英语原文共 8 页,剩余内容已隐藏,支付完成后下载完整资料
温度对注塑机涂层磨耗及混合表面处理的影响
P.Boey,W.Ho,S.J.布尔lowast;
纽卡斯尔大学,英国
2003年12月22日收到
2004年11月6日在线提供
摘要
众所周知,玻璃填充聚合物是已知的可控性塑料和壁式铸造成型机和二次涂层和表面处理剂从镀铬到高速氧化燃料(HVOF)WC/Co。 但是,对此类涂层和处理的益处进行定量,例如,在进行非临时选择和有效数据时可用。本研究,特别是设计服装测试仪进行模拟服装的前提条件,这些服装的检测方法-造型机不会对涂层进行评估和表面处理,这些服装的附件是用于测试温度的。该测试仪的概念类似于ASTM橡胶轮磨损试验,除了橡胶轮被一个开槽的钢轮加热到一个固定的温度(高达250◦C)被热空气取代,沙子被颗粒化塑料取代。塑料被车轮捕获并拖过样品,样品也被加热到相同的温度。样品以较小的负载压在塑料涂层的车轮上,通过玻璃填料的磨损和塑料的滑动磨损在接触点产生磨损疤痕。一个特别设计的给料系统允许聚合物原料的控制供应。在玻璃填充的情况下,最好的表面处理是类金刚石碳涂层,但涉及氮离子植入的混合表面处理也表现出优异的磨损性能。
copy;,2004年,由爱思唯尔出版社出版。
关键词:磨料磨损.聚合物注塑.表面工程.模拟
介绍
在玻璃填充聚合物的成型过程中,注塑机的桶和螺钉会有相当大的磨损[1,2]一些涂层和表面处理已经被用来对付这种情况[3–5].在典型的注塑机中,聚合物原料以松散颗粒的形式从料斗注入料桶中。最初,它被旋转的螺丝推动,并沿着桶移动,在那里它被加热和熔化。因此,筒体和螺丝将分别与固体聚合物、半熔融和熔融聚合物接触。当聚合物中的硬填料被挤压和螺丝表面时,会发生磨料磨损。这种磨损的特点将会由于沿桶的不同接触情况而变化。
lowast;通讯作者。
此外,螺杆也可能在枪筒内振动,导致它们之间的金属-金属接触,从而可能发生冲击磨损和粘合剂磨损。聚合物基体或任何其他添加剂都可能引起腐蚀,特别是随着正在处理的聚合物的不同,喷嘴附近的温度可以上升到250°c。为了排名,已经开发了评估注塑机材料的模型测试[4,5],但在这些测试中,对注塑机机筒内摩擦学条件的模拟并不完整,只测试了一些重要的磨损模式。
最近,一种测试已经被开发出来,它更紧密地模拟了在注塑机中进行的磨损过程,并可用于评估如何进行磨损这些在过程的不同点有所不同[6,7]。
0043-1648/$-见封面事项copy;2004由爱思唯尔B.V.doi:10.1016/j.wear.2004.09.039出版
在本研究中,我们进一步开发了这种新型的磨损测试仪,以允许更高的温度运行。先前的工作表明,氮化钢的磨损率非常低,需要更长的测试时间,以确保产生可靠的磨损数据。还开发了一种无人看管数小时的颗粒化聚合物原料饲料系统。
磨损测试仪设计
-
- 磨损试验原理
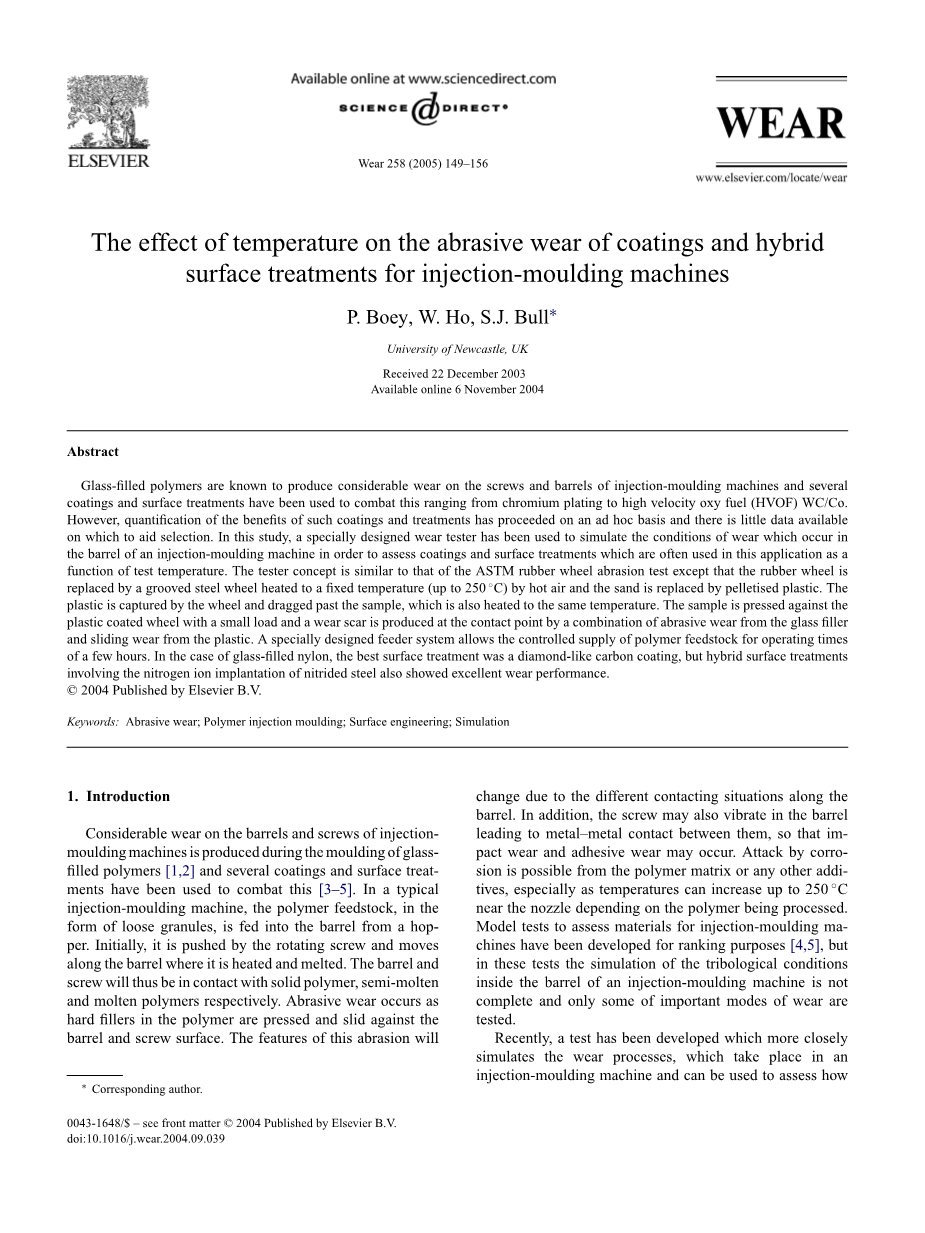
磨损试验基于ASTM橡胶轮磨损试验[8]但是橡胶轮被一个相同等级的钢轮所取代,用于注塑机的桶(图1).钢轮的边缘被精确到10的热气枪加热到所需的温度◦C. 形状金属空气导轨用于将热空气集中在圆盘边缘,以最大限度地加热和减少对流热损失。样品被固定在一个连接到枢轴加载系统的支架中,该系统可以将其压在钢轮的边缘上。样品支架通过筒式加热器独立于钢轮进行加热。样品温度控制在2°◦C.
plusmn;
磨料材料不是砂料,而是一种聚合物颗粒,它从料斗中注入车轮和样品之间的间隙。为了聚合物可以受到一系列的接触压力模拟,模具机的操作压力,样品保持在一个小距离车轮在静态条件下使用弹簧板和充分应用的负荷只传递到颗粒通过接触[7]. 接触压力和持续时间可以通过改变所施加的载荷和车轮速度来改变。
图1。磨损测试仪的设计示意图。
-
- 原料处理
在钢轮的边缘有很小的凹槽,以增加其通过与测试样品的接触来携带颗粒化原料的能力,并减少金属-金属接触的可能性。在最初的设计中,使用了一个楔形料斗系统来容纳塑料原料,其中有一个调节板,用来改变进料速率[7].然而,这种设计不能容纳足够的聚合物原料进行超过30min的测试而不堵塞。这是由于用于测试的聚合物微球的流动特性较差——它们相对较大的尺寸和圆柱形导致在料斗出口形成一个互锁的堆积。钢轮部分位于楔形料斗内,在那里它可以携带和迫使原料通过样品和钢轮边缘之间的间隙和加热原料(当钢轮被加热时),但料斗的壁保持寒冷。该过程只有在楔形料斗中有少量原料时才有效。
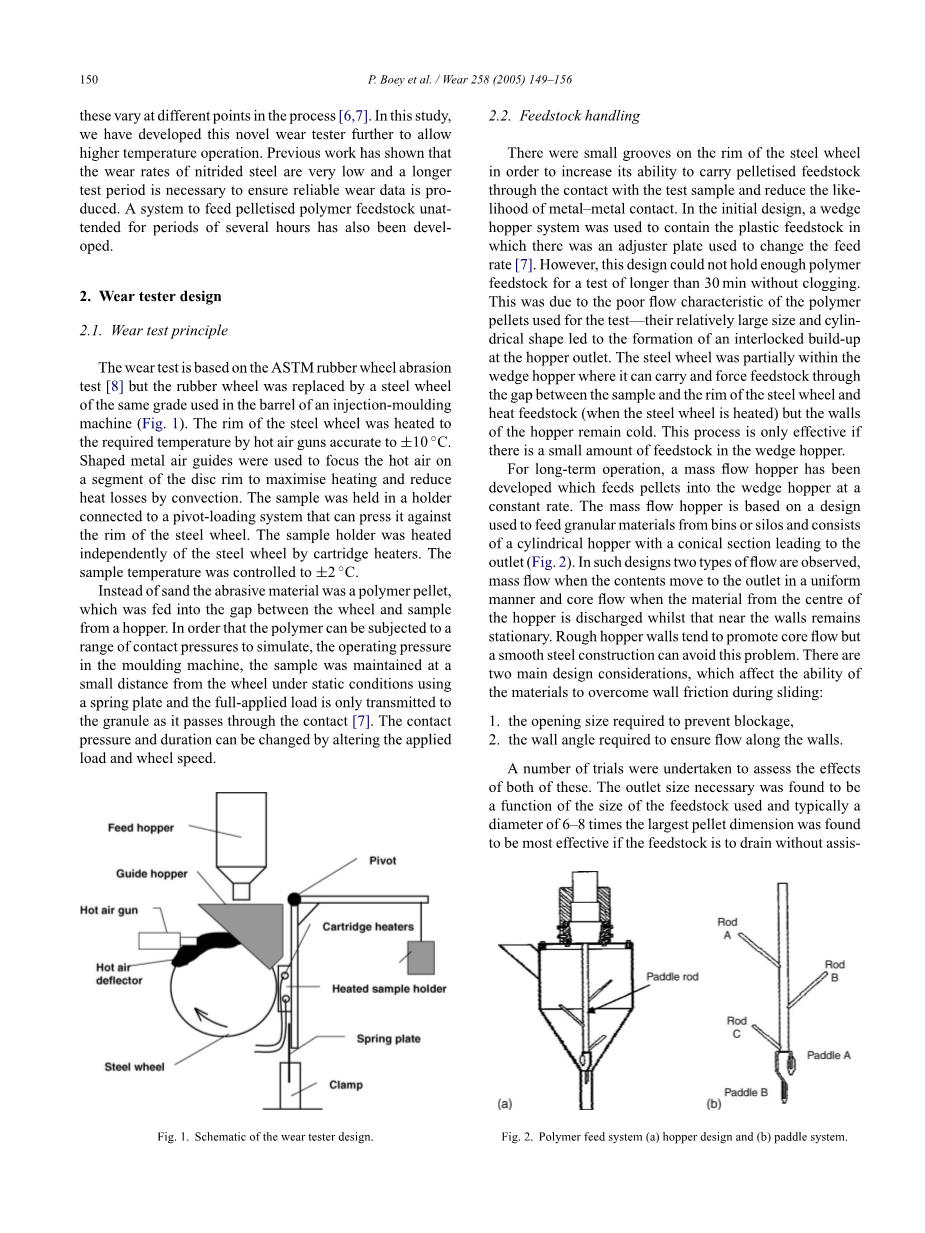
为了长期运行,已经开发了一种质量流料斗,它以恒定的速率将颗粒送入楔形料斗中。质量流料斗基于用于从垃圾箱或筒仓进料的设计,由一个圆柱形料斗组成,其圆锥形部分通向出口(图2).在这种设计中,可以观察到两种类型的流动,当内容物以均匀的方式移动到出口时,质量流;当从料斗中心的材料排出时,而靠近壁的材料排出时,芯流保持静止。粗糙的料斗壁往往会促进堆芯流动,但光滑的钢结构可以避免这个问题。有两个主要设计考虑,影响材料在滑动过程中克服壁摩擦的能力:
- 防止堵塞所需的开口尺寸,
- 确保沿墙流动所需的墙角度。
我们进行了一些试验来评估这两种方法的效果。必要的出口尺寸被发现是所使用的原料尺寸的函数,通常直径为6-8倍的最大颗粒尺寸被发现是最有效的,如果原料是排水没有帮助。
图2。聚合物进料系统(a)料斗设计和(b)桨叶系统。
只有锥半角小于40的料斗才能实现质量流动◦. 不幸的是,这个锥体角度和出口尺寸产生的进料速率远远高于要求,因为与之前的设计相比,需要3kg/h[6,7].锥角为35的锥形料斗◦经过一系列试验,发现出口半径为6mm可以达到正确的流量。在这种料斗设计中,需要在料斗口附近搅拌小球,以确保通过出口的均匀流动,并开发了一个旋转桨系统来实现这一点(图2b).通过将桨叶系统的转速从30rpm改变到150rpm,本研究中使用的塑料颗粒的流量可以从1.75kg/h改变到6kg/h。料斗含有足够的原料3小时,可以在测试过程中从侧端口重新填充。在确定不同料斗填充水平下1min期间排放的质量的测试中,发现整个期间的流量是均匀的。
-
- 颗粒样品接触的控制
采用弹簧板单元模拟注塑机枪筒与螺杆的碰撞,限制金属金属接触总量。可以通过改变夹具的设置位置或通过改变弹簧板的刚度来调整样品与钢轮边缘之间的间隙。通常,间隙被调整为小于原料的尺寸。当臂被加载时,样品支撑会导致弹簧板弯曲,从而产生与加载相反的力。然而,与原料的厚度相比,弹簧板的挠度较小,因此在静载荷时不会发生金属-金属接触。当聚合物颗粒被锯齿轮拾起并拖过接触点时,弹簧板完全卸载,整个试验载荷施加于聚合物颗粒。通过控制弹簧板的刚度和夹紧点的位置,我们可以防止金属之间的金属接触,同时仍然允许聚合物颗粒的满载。在测试过程中,通过位移传感器监测弹簧板的偏转,以确定金属与金属之间的接触程度。当弹簧板在这里时,这发生在总测试时间的5%以内,这与在注塑机中中观察到的情况相当。
-
- 测试温度控制
与之前的钻机设计相比[6,7],最高工作温度已提高到250度◦C通过重新设计热风加热系统和样品支架。一个形状的反射器已经被用来引导来自枪的热空气超过90度◦钢轮轮辋的电弧,大大提高了加热速率,降低了热损失。改装钻机可达到的最高车轮温度为300◦但是温度只能在250度的温度下进行精确控制◦. 样品架经过重新设计,使筒式加热器更接近试件,样品架的最高温度达到316◦C在新的设计中使用了两个75W的盒式加热器。来自样品表面的热损失意味着最大样品温度仅为254°°C. 因此,现在可以在改进的钻机上可靠地进行高达250◦C的测试
最大实际测试温度取决于聚合物颗粒以及对钻机的设计。
对于这里使用的原料,在250以上的温度下可以观察到聚合物的降解◦在更高的温度下进行测试是不实际的。通过改进系统中的保温性能,可以在温度高于300◦C的情况下使用其他聚合物原料进行测试。
实验性
-
- 试验样品
用于注塑工具的涂料和表面处理已从本研究的商业供应商处获得(表1)。基材材料为50mm直径50mm厚10mm的P20钢。这是一个通常用于注塑机部件的等级,在表面处理前已研磨至0.4micro;mRa。
表1
所调查过的处理方法的特征
样品 100克立方体硬
内径(kg/mm2)
在1N正常负荷、室温下对聚合物颗粒的摩擦系数
处理厚度
未经处理的P20钢 391 plusmn; 23 0.48 plusmn; 0.06 –
无电Ni/SiC 990 plusmn; 65 0.22 plusmn; 0.04 10 micro;m
硝化P20钢 1284 plusmn; 112 0.18 plusmn; 0.04 20micro;m白层250micro;m扩散层
硝化P20钢 正常氮离子注入(4 1017N2 /cm2在76keV)
times;
硝化P20钢 高剂量氮离子植入(8 1017N2 /cm2在76keV)
times;
离子豆辅助P20钢上的类金刚石碳
1759 plusmn; 215 0.16 plusmn; 0.03 20micro;m白层250micro;m扩散层植入层sim;0.25micro;m
1520 plusmn; 127 0.12 plusmn; 0.04 20micro;m白层250micro;m扩散层植入层sim;0.25micro;m
1250 plusmn; 96 0.10 plusmn; 0.01 0.4 micro;m
表2
使用的测试参数
参数 设置
钢轮直径 202 mm
钢轮宽度 10 mm
钢轮旋转速度 84 rpm
滑动速度 0.89 m/s
样品直径 50 mm
样品厚度 10 mm
样品荷载 21.4 N
聚合物原料 黑色塑料(玻璃填充尼龙),圆柱形
子弹大小 直径3.8mm,长度10mm
进料率 3 kg/h
试验周期 30–180 min
弹簧板尺寸 长52毫米,宽28毫米,厚-
内径0.4毫米
弹簧板刚度 22730 N/m
在设置改进的测试设备时使用了复合Ni/SiC电镀涂层,因为这些涂层具有相对较低的磨损率,并且可以在测试前抛光到镜面表面。这使得更容易测量磨损疤痕。
先前的工作已经证明,氮化钢在这个试验中表现出最好的性能[7]在一个测试温度的范围内。这种材料的磨损率非常低,只能在比以前的工作中使用的更长的测试中成功地评估。这里描述的改进的钻机能够运行更长的时间,可以在本例中使用。在本研究中,研究了使用混合表面工程处理(即氮离子植入与传统氮化结合)提高性能的可能性,并与最近开发用于注塑模模具应用的类金刚石碳涂层进行比较。
-
- 试验条件
用于比较所有样品的测试参数总结在表2. 测试在室温和250度之间进行◦C. 在每个温度下进行了三次测试,以确定平均磨损性能。在高温试验中,必须运行钢轮,并确保在放置料斗之前其温度达到并稳定在所需的值。在枢轴加载系统的载荷吊架的末端增加了10n的载荷。当聚合物原料通过样品与钢轮之间的间隙时,该载荷使聚合物颗粒对样品产生21.4N的接触力(因为弹簧板已完全卸载)。
聚合物原料为玻璃增强尼龙6/6(Ve
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[603697],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

