
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
圆柱磨削中冷却射流喷嘴流动与砂轮周围气流相互作用的研究
摘要
砂轮的圆周速度在高诱导边界层气流,可能为了防止热损伤会把冷却液从投入到磨削区旋转。为了研究气流的轮廓,应用了流体力学的一般规律,并将计算结果与CFD模拟结果进行了比较。用不同的冷却喷嘴类型和参数,研究了在不同气流冷却方式下冷却液与砂轮的相互作用。为了验证该结果,采用高速成像。这些结论有助于全面了解车轮气流冷却液之间的相互作用。
1.介绍说明
在常规和高能磨削过程中,合适的冷却剂在传递过程中仍然起着至关重要的作用。
马尔金和乔林所描述工件费力穿过和磨粒滑动而产生高的热量,由于高的表面温度可能导致工件热损伤滑动。然而,冷却液的使用效率很大程度上影响了机器的总能量平衡,使用冷却剂可以使生产成本大幅下降。洪水冷却法在工业上仍有广泛的应用,通常在低压和不确定的方向上输送大量的冷却液到砂轮和磨削区,在这种情况下,大量的流体既不用于磨削区的冷却也不用于润滑。实验研究只有4-30 %的冷却液流通过磨削区。冷却液与砂轮的切向速度比、冷却喷嘴的对齐方式以及它们的形状被确定为最有效的冷却剂传递的最重要因素。对喷嘴进行了大量的研究,以减少喷嘴所需的流体量,从而大大降低了能耗。平面和圆柱形磨削设计,圆形喷嘴允许大量的冷却液流量。工业界的研究和经验清楚地表明,冷却液可以被旋转砂轮周围的空气边界层阻止进入磨削区。因此,对于流体供应的优化设计,必须了解气流的基本知识。在文献中,许多关于砂轮边界层流动的研究都能找到,其中大部分是关于面磨削的。
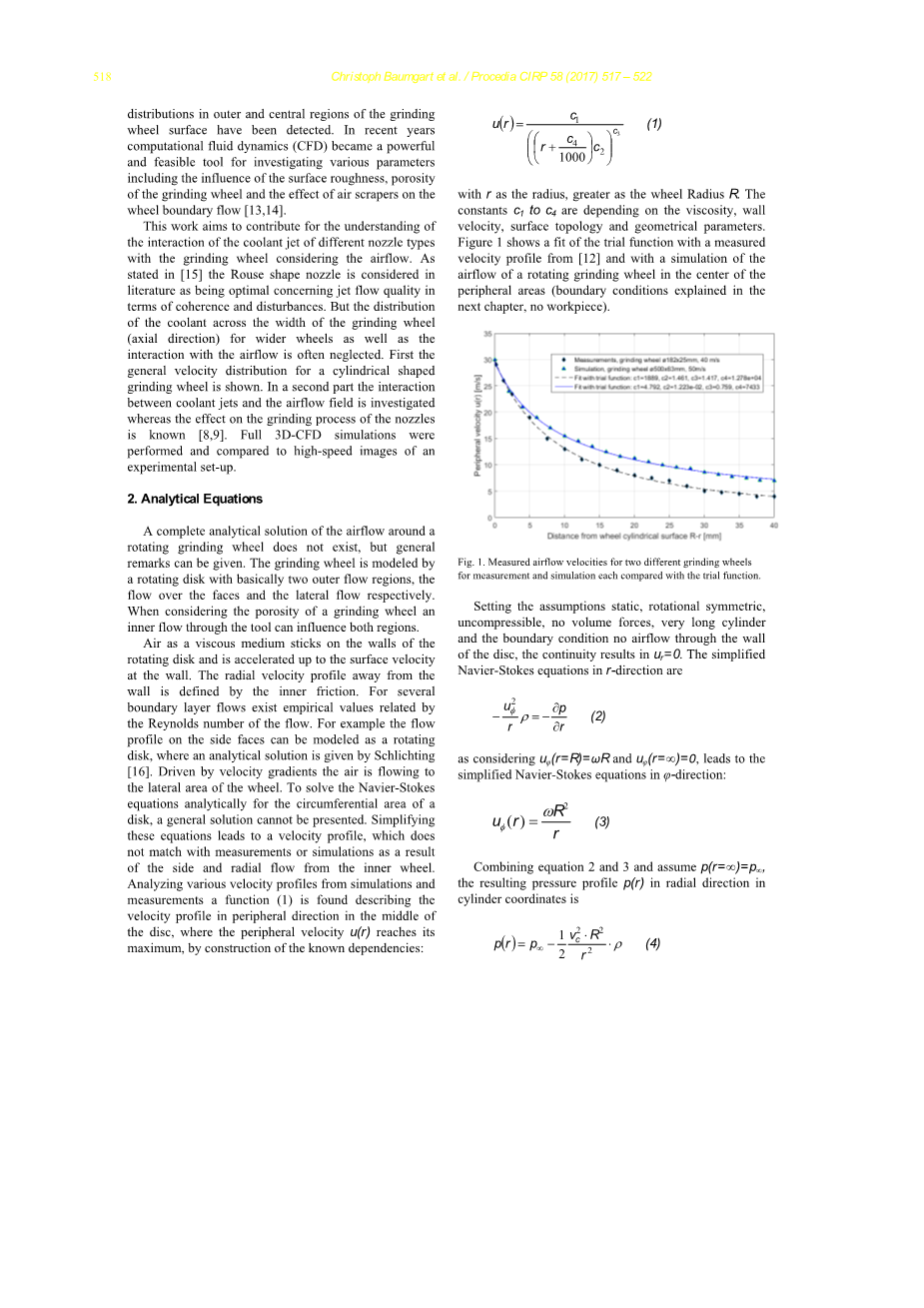
从气流的纹影成像与侵入性的方法入手,如热线风速仪和非接触式激光测速仪的测量已用于研究圆柱砂轮径向和轴向尺寸的流动条件。检测了砂轮表面外、中部的不同速度分布。近年来计算流体动力学(CFD)成为一个强大的和可行的工具,为研究各种参数对表面粗糙度的影响,以及砂轮的气孔和空气刮刀在车轮边流的影响。这项工作的目的是有助于了解不同喷嘴类型的冷却射流的相互作用以及砂轮气流。正如劳斯描述的喷嘴在文献中被认为是最佳的射流质量的连贯性和干扰。但是,冷却液分布在砂轮的宽度(轴向方向),对于更宽的车轮,以及与气流的相互作用,往往被忽略。首先给出圆柱状砂轮的一般速度分布。第二部分研究了冷却射流与气流场的相互作用,而对喷嘴磨削过程的影响是已知的。全三维CFD模拟进行比较实验装置的高速图像。
2. 分析方程
旋转砂轮周围的气流不存在完整的解析值,但可以给出一般性的说明。砂轮是由一个基本上由两个外流区、面上流动和侧向流动组成的旋转圆盘来模拟的,当考虑砂轮的孔隙率时,通过刀具内部流动可以影响这两个区域。空气作为粘性介质粘附在旋转圆盘的壁面上,并被加速到壁面速度。远离壁面的径向速度廓线由内摩擦定义。对于几个边界层流动,经验值与流动的雷诺兹数有关。例如在侧面的流量分布可以被建模为一个旋转圆盘,在Schlichting给出以下解释。在速度梯度的驱动下,空气流向车轮的外侧区域。为了求解圆盘的圆周区域的解析斯托克斯方程,不能给出一般解。简化这些方程会导致速度剖面,这不符合测量或模拟的结果,从侧面和径向流动的内轮。从模拟和测量中分析各种速度分布,找到一个函数(1),描述在圆盘中部的圆周方向上的速度分布,其中圆周速度u(r)达到最大值,通过构造已知的依赖关系:(1)
r为半径,大于轮半径r,常数C1与C4取决于粘度、壁面速度、表面拓扑和几何参数。图1显示了一个合适的试验函数,它的测量速度轮廓来自于对周围区域中心的旋转砂轮气流的模拟(下一章解释的边界条件,没有工件)。
图1。测量和模拟两种不同砂轮的气流速度与试验函数的比较。设置静态的假设,旋转对称的,不可压缩,无量的力量,很长的圆筒和边界条件通过圆盘壁无气流,在ur= 0的连续性结果。简化Navier Stokes方程在R向(2)。考虑u(r=r)=r和u(r==)=0,则导出了简化的Navier Stokes方程:(3)结合方程2和3,假设p(r=)=p,在柱面坐标系中径向产生的压力剖面P(r)是(4)并用vc得出车轮表面切向速度、环境压力和空气密度的合理结论。靠近表面的压力比远场压力低,在径向上呈平方双曲线,直到第二项消失在无穷远处。这种压力剖面与普遍采用的砂轮测量方法不相符。然而,在这两种情况下,压力下降的原理都会出现。较低的压力将空气从侧部吸入到圆周区域中心,这在下面的模拟中更详细地显示出来。
3. 数值分析与验证
3.1边界条件与流场
在这一部分中一个完整的三维稳态流动模拟采用ANSYS CFX 17了。在网格研究之后,选择了一个柱面环境。在设置砂轮之间的间隙(实心、旋转)和工件(实心、非旋转)离开。冷却剂是用水的数据建模的,因为粘度和密度的测量与水相同。对于所有的墙壁,在网格上应用膨胀层,以精确计算边界层的壁函数。对于动量和压力收敛残差低于10-4的实现。详细资料见表1。
表1实验条件
砂轮(Oslash;500 x 63)54a 120 H15 vpmf604w
切削速度vc 50 [米/秒]
转速NW 1910 [ 1 /分钟]
间隙砂轮工件10 m
工件(Oslash;60 x 60)90mncrv8,62 HRC
冷却水乳状液(4%在水中)
体积流量Q 6-30 [升/分钟]
每宽度Q 0.1-0.5 [ l流量/(min mm)]
喷嘴位置
高度超过
磨削区
hnoz 70 [毫米]
切向圆弧
圆形喷嘴
内径DIN 1.5 [毫米]
通道n 4 [ ]
扁平喷嘴
宽度bflat 63 [毫米]
开口厚度dflat 1.5 [毫米]
环境(1000times;250)开1(ATM)
物理性能空气和水,25℃恒温
湍流模型剪切应力输运
表面张力Coeff 0.072 [ N/M ]
阻力系数CD 0.44 [ ]
浮力模型,激活,等温,无热模型应用
图2显示砂轮上的速度矢量。假设车轮表面的气流从侧向区域吸入中心线,并由于离心力而远离车轮(径向速度gt; 0)。可以注意到,对于更广泛的车轮,这种不均匀性变得更加重要。
图2一Oslash;500 x 63mm砂轮速度矢量 在vc = 50米/秒。
在空气流速等值如图3所示的砂轮。在左边的图形上可以看到,在中间,以及靠近的边有极大值存在。在正确的图形上显示了工件对气流的影响。
3一Oslash;500 x 63mm砂轮速度等值面
在VC = 50m/s左:毛皮= 25m/s右:毛皮= 10米/秒的工件。
李和汉提出了平面磨削冷却方向的边界线。如果冷却液以边界线和砂轮的角度为导向,则砂轮的周边气流支持冷却液到达磨削区。它是由速度矢量指定的,没有元件指向磨削间隙。在圆柱形磨削中也观察到类似的图案,如图4所示。此外,空气流过工件,并通过工件后面的较低压力场来驱动回砂轮,其工作原理类似于空气刮刀,必须根据工件尺寸进行处理,如图3所示,右侧。
图4。边界线中指定的外圆磨削,Oslash;500 x 63mm砂轮和工件的平面Oslash;60 x 60毫米。
3.2 与高速成像技术的比较
高速(HS)成像是一种用于定性测定砂轮气流与冷却剂射流相互作用的工具。将冷却液粘附到砂轮上,这对于磨削区和润滑切削过程是必要的,可以可视化,如图5所示。在这种情况下,冷却液的出口速度太低(约为砂轮的切向速度的20%),射流偏离砂轮。射流本身的流动状态是强非线性的,并与砂轮周围的气流相互作用。它从一个连贯的喷流变成一个浪花。HS成像是一个有用的工具来验证所使用的流动模型的模拟。在图6中,冷却液的流动方向被改变成中心线,并且远离来自车轮的径向气流的砂轮侧面,正如前面章节所描述的那样。冷却剂(红色)似乎消失在下面,但体积分数变低,因此没有显示。
还可以观察到这些稳态模拟的特性。在图3和5-8的模拟图的蓝色和红色的急流是一个指定的冷却液的体积分数约0.02的等值面。这个数值显示相当低,但与高速摄影机图像相比,体积内的冷却液的概率分布相当大,因而与空气混合,对磨削电弧的冷却有负面影响。液滴或喷雾的破碎不能通过稳态模拟和湍流模型来解决,并且在冷却剂流的分布和稀释中分布很广。
图5 一个圆形喷嘴,出口速度约为20%。
a)模拟(冷却剂体积分数2%),b)HS成像
图6 四个圆形喷嘴,出口速度约为20%。
a)模拟(冷却剂体积分数0.5%),b)HS成像。
3.3气流与冷却剂射流的相互作用
图7和图8是2%的两个调查的喷嘴类型显示冷却液的体积分数的等值面。显然,圆形喷嘴能使冷却剂更精确地进入磨削区域,冷却剂在工件上的冷却量较低。气流对平板喷嘴的冷却剂流动有较大的影响,因为与喷嘴相反,平板喷嘴受到径向流动的阻碍。
图7 研磨用= 50米/秒和Oslash;60mm工件轮;
冷却液供给4圆喷嘴与左6L/min右18L/分钟。
图8 研磨用= 50米/秒和Oslash;60mm工件轮;
冷却剂输送由左、右18L/min 30L/分钟扁平喷嘴
3.4结果
模拟的结果有助于理解在不同的喷嘴类型下,不同的喷嘴类型通过比较它们的冷却剂体积流量来获得相同的工件表面特性的结果。在本次调查中冷却液体积流量6L/min为扁平喷嘴的圆形喷嘴和30L/min分别是要获得相同的粗糙度分布。下面的研究是指磨削区砂轮的性质。
图9显示了砂轮侧磨削区冷却液的体积分数。而四个圆形喷嘴可以填补磨削区均匀共6L/min体积流量,这相当于0.1L /特定的体积流量(min mm)在砂轮,扁嘴不这么做,即使使用至少三倍多的冷却剂。即使是小体积的空气也会影响冷却条件。原因显然是发现更高的(18.5m/s与4.5m / s)的冷却液出口速度比(7mm2 vs. 95mm2)的扁平喷嘴出口速度低很多,可以突破气流的动量。
图9 磨削接触区冷却剂体积分数不同喷嘴和流量的工件宽度。
与对气流速度剖面的研究(如图2所示)和前一章的理论考虑一致,图9显示气流对冷却射流的不均匀影响。如果冷却液的动量太低,冷却液就不能进入磨削区。使用扁平喷嘴可以降低冷却液流量。如果12l/min冷却剂的流量只提供磨削区的外面充满了冷却剂,而中间部分保持干燥,由于气流的上涨势头。因此,过冷度的结果可能会在工件中部产生热损伤。在工业中,通常采用更高的冷却剂流量或更低的进料速率来实现未损坏的表面。图10在不同喷嘴的工件宽度和流量下,磨削接触区冷却剂的分布规律。在工件砂轮即使太少量的流体宽度为2L/min,提供。表2体积的平均值。
总结了两种喷嘴类型和不同流量的馏分、速度和压力。
表2 磨削区平均值
4.结论与展望
对旋转砂轮气流的详细了解和一般解析解只有通过强简化才能实现。第二章显示了一般概要及其依赖关系。考虑到几何约束,如非圆柱形车轮几何形状,单面夹紧和保护铸造的砂轮CFD模拟成为可能的调查流动剖面。在这项工作中,研究了旋转砂轮的空气边界层对冷却液射流的影响。该装置是根据实际磨削试验选择的,并与实测结果进行了比较。
用旋转的砂轮被证明是一个设计和优化喷嘴对于所需的冷却液流量最小化的有用工具的射流相互作用的数值模拟。通过使用带有出口孔的喷嘴来实现与冷却液的研磨间隙的均匀填充。
宽度小于磨削区宽度的10%和冷却液出口速度约为切削速度的37%。这表明优化的喷嘴设计可以节省和增强有用的流量。
基于这些研究进一步的喷嘴设计,以及喷嘴位置(角度和距离)可以调查和优化。提出了参数估计的研究方法,通过对砂轮轮廓进行最少数量的实磨试验,估算了两个圆喷嘴之间的质量差,以减小冷却液流量,从而降低了机械能耗。
致谢
作者非常感谢科技与创新的瑞士委员会的财务贡献(13963.2号pfiw-iw)和Fritz Studer AG以及Blaser Swisslube提供的机器,工具和冷却液分别。作者感谢Jean Paul Kunsch也有价值的讨论。
工具书类
[ 1 ] Malkin S,Anderson RB。磨削零件的热方面1 -能量分配。J.工程行业;1974,p.陈同斌。
[ 2 ]马尔金S.热方面的研磨部分2表面温度和工件烧伤。J.工程行业;1974,p.陈同斌。
[ 3 ]该F,eisenblauml;tter G.干切削。在CIRP通志志46/2;1997,P 519-526。
[ 4 ]工程师,郭C,马尔金S.实验测量流体的流量通过磨削区。J.工程行业;1992,卷114,第61-66。
[ 5 ] gviniashvili VK、Woolley NH、罗斌。磨削冷却液流量。国际机床与制造杂志44;2004,第629页- 636页。
[ 6 ] ebbrell S,Woolley NH,tridimas YD、Allanson DR、罗斌。切削液应用方法对磨削过程的影响。机床Int. J.制造40;2000,第209 - 223页。
[ 7 ] Wittmann M,里C,brinksmeier E.评价磨削液供给系统的效率。生产工程卷席/ 2;2004,p. 39-42。
[ 8]鲍姆加特C,卡列乔goena N,Kuster F,韦格纳。optimierung der Kuuml;hlschmiermittelverteilung VOR DEM schleifspalt北冥aussenrundschleifen;2016, 1。瑞士施莱夫研讨会,Zuuml;丰富,Schweiz。
[ 9 ]鲍姆加特C,希尔ABM,库斯特F.诠释和Gesta
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[478782],资料为PDF文档或Word文档,PDF文档可免费转换为Word

