
英语原文共 17 页
选择性激光烧结非晶聚合物的模拟与实验
T H C Childs, M Berzins, G R Ryder and A Tontowi
英国利兹大学机械工程与计算机系
摘要:
本文研究了非晶聚碳酸酯选择性激光烧结的热致密化和粉末致密化模型。研究了三种方法:解析法、自适应网格有限差分法和固定网格有限元法。将这三种方法与实验结果进行比较,以可靠地评价其预测物理过程行为的能力。有限差分和有限元方法是仅有的两个能够自动处理在非线性物理过程中产生的聚合物的热性能和密度的变化,提供的分析模型有一些价值,但适当的平均值用于热性能。分析表明,烧结引起的致密化和线性精度对聚合物活化能和热容的变化最为敏感,其次是粉床密度和粉层厚度。对空心圆柱体和T形件的制造过程进行了仿真,结果表明,由于粉末床内下表面烧结深度过大,造成了典型的变形。除了对模型的支持外,实验还指出了烧结机软硬件控制的重要性。
关键词:快速成型,选择性激光烧结,聚碳酸酯
符号
A 阿伦尼乌斯系数(S-1)
C 比热(J/kg)
d 激光束直径(mm)
dhi 粉末层i烧结后厚度(可变)(mm)
E 杨氏模量(GPa)
E/R 烧结活化能比气体常数(Kminus;1)
K 电导率(变量)(W/m k)
ksolid 固体材料的导电性(W/m k)
Ms, mt 自适应有限差分计算中的时空监测器
P 激光功率(W)
q 激光热流密度(W/mm2)
s 激光扫描间距(mm)
tlayer 粉末层厚度(设定值)(mm)
T 温度(°C或K)
Ts, Tt 自适应网格有限差分计算中的空间和时间容差因子
U 激光扫描速度(mm/s)
V 等效激光扫描速度=(U/w)s(mm/s)
W 激光扫描矢量长度(或部分宽度)(mm)
x, y, z, t 基本位置和时间变量(mm和s)
alpha; 吸热系数
alpha;s, alpha;t 自适应有限差分计算中的权重因子
delta;x, delta;y, delta;z 零件在x, y, z方向尺寸过大(mm)
Delta;hi 烧结前粉层i厚度(可变)(mm)
Delta;y, Delta;z 初始网格间距,自适应有限差分计算(mm)
Epsilon; 孔隙度
theta;, theta;s 有限元计算中的权重因子
к 热扩散系数(mm2/s)
rho; 密度(变量)(kg/m3)
rho;max 最大可达密度烧结(kg/m3)
rho;powder 粉床密度(kg/m3)
rho;solid 固体密度(kg/m3)
sigma;f 弯曲拉伸破坏应力(MPa)
sigma;y 弯曲拉伸屈服应力(MPa)
1、引言
本文报道了选择性激光烧结过程的热模拟,旨在研究观察到的精度极限。研制了一种能够在二维和非晶材料中预测激光扫描条件和烧结材料性能对线性精度和内部缺陷产生影响的工具。使用该工具开发改进处理策略的第一步,是预测在制造中的简单特征,如圆柱体和步骤的失真。
选择性激光烧结(SLS)是近十年来发展起来的一组快速原型技术之一,这些技术直接从三维计算机辅助设计(CAD)模型构建对象,而不需要使用工具。CAD模型被切成一堆层,每一层又被转换成一个物理层,与前一层相连。在立体石版印刷(SLA)过程中,利用紫外激光束扫描薄片面积,将感光聚合物树脂一层一层地转化为固体。在层压板制造(LOM)过程中,将切向形状的层压板粘结在一起。在熔融沉积制造(FDM)中,热塑性塑料的轨迹从扫描挤出头铺设而成层。在三维打印(3DP)中,层是由粉末形成的,在粉末上横贯的喷墨头打印粘合剂。SLS是一种热过程,通过扫描红外激光束熔融粉末或部分熔融粉末混合物形成层[1-3]。
这些层制造过程制造的对象用于以下目的:
(a)设计意图的可视化、营销和验证(所有这些程序都适用);
(b)在其物理或机械性能适宜的情况下进行功能测试(例如聚酰胺SLS部件,用于测试聚酰胺部件最终将被注塑成型的性能);
(c)制作熔模铸造牺牲型(SLA、SLS、LOM);
(d)直接制作砂型铸造的熔模铸造外壳或模具(SLS, LOM, 3DP);
(e)用于直接从金属粉末(SLS)中制造注塑模具和压力压铸模具[2,3]。
然而,没有一种加工方法像机械加工那样精确。很难达到plusmn;0.1 mm的线性精度[1,4]。不准确一般来源有三种:
1. 在将CAD模型转换为切片数据时可能存在近似误差。
2. 可能会有机器控制错误。
3. 在将原料转换成成品状态时,可能会出现加工错误。
SLS可能有两种类型的处理错误,这源于其热特性:
1. 冷却到室温的零件会收缩变形。
2. 在层的平面上和法线上都有偏移误差
可以用用于加工型腔的端铣刀的作用做一个类比:刀心的轨迹必须由其半径和一半的厚度从要加工的表面偏移。激光是一种热工具。工具的有效半径和它的长度将随着它所创造的峰值温度的增加而增加。本文主要研究SLS过程的建模,以更好地理解是什么控制了粉末的致密化和胶印精度,以及准确建模的必要条件,并比较了模型的预测结果与实验结果。本文只考虑热最简单的非晶粉末的SLS。粉体液化凝固不存在潜热吸收/演化过程。得到了一种可用于SLS加工的聚碳酸酯聚合物的模拟结果和实验观察结果。
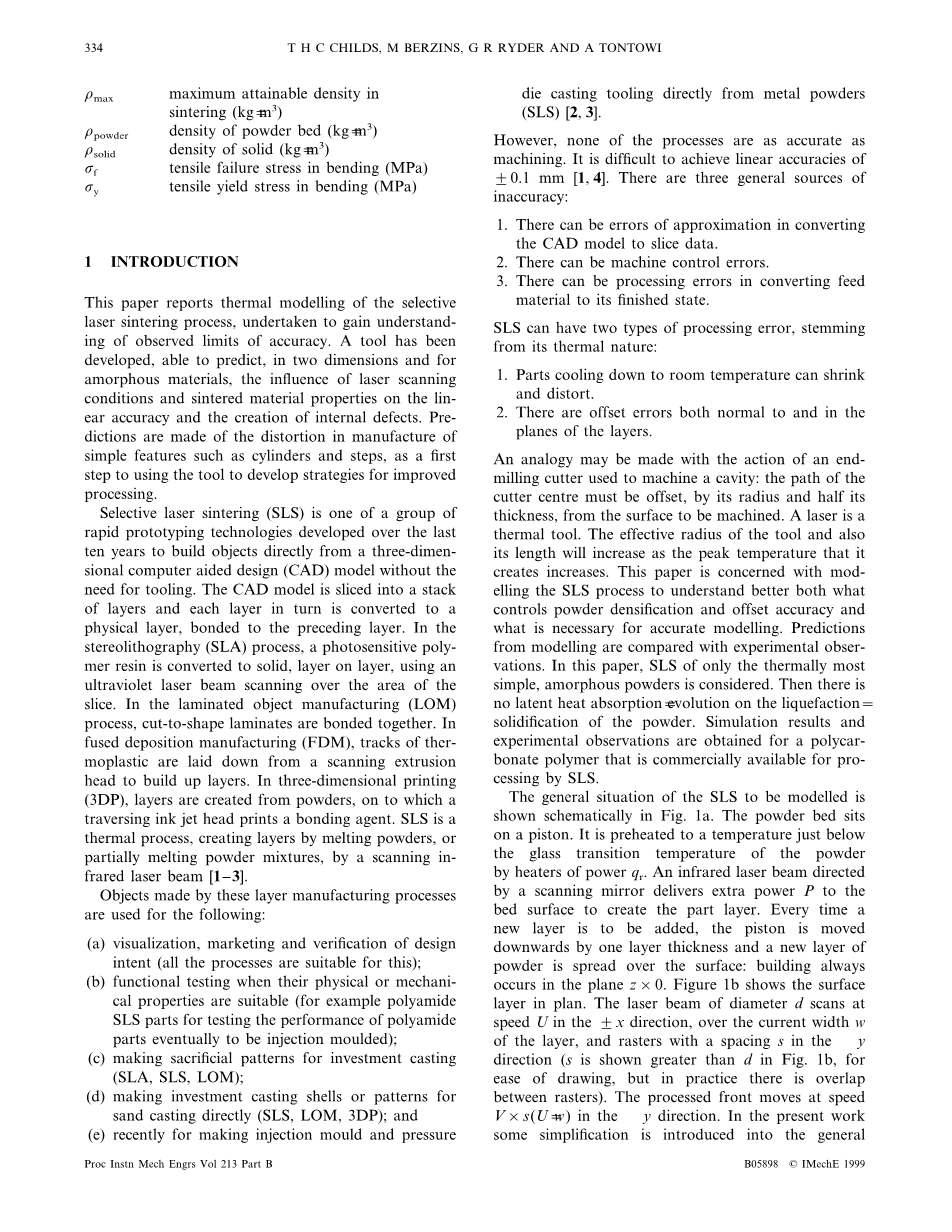
图1 选择性激光烧结工艺示意图
拟建模SLS的一般情况如图1(a)所示。粉末床放在活塞上。通过功率qr加热器将其预热到刚好低于粉末玻璃化转变温度的温度。由扫描镜引导的红外激光束将额外的功率P发送到床表面来创建零件层。每增加一层,活塞就向下移动一层厚度,表面就会铺上一层新的粉末:建筑总是发生在z=0平面。图1(b)显示了平面图中的表层。直径d的激光束在plusmn;x方向扫描速度为U ,在当前层的宽度w,位图与间距 y方向(为作图方便,在图1 (b)中s大于d,但在实践中位图之间有重叠)。被加工的前缘以V= s(U/w)的速度向 y方向移动。本文在一般的三维温度过程模型中引入了一些简化。实际扫描激光点被替换为一个宽度w和长度d的矩形,移动速度为V。单位面积热量,q,等效于与P的要求相当于和实际交付相同的热量来源的部分:
当速度U足够大,使得栅格周期时间w/U远远小于热量扩散d 的时间d2/k时,简化是有效的[5]:
第二个简化是为了方便。在所有要报告的模型中,只考虑了固定宽度w的部分。图1(c)为该零件的一层,示意图为待计算的地下温度分布。
其他作者以前的工作主要局限于一维温度建模[6]。除部分边缘外,温度梯度主要集中在z方向。一维建模时,用热源激活一段时间(波束直径/波束速度)可以很好地预测温度/时间变化。但是,它不能处理边缘效果。这是本文件的新贡献。利用经典(解析)法、有限差分法和有限元法,以三种不同的方法进行了温度建模。结果表明,为了得到精确的模型,必须考虑材料从粉末到固体的热工性能随密度的变化,因此需要采用有限差分或有限元方法。在合理选择平均热性能的前提下,该分析方法能与实验结果较好地吻合。然而,什么是合适的取决于预测密度或尺寸精度是分析的目的。一些这方面的工作已经发表在会议论文集[5、7-9]。随着时间的推移,初步作出的一些假设已被证明是没有根据的,已经检测到一些错误。当本文中的信息与早期论文中的信息相矛盾时,本文的工作就会覆盖早期的研究。在第2节中描述了建模的发展,并在第3节中提出了一系列的实验,以获得用于建模的物理属性数据和测试建模过程。给出了实验结果,并与第4节的预测结果进行了比较。第5节对结果进行了更广泛的讨论,包括分析预测对烧结条件变化的敏感性。
2、理论
对要建模的物理现象及其控制方程的描述,后面的章节是如何求解这些方程。
2.1物理模型
图2a显示了第一层粉末被激光束烧结的过程。图中所示的材料,根据激光产生的温度场以及烧结对温度和时间的依赖,烧结深度为Delta;h1。因此,它已经缩小到厚度dh1。粉末床表面由于Dh1的存在而变得凹陷。图2b为第二层烧结,其边缘垂直于第一层。从第一层是tlayer厚(典型值是0.125毫米)但在第一层厚比这是因为第一层的收缩:Delta;h2 = tlayer Delta;h1-dh1。由于烧结,它收缩到厚度dh2。如果对i层重复该过程,最终达到稳态,dhi独立于i, dhi =tlayer。假设收缩只导致材料在z方向的运动,则任意一层i的平均密度由质量守恒得到:
图2 (a)第一层和(b)第二层粉末的烧结
质量守恒也从第i层密度随z的变化来确定dhi:
Delta;hi对i的依赖性总结如下:
因此,对于除第一层外的每一层,(2d)式给出Delta;hi,(2b)式给出密度随z变化的Delta;hi;最后(2a)给出了该层的平均密度。这些方程也适用于零件边缘附近,Delta;hi和dhi随y而变化,从而可以估计出零件圆边的层密度变化。通过检验确定Delta;h1后,直接从式(2b)中得到第一层的收缩。
密度随z的变化采用Nelson等人的粘性烧结规律[式(3)]计算得到[6]。这些作者给出了聚碳酸酯的A和E/R值分别为A= 8.84 times;1016 s-1和E/ r=21 000 k-1。密度rho;max是一个可调的常数。它是在无限长的烧结时间内可以达到的密度:它的最大值是完全致密材料的最大值,但是如果在一定的rho;max值下,烧结机理发生改变,使E/R的值大得多,则宜取较低的值。
温度/时间的历史元素粉末床上,集成所需的方程(3),发现了通过求解一个移动热源的热传导方程和导电率k允许随位置和温度(烧结材料电导率大于初始粉末及其在macr;存在极大地影响热流)。边界条件为:自由表面边界无热损失;所有其他边界在环境温度下保持不变。热源中轴固定,粉体床沿y方向以V速度运动的方程为:
(当轴固定在粉末床中时, 忽略对流项, 热源成为移动热流边界条件)。聚碳酸酯的比热 c, 从参考[6], 已被假定随温度的变化:
固体聚碳酸酯的电导率 k 也取自参考[6]:
假定k随密度(或孔隙度ε)的变化,即k随位置的变化的来源,
式(5c)推导出k随位置的变化与密度随位置的变化之间的关系为
由式(5c) (5b)导出的电导率随温度的变化由式(5c) (5b)给出
2.2 解决方法
研究了求解方程 (2) 到 (4) 以研究零件密度变化的三种策略。在第一种方法中, 经典的运动热源理论被用来求解方程的近似形式 (4), 忽略了 k 的变化, 但对它作出了不同的选择, 然后方程 (3) 和 (2) 被应用来估计致密和收缩, 如2.2.1 节中所述。在2.2.2 部分中, 利用自适应网格有限差分码同时求解了方程 (3) 和 (4), 并在空间和时间上进行了误差控制;然后应用方程 (2) 来估计收缩率。最后 (2.2.3 节) 实施了一个有限元程序, 该程序在固定步骤中随着时间的增加而依次遵循粉末床的温度、密度和收缩变化。
2.2.1 经典的移动热源法
由Jaeger[10]给出了半无限介质的温度,该介质具有恒定的热特性,速度为V,经过宽度为d、长度为w的热源(图1c),为时间t gt; 0均匀提供热量q。在坐标系(x, y, z)中,原点固定在热源的中心。
如果选择适当的 к 和 k 值, 方程 (6) 可通过五种方式使用:
-
设置 x=0 和 t =infin;, 可以计算出在地表下的恒定深度 z 下温度与 y 的稳态变化。在每个深度 z, 最终密度可以通过方程 (3) 的数值积分沿 y 计算,
资料编号:[4455]

