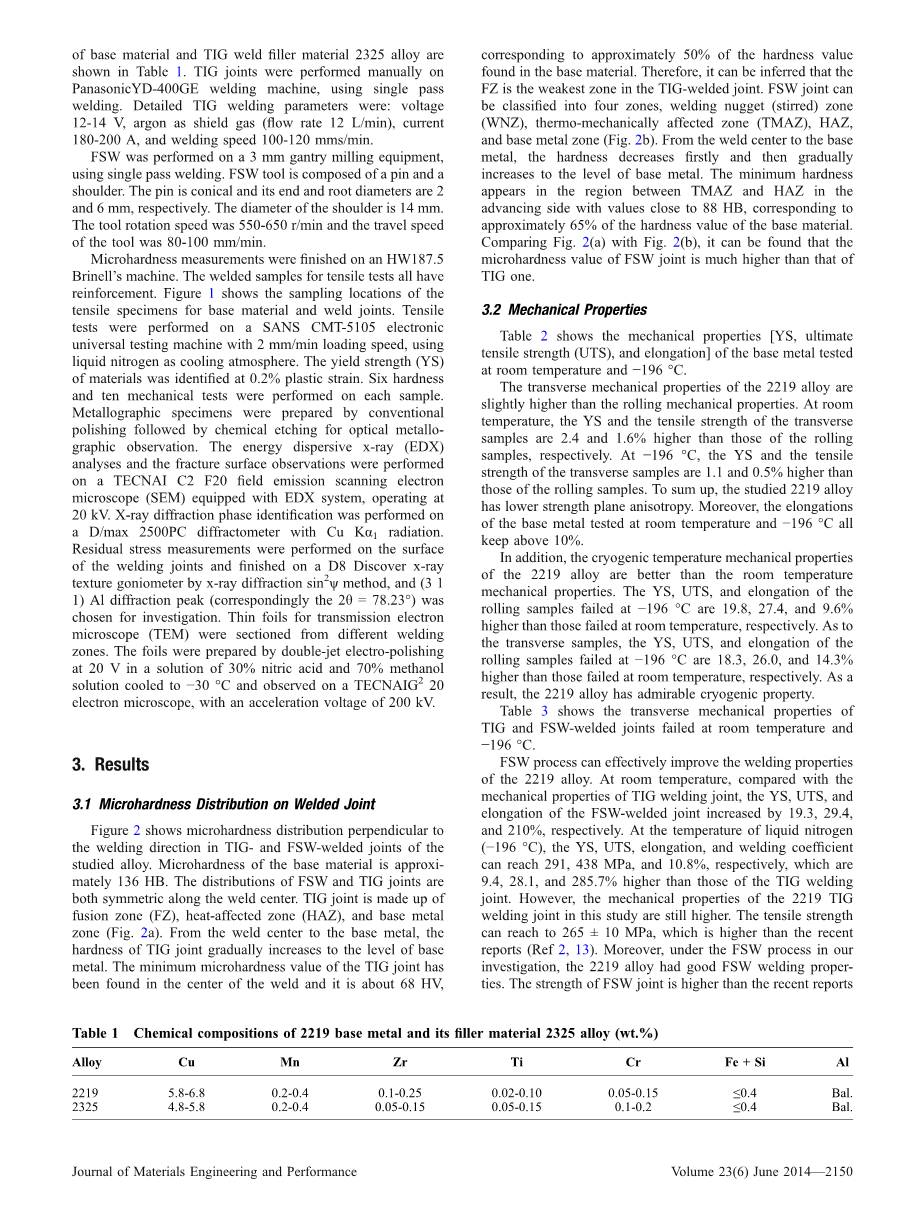
图2显示了所研究合金的TIG和FSW焊接接头中垂直于焊接方向的显微硬度分布。母材的显微硬度约为136HB。图2显示了所研究合金的TIG和FSW焊接接头中垂直于焊接方向的显微硬度分布。母材的显微硬度约为136HB。FSW和TIG接头沿焊缝中心的分布是对称的。TIG接头由熔合区(FZ)、热影响区(HAZ)和母材区(图2A)组成。从焊缝中心到母材,TIG接头硬度逐渐提高到母材水平。TIG接头的最小显微硬度值位于焊缝中心,约为68 HV,相当于母材硬度值的50%。因此,可以推断熔合区是TIG焊接接头中最薄弱的区域。搅拌摩擦焊接头可分为四个区域:焊核(搅拌)区(WNZ)、热机械影响区(TMAZ)、热影响区(HAZ)和母材区(图2b)。从焊缝中心到母材,硬度先降低后逐渐升高到母材水平。最小硬度出现在前进侧热机械影响区和热影响区之间的区域,硬度值接近88 HB,相当于母材硬度值的约65%。通过对比图2(a)和图2(b),可以发现FSW接头的显微硬度值远高于TIG接头。
3.2机械性能
表2显示了在室温和minus;196°C下母材的机械性能[屈服强度、极限拉伸强度(UTS)和延伸率。2219合金的横向力学性能略高于轧制力学性能。室温下,横试样的屈服强度和拉伸强度分别比轧制试样高2.4%和1.6%。在minus;196°C下,横向样品的屈服强度和拉伸强度比轧制样品高1.1%和0.5%。综上所述,所研究的2219合金具有较低的强度平面各向异性。另外,在室温和minus;196°C条件下测试的母材拉伸均保持在10%以上。
此外,2219合金的低温力学性能优于室温力学性能。在minus;196°C下失败的轧制样品的屈服强度、极限拉伸强度和延伸率分别比在室温下失败的样品高19.8%、27.4%和9.6%。对于横向样品,轧制样品在minus;196°C下失效的屈服强度、极限拉伸强度和延伸率分别比在室温下失效的分别高18.3%、26.0%和14.3%。结果表明,2219合金具有良好的低温性能。
表3显示了室温和-196°C下Tig和FSW焊接接头失效的横向机械性能。FSW工艺能有效提高2219合金的焊接性能。在室温下,与TIG焊接接头的力学性能相比,FSW焊接接头的屈服强度(YS)、屈服强度(UTS)和延伸率分别提高了19.3%、29.4%和210%。在液氮温度(minus;196°C)下,屈服强度、极限抗拉强度、延伸率和焊接系数分别达到291、438MPa和10.8%,比TIG焊接接头高9.4%、28.1%和285.7%。但是,本研究中2219钨极氩弧焊接头的力学性能仍然较高。拉伸强度可达到265plusmn;10MPa,高于最近的报告(参考文献2,13)。此外,在本研究中的FSW工艺下,2219合金具有良好的FSW焊接性能。FSW接头的强度高于Arora等人最近的报告[12,13],同时,延伸率仍保持较高水平。
表1 2219母材及其填充材料2325合金化学成分(单位:%)
图1拉伸试样的取样位置
(a)距焊缝中心距离/mm
(b)距焊缝中心距离/mm
图2 垂直于焊接方向的显微硬度分布(a)在TIG焊接接头中,(b)在FSW焊接接头中
表2 2219母材在室温和minus;196°C下的力学性能测试
表3 室温和minus;196°C下TIG和FSW焊接接头的横向机械性能
图3母材显微结构(a)光学图像,(b)TEM亮场图像,(c)X射线衍射图
图4 TIG焊接接头的光学组织(a)焊接区,(b)焊接区与热影响区的结合区,(c)热影响区
此外,2219合金的低温焊接性能优于室温焊接性能。对于TIG焊接接头,在minus;196°C的屈服强度和拉伸强度分别为266plusmn;10MPa和342plusmn;10MPa,分别比室温下的试验高77.3%和29.1%。对于FSW焊接接头,在minus;196°C时,屈服强度和拉伸强度分别达到291plusmn;15MPa和438plusmn;1MPa,分别比室温下的试验高62.6
%和27.7%。结果表明,2219合金具有良好的低温焊接性能。
3.3微观结构
3.3.1母材。图3显示了母材的微观结构。它表明,母材由细长纤维颗粒组成(图3a)。在晶粒内部,存在大量纳米尺度的针状时效沉淀(图3b)。X射线结果表明,除a(Al)基体外,所研究的基体合金包括theta;(Al2Cu)时效析出相和Al7Cu2Fe可溶解杂质相。
图5(a,b)焊区,(c)热影响区,(d)母材,(e)能谱和(c)中箭头所示老化相化学成分的TIG焊后向散射电子图像
3.3.2 TIG焊接接头。图4显示了TIG焊接接头的光学显微结构。FZ由铸造结构组成(图4a)。在熔合区和热影响区的结合区,大量柱状晶粒和细小等轴晶粒共存(图4b)。受焊接热影响,热影响区完全再结晶,再结晶晶粒均匀、细小,直径10~20mu;m。
图5显示了TIG焊接接头的后向散射电子图像。在熔合区中可以观察到大量的非平衡共晶相,如图5(a,b)所示。与母材微观结构(图5C和D)相比,热影响区中针状时效析出theta;(Al2Cu)粗化。EDS结果在图5(e)中进一步证实,图5(c)中的时效沉淀物是theta;(Al2Cu)。EDS结果与XRD结果一致。此外,还表明时效沉淀物周围存在杂质元素铁。
图6显示了室温下TIG焊接接头失效的断裂图像。断裂形态为韧性穿晶断裂。如图6所示,在断裂面上可以看到许多小凹坑和许多大而深的空洞。
图6室温下(a)低倍放大(b)矩形区A在(a)放大后的TIG焊接接头断裂形貌
Fig. 7 Optical microstructure of FSW welding joint (a) welding nugget zone, (b) bonding zone between welding nugget and TMAZ, (c) HAZ
3.3.3 FSW焊接接头。图7显示了FSW焊接接头的光学显微结构。结果表明,FSW焊缝的不同区域具有不同的显微组织。焊核区具有细晶粒微观结构(图7a)。热机械影响区具有变形的晶粒结构(图7b)。在焊接热影响下,热影响区出现了回复和部分再结晶现象。与母材的微观结构(图3a)相比,尽管热影响区中的晶粒较粗,但仍保持细长变形结构(图7c)。
图8显示了FSW焊接接头的TEM微观结构。FSW熔核区由微尺度亚晶粒组成。此外,时效沉淀几乎溶解到基体中,只存在少量粗溶相(图8a)。热机械影响区的微观结构具有大量的位错缠结和粗化针状时效沉淀物(图8b)。在热影响区,时效沉淀物的尺寸大于母材,但小于热机械影响区(图8c)。
图8 FSW焊接接头(a)焊核区,(b)TMaz,(c)HAZ的TEM亮场图像
图9显示了FSW焊接接头在室温和minus;196°C下失效的断裂图像。断裂表面均具有韧性跨晶断裂特征。可以看到很多小酒窝。与图6和图9相比,可以得出结论:FSW接头断裂处的空洞比TIG接头处的空洞少、小、浅。与图9(a)和(b)相比,可以发现FSW接头中低温失效的空腔数量、尺寸和深度低于minus;196°C失效的空腔数量、尺寸和深度。拉伸试样断裂表面中minus;196°C失效的空腔并不明显。以上研究结果表明,FSW焊接工艺和低温试验可以减少空洞的形成。
图9 FSW焊接接头在不同条件下失效的断裂形态(a)在室温下失效,(b)在minus;196°C下失效
4 讨论
4.1 TIG/FSW接头不同焊接区组织与性能的关系
研究结果表明,母材为细长变形结构,具有许多纳米级细针状theta;(Al2Cu)时效析出物。因此,研究的铝合
英语原文共 10 页
资料编号:[4850]

