
英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
Experimental investigation of transverse vibration-assisted orthogonal cutting of AL-2024
Ahmed Syed Adnan[1], Sathyan Subbiah[2]
School of Mechanical amp; Aerospace Engineering, Division of Manufacturing Engineering, Nanyang Technological University, 50 Nanyang Avenue, Singapore 639798, Singapore
ARTICLEINFO
Article history:
Received 4 September 2009
Received in revised form
28 October 2009
Accepted 8 November 2009
Available online 14 November 2009
Keywords:
Ultrasonic vibration-assisted machining
Ductile fracture
Cutting edge sawing action
ABSTRACT:
In the conventional use of vibration-assisted machining the vibratory motion is applied to the tool either linearly along the direction of the cutting velocity or elliptically in the plane containing the cutting velocity and surface normal.
In contrast to this, this study investigates vibrations that are applied along the cutting edge and perpendicular to the cutting velocity. Such a vibratory motion is expected to provide a small sawing action that will enhance the ductile fracture occurring ahead of the cutting tool as the chip separates from the bulk work material. This enhancement in fracture will then contribute to reducing the chip thickness and cutting forces. Also, the sawing action reduces the imprint left behind by the cutting tool leading to a better surface finish. To confirm these predictions orthogonal
cutting with the assistance of transverse vibrations applied to the cutting tool are performed on Al-2024 tubes using a carbide cutting tool. Experiments are performed at different conditions of cutting speeds, feeds and amplitudes of vibration at a fixed vibration frequency of 40 kHz. Cutting forces, chip thickness, and surface finishes are measured and compared with similar cutting conditions without application of vibration. In general, a reduction in cutting forces and feed forces is observed when
transverse vibrations are applied. Chip thickness is also reduced and surface finish is improved upon application of vibration. Some explanations are offered to support these results.
amp; 2009 Elsevier Ltd. All rights reserved.
- Introduction
The machining process involves material removal in the form of chips. The chips are removed by a complex process of deformation and fracture immediately ahead of the cutting tool edge. In machining brittle materials, such as wood, glass, and silicon, there is little or no deformation of the removed chip, while fracture occurs readily and can often be visually seen. In machining ductile materials, the deformation of the chip is higher as fracture does not occur readily and is accompanied by large
plastic deformation due to the higher toughness of these materials.
In brittle materials, factors that suppress the formation of fracture while machining tend to increase the ease of formation of the chips. Based on this idea, different researchers report the successful use of hydrostatic pressure [1] or large tool edge radii [2] to machine brittle materials such as silicon. Both these factors suppress the growth of cracks close to the cutting edge leading to a controlled fracture and continuous chip formation resulting in smoother surfaces (Fig. 1). While numerous efforts have been reported in this area of machining brittle materials by controlling fracture, not many efforts are made to enhance fracture formation in ductile materials. Owing to the higher fracture toughness of these materials, fracture does not occur readily. Hence, factors that promote fracture to occur while machining will ease chip formation leading to a better machined surface finish, lower sub-surface deformation, lower cutting forces, and thinner chips.
Fig. 1. Scenario for brittle materials: they undergo uncontrolled fracture on machining; application of hydrostatic pressure or use of large nose radius induces compressive stresses to suppress crack growth.
The idea of fracture occurring during chip formation in machin-ing of ductile materials has been a controversial issue since fracture cannot often be seen visually similar to that occurring during machining of brittle materials. Fracture mechanics researchers such as Atkins [3] and some machining researchers such as Astakhov [4]
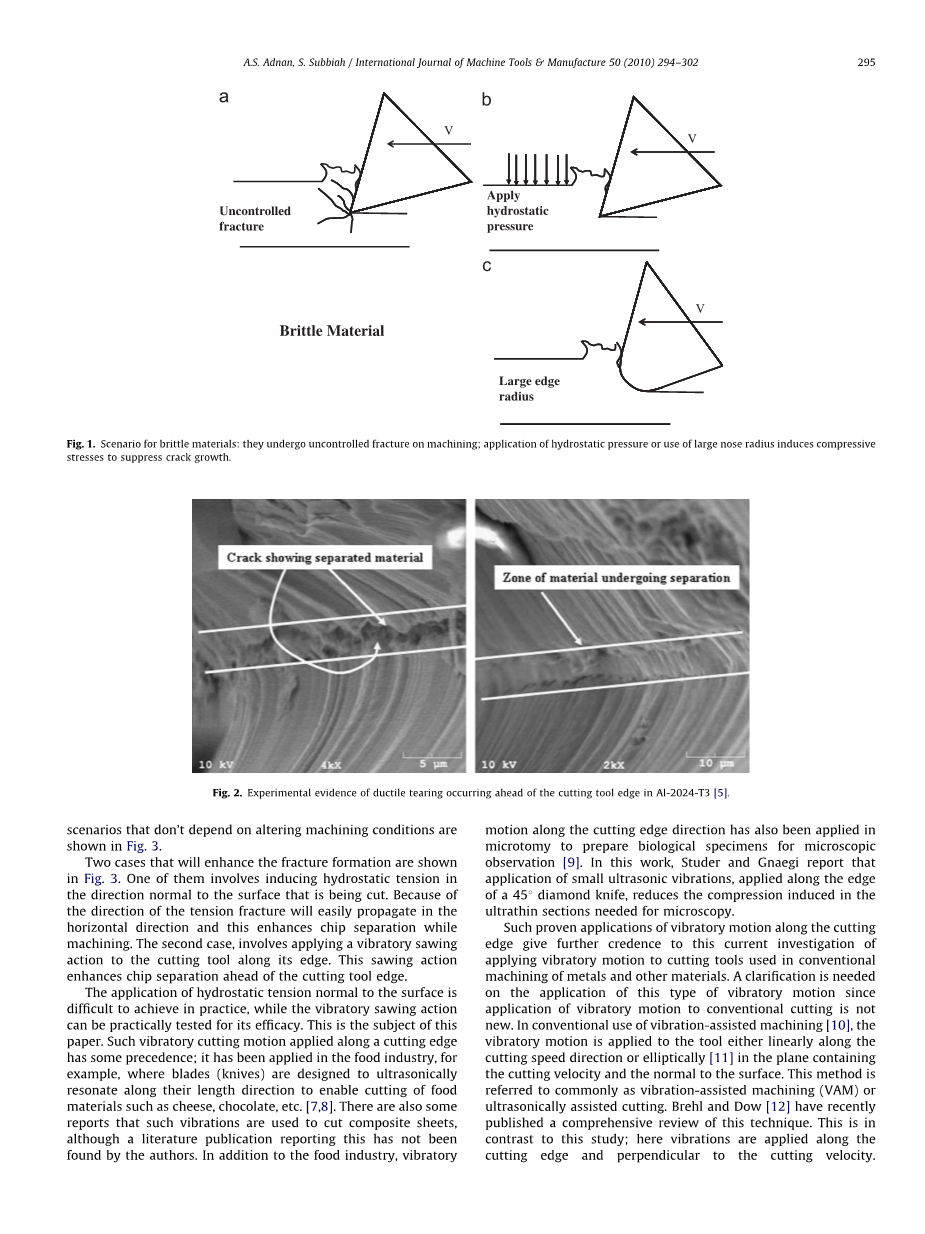
have advocated the incorporation of fracture parameters in classical machining models that completely ignore the energy going into surface formation. More recently, visual evidence of the presence of ductile fracture at the junction of the chip and surface of the material being machined in two ductile materials, OFHC copper and Al-2024 has been shown (Fig. 2) [5].
With sufficient evidence that fracture indeed plays a role in chip formation even in machining of ductile materials, the question to be asked is: what are the different methods to enhance the formation of this fracture to ease the formation of chips? Literature presents one way to reduce strain to fracture by altering machining conditions [6]. Some alternate possible scenarios that donrsquo;t depend on altering machining conditions are shown in Fig. 3.
Two cases that will enhance the fracture formation are shown in Fig. 3. One of them involves inducing hydrostatic tension in the direction normal to the surface that is being cut. Because of the direction of the tension fracture will easily propagate in the
horizontal direction and this enhances chip separation while machining. The second case, involves applying a vibratory sawing action to the cutting tool along its edge. This sawing action enhances chip separation ahead of the cutting tool edge.
Fig. 3. Scenario for ductile materials: Fracture doe
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[487208],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

