
英语原文共 20 页
三维数值模拟-连续镀锌槽中的湍流和热传导
本文介绍了三维有限元求解算法的应用,用于预测工业连续镀锌中的速度和温度场域,评估线速度,带宽,带温和电感器混合的影响,使用并行计算流体动力学进行模拟。(CFD)软件由工业材料研究所,加拿大自然研究理事会开发。使用不可压缩的Navier-Stokes方程求解湍流k-ε模型。考虑强迫对流和温度相关的密度条件是为了评估浮力效应。在考虑浮力时,流体在电感器和熔化的铸锭附近,由密度引起的变化特别明显,然而在片材和辊子区域中观察到很小的效果。热效应在铸锭熔化期间,当电感器处于高容量时,也会放大。模拟允许不同速度场的区域的可视化,并清楚地说明适用于不同的操作条件的混合和停滞区域。
1.引言
镀锌钢是一种非常重要的大批量产品,将钢铁生产商与全球锌供应商联系起来。 目前,钢制车身仍然是传统生产车辆中最具成本效益的。大约60%的世界锌产量用于制造锌镀锌产品,并且这个数字还有可能增加[1]。由于高质量锌涂层产品的生产是所有钢板生产商盈利能力的主要因素,因此镀锌工艺的技术和质量控制是首要关注的问题。数值模拟可以在提高对过程的理解方面发挥重要作用,以达到参数的最佳设置。
在国际铅锌研究组织[2,3]和其他研究[4,5]赞助的项目中,连续镀锌浴中的流态的数值解已经进行了多年。本文的目的是提高对镀锌浴中流动的理解,特别是在非等温条件下。而且随着更复杂的计算技术和高速处理器的发展,数值模型现在可以处理具有大量网格点的非常复杂的流动系统,从而对流动进行非常详细的预测。
在先前的模拟中,由于浸入式硬件的复杂几何形状,已经清楚流动是三维的。分析从片层流动到湍流模型,其中各种参数的影响已经量化为在稳态下操作的等温浴条件。这仍然只模拟了在没有铸锭添加到浴中并且忽略电感器产生的加热的过程期间的条件。然而,当添加锭以替换沉积在出口板上的产品层时,不能认为锌浴是等温的。在此期间,增加感应加热速率以补偿熔化锭的热需求,增加浴中的温度变化。感应器出口处的温度较高,并且锭的熔化表面处的区域低于平均浴温。由于液态锌合金密度对温度变化非常敏感,因此预计镀液中的温度变化会由于自然对流而影响整体流动,特别是在强制对流较小的区域。这发生在远离移动条带和浸没辊的区域中,这些区域受到温度变化的显著影响。热场的解决方案也很重要,因为当锌浴中的温度低于液态锌中铝和铁的溶质组分的溶解度极限时,形成了渣滓的金属颗粒(Fe2Al5的沉淀物)[6,7]。
本文显示了与等温情况相比,这些温度变化对流量的重要性。本研究中使用的浴槽配置代表了Bethlehem Steel Burns Harbor操作,该操作也用于先前报道的等温计算[3]。通过锅侧壁,底部和浴槽表面的热量损失在被考虑在热平衡中,总平均浴温保持在460℃左右。还可以量化改变线速度,带宽,带温和电感器功率的效果。由此产生的信息对于确定加入浴槽的最佳方法应该具有重要意义,以便最大限度地减少浮渣的形成和夹带。
使用有限元求解算法获得镀锌浴中的流动和传热的解决方案。浴液中心液的流动是湍流,因此溶液方法中必须包括湍流模型。通常使用双方程湍流模型。它们通常涉及湍流动能(TKE)的传输方程和第二湍流变量以评估涡流粘度。具有壁函数的双方程模型已被证明是解决复杂湍流的有力工具,因为它们以低计算成本提供了良好的预测[8,9]。
双方程模型的数值处理必须确保湍流变量在整个流域和迭代过程中保持正值,若不能确保这种情况将会对解决方案过程产生破坏性影响。湍流方程中的涡动粘度和源项可能局部变为负或极大(从分母接近零的开始分裂)并导致迭代的立即和不可恢复的破坏。这里,使用湍流变量的因变量的变换。计算变量为原始湍流变量的自然对数[10,11]。该选择导致解决方案质量(平滑度)和算法稳健性的重大改进。湍流方程中的湍流变量和源项表示为计算因变量的指数。因此,所有的这些术语在整个领域都是严格肯定的,而且变量的变化也可以提高湍流场快速变化区域的精度,如边界层,停滞点和剪切层。这种方法适用于许多湍流的双方程模型[12],解决方案程序以前也成功应用于湍流强制对流问题[13],可压缩湍流[14]和三维湍流模具填充[15]。
2.流程说明
热浸镀锌工艺是一种复杂的冶金工艺,其中通过快速浸入通常在450和480℃之间的锌合金浴中连续涂覆各种宽度和厚度的钢带。接触时间在2至6秒之间,取决于片材厚度,其中界面反应在浸渍后几乎立即通过形成抑制层而发生。在离开浴时,多余的锌溶液通过气刀偏转回到浴中,在钢板上留下薄涂层。用于汽车产品的涂层通常约10-15mm(每侧70g /m2),而建筑材料有相当厚的涂层。镀锌浴中的铝存在对于获得具有良好可成形性的粘附涂层是必要的。对于镀锌产品,镀锌产品的浓度范围为0.11-0.13%Al和高达0.20%Al。铝在浴中与钢铁的快速反应形成的Fe2Al5抑制层一般厚度小于1毫米,具有附和性和可变形性,与铁锌金属间化合物相比,后者更加脆弱。在离开浴时,该固体层在浴混合物上被夹带的合金液体层覆盖,由条带出口处的气刀通过改变气压和气隙宽度来控制涂层厚度。因此,镀锌浴可以被认为是从浴中连续除去Fe2Al5金属间化合物和Fe-Zn-Al合金的反应器,这种材料消耗由添加到浴中的锭补偿。根据产品或操作的类型,锌合金的铸锭在0.50-1.0wt%Al的范围内。熔化的锭表面附近的温度的局部降低,会降低了铁和铝的溶解度,并且这种现象被认为是能够成核和生长的渣滓颗粒的主要来源。因此,预先控制浴温对于防止这种沉淀现象是最重要的。在高品质涂料的生产中,渣滓形成被认为是需要克服的主要困难。
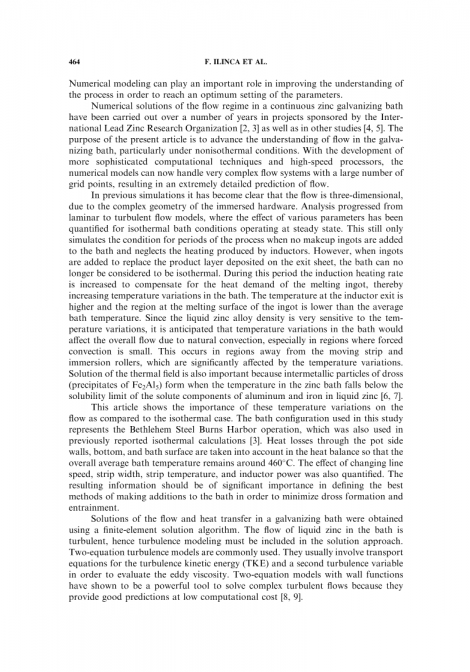
图1.计算域和操作条件
典型的镀锌浴配置如图1所示。在A区,它是通过对称平面的正视图,我们可以看到铸锭被引入到铸锭篮,水槽,导向和稳定辊,炉鼻和移动的条带。目前的配置代表250吨锌浴,每隔约1小时加入1吨锭。使用位于中央的添加铸锭铸锭篮是伯利恒钢铁公司特有的。炉鼻的作用是保护浴缸入口处的条带。在条带出口处,气刀控制沉积的厚度。每侧放置两个电感器用于保持规定的浴温,并确保液体在浴中适当混合。每个电感器有两个出口部分,流体通过这两个出口部分从电感器流到电解槽,还有一个入口部分,流体从浴槽流向电感器,如图1中B部分所示。每个电感器的功率设置决定了入口和出口部分之间的流速和折痕温度。
3.数学模型
数值解决方案考虑了浴槽几何形状的全尺寸模型,包括浸入浴槽中的所有硬件(水槽和稳定辊、辊支撑、臂、炉鼻),两个电感器,锭篮和穿过浴缸的条带。鉴于浴槽的对称性,只有一半是模型化的。模拟考虑密度与温度的关系。由于铝的不同含量导致的密度差异与由温度变化确定的密度相比要小得多,因此被忽略了。电感器通道内部的电流体动力学模型没有被建立,并且流动和温度增加被施加为边界条件。通过忽略作为带材上的涂层的熔体的去除和从铸锭中添加材料(其在时间上相互补偿),认为浴中的液体量是恒定的。铸锭体积的变化在熔化期间不考虑熔化,并且认为铸锭占据了铸锭篮的整个体积。在铸锭期间,铸锭篮表面被认为处于熔化温度,而在没有铸锭的时期,铸锭篮表面被认为是绝缘的。
控制液体中锌液流动的方程式是
(1)
(2)
公式中为应变率张量,传热由能量方程模拟:
(3)
在上述等式中,t,u,p,T,m,Cp和lambda;分别表示时间,速度,压力,温度,粘度,比热和电导率。由Boussinesq近似给出的动量方程中的浮力项取决于参考密度(在参考温度T0处估计的密度),重力向量g,热膨胀系数b,以及液态锌与参考值T0之间的温差。
3.1湍流模型
使用Launder和Spalding的双方程k-ε模型计算湍流粘度mu;T和湍流热导率[16]。 因此,求解了两个附加方程,即湍流动能k和湍流耗散ε:
(4)
(5)
其中P是剪切生产项,由下式定义
(6)
和G一起说明浮力对湍流产生的影响,
(7)
模型常数sigma;k,sigma;ε,Cε1,Cε2,Cmu;取标准值[16],sigma;k= 1.0;sigma;ε= 1.3; Cε1=1.44; Cε2=1.92;Cmu;= 0.09。
涡流粘度和导热系数由k和ε计算得出
(8)
(9)
湍流普朗特数PrT=1。
3.2湍流方程的对数形式
众所周知,前一节中的湍流方程难以用数字方法求解。 涡流粘度和几个源项包含除以一个湍流变量的值。分母的负值或小值可能导致mu;T或源项的符号不正确或过大。这将导致解决方案算法的严重破坏。如果可以确保湍流变量在整个域中以及在迭代过程中保持正值,则将实现算法的增强的稳健性。保持湍流变量为正的一种方法包括求解它们的对数为[10,11,17]:
(10)
求解Kappa;和Epsilon;可以保证k和ε在整个计算过程中保持正值。因此涡流粘度mT将始终保持为正。此外,对数的解更准确,因为对数变量Kappa;和Epsilon;的场比k和ε的场更平滑[11]。 湍流方程和对数变量的涡粘度定义如下:
(11)
(12)
(13)
对数变量的方程等同于湍流模型的原始方程。湍流模型没有变化,唯一的修改是计算变量现在是湍流变量的对数。
3.3边界条件
为了完成问题的数学定义,对速度,温度和湍流变量施加边界条件。对于连续镀锌浴,电感器功率和流速是已知的。因此,在电感器入口=出口表面上考虑Dirichlet条件的速度。
暴露于环境空气的自由表面具有零法向速度和零切向剪切应力条件。对于温度,在出口处施加零正常热通量(从浴槽到电感器的流动)。在入口(从电感器到浴槽的流量),温度由出口温度加上电感器设置给出的已知增量给出。
在实心壁上,使用壁函数施加Neumann(切向)和Dirichlet(正常)条件的组合:
(14)
由壁函数规定的剪切应力tau;w施加在限定切平面的切向方向ti上,而法向速度被约束为零。相切条件以节点方式施加。继Engelman等人之后。 [18],为表面上的每个节点计算法线方向,使得跨越边界的全局质量通量为零。当使用连续的分段线性速度时,节点i处的节点法线方向的计算减少到:
(15)
其中
(16)
在上面的等式中,ei表示包含节点i的边界元素;是边界元素ei的表面,表示单位向量的笛卡尔分量,与元素ei垂直。
由壁函数给出的壁剪切应力施加在限定切平面的两个正交切线方向上。这两个方向由单位矢量t^1和t^2给出。本程序涉及任意三维几何形状,并且求解方法适用于法线方向和切向方向不对应于笛卡尔坐标的情况。我们使用一种简单而有效的方法,它不需要改变笛卡尔系统和局部正常切向系统之间的坐标[15]。获得对应于两个切向方向t^1和t^2的有限元方程
(17)
(18)
其中Rx,RY, Rz分别是x,y和z方向上的动量方程的残差,txi,tyi,tzi是单位切向量t^i的笛卡尔分量,切线方向上的方程式只是笛卡尔坐标系中方程的线性组合,未知数是速度的笛卡尔分量,不需要改变坐标。第三个节点方程将法向速度约束为零(相切条件):
(19)
其中nx,ny和nz是节点单位法向量n的笛卡尔分量。
在公式(14)中使用的壁面剪切应力值由墙函数[16]决定:
(20)
其中
(21)
(22)
这里y是计算边界和墙之间的距离,K = 0.41是von卡曼常数,E是粗糙度参数(光滑墙的E = 9.0),y c标志着从层流子层到对数湍流层的过渡。对于非平稳的墙壁,墙壁剪切应力取决于墙壁的速度,uw是适用于镀锌槽的条件,其中带材和辊子在运动中。等式(20)表明剪切应力作用在相对于壁速度的切向速度的相反方向上。当铸锭浸入浴中时,铸锭表面被认为是固体边界并且施加具有壁功能的滑移条件。通过在壁处将TKE的法向导数设置为零,隐式地计算边界点kw处的TKE值,而边界点上的TKE耗散率可以算得通过使用
(23)
对于温度边界条件,需要温度壁函数[19]。该过程类似于用于速度的过程,包括施加由壁给出的壁热通量
(24)
(25)
其中Tw是壁温,T 是y 的函数(详见[19])。当铸锭存在于熔池中时,认为铸锭表面温度Tw等于熔化温度(Tw= 420℃)。在浴壁处,除了温度壁功能之外,边界条件还考虑了通过壁的热量损失。这是通过对流热通量建模的
(26)
其中ha是传热系数,Ta是环境温度。壁功能与通过壁的对流传热相结合,产生壁热通量
(27)
其中h是等效传热系数,
4.有限元解决方案
全局方程组以部分隔离的方式求解。解决方案算法如图2所示。在每个时间步,对动量连续性,湍流和能量方程执行全局迭代。湍流输运方程的子类也用于加速迭代过程
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

