英语原文共 7 页,剩余内容已隐藏,支付完成后下载完整资料
自由支撑内部雕刻的3D打印技术
摘要:近代的内部雕刻方法需要繁琐的切胶制造工艺,于是我们提出一个方法来生成内部孔隙,不仅满足功能的需求,也在3 d打印过程中应用。我们引入一个支撑自由单元结构图形和引出壁厚参数化持续优化的方法。设计了一个离散的抖动算法保证打印的顺利进行。内部空隙通过交替优化和反复抖动来雕刻。应用我们的方法来静态优化,并打印各种产品来评估此种方法的效果。
关键词:内部雕刻;自由支撑;体素抖动;形状优化;3D 打印
1、简介
内部雕刻是对物体内部空洞的造型,不影响其外观。实际制造操作修改的基本物性,如重量、质量和转动惯量,用这种方法来实现其功能的目的。内部雕刻对于现代的工业发展是非常有用的,即使是一个简单的工艺品。一去尝试手工挖空也是一个很繁琐的过程。为了克服这些困难,最近的工作已经研究了几种自动计算中空数字模型的方法。利用这些方法和日益流行的3D打印机,个人用户可以轻松制作功能的物体,站在地面的设计,围绕一个轴旋转的物体,能够漂浮在液体上用来承受载荷。
主流的3D打印技术,如熔融沉积成型(FDM)和光固化(SLA)、沉积材料逐层建立一个有形的产品。在打印过程中,为了防止悬垂部分的脱落,需要额外的支撑结构,例如支撑内部空隙的天花板。支撑结构影响计算的物理性质,因此必须从打印对象中移除。然而,这个过程通常会在物体表面留下视觉上不好看的裂纹。更糟糕的是,物体内部空隙内的支撑材料不能直接取出。以前的工作解决这个问题,首先将模型切割成单独的部分打印,然后将打印的部分粘在一起,但是这是一个繁琐的过程。
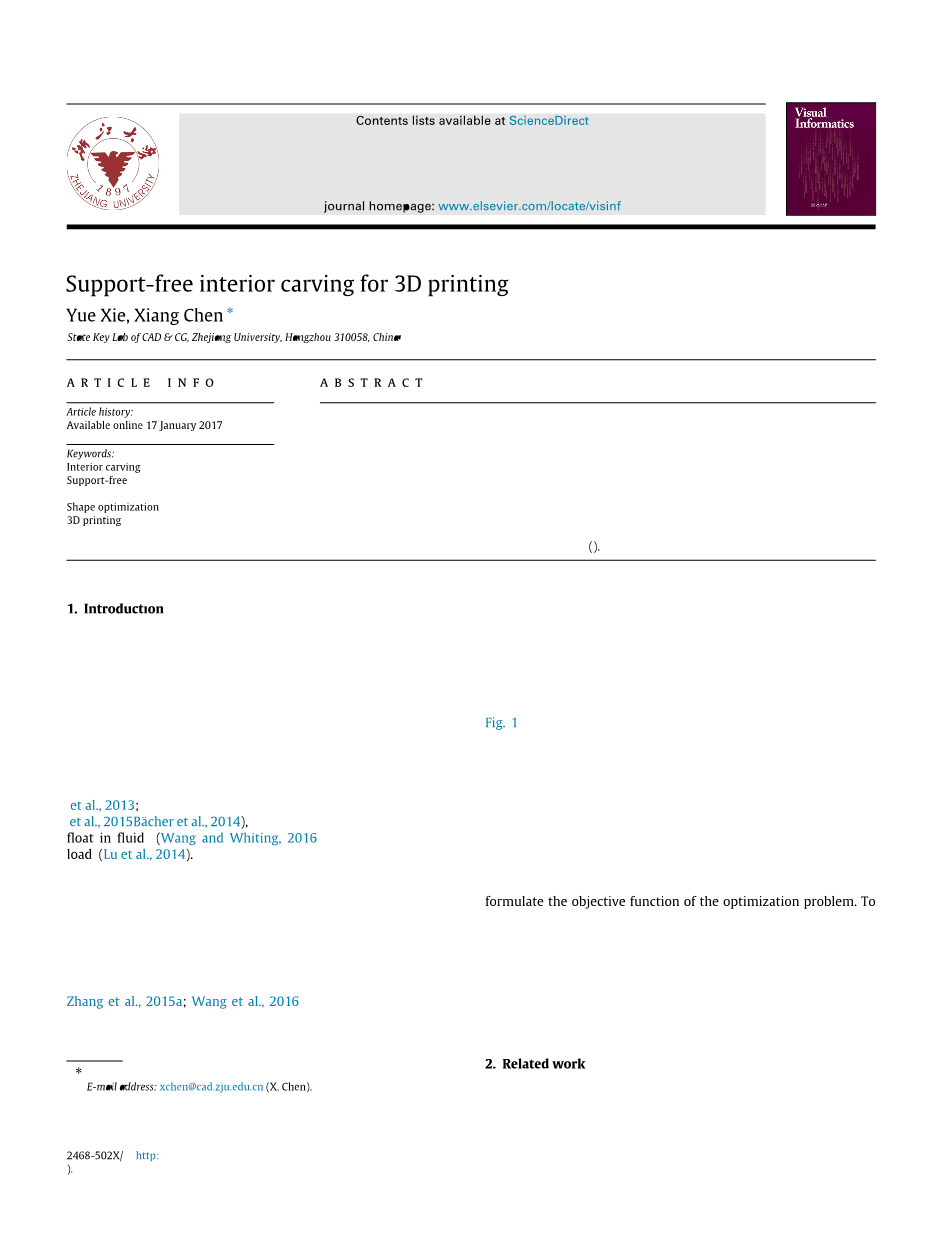
由于ABS和PLA等塑料材料的特性,FDM打印机可以在不使用支撑材料的情况下建造倾斜的薄壁物体。受这一现象的启发,我们认识到,通过约束结构和边界斜坡,可以使内部空隙得到自由支撑(如图1)。具有这样内部空隙的物体可以作为整体来打印,消除了任何支撑结构和形状分解的需要。
本文提出了一种在满足用户指定功能的情况下,自动生成支撑内部空隙的新方法。我们设计了一种体素结构,自立在内部空间打刷和使用它作为的基本结构单位。进一步来说,我们将支撑自由的体素结构加入到内部雕刻优化框架中,以实现所需要的设计功能。具体来说,我们使用的壁厚参数积分在每个体素和使用它们来制定该优化问题的目标函数。如何在优化产生的死角,我们开发了一个高效的抖动算法确保打印适性和保留支撑自由的性质。内部空隙反复雕刻交替应用程序特定的非线性规划和死角体素之间抖动。应用方法设计静态平衡的对象和可打印对象,不使用任何内部支撑来打印出物体。
2、相关的工作简介
三维打印技术为复杂几何形状物体的制造提供了方便的途径,因而在计算机图形学界引起了广泛的关注。本研究的一个步骤是用新的方法优化3D打印过程的,如打印方向、切片、分解和打包。这项研究的另一项检测和修复3D打印模型本身的结构问题,如应力分析和成本效益的打印。
(a) 打印特写 (b) 内部的空隙 (c) 成品
图1 自由内部雕刻。(a)在打印过程中马的特写镜头,里面没有任何支撑结构。(b)无支撑内部空隙的截面图。(c)整匹马可以平稳站立。
经济实用的支撑结构是三维打印产生技术的一个研究热点。提出了一种树状支撑结构的生成方法,以降低材料成本。使用的脚手架结构提高悬空部分的打印的质量。通过设计一种方法,通过将整个物体切割成金字塔形零件来大幅度减少必要的支撑结构。最近,提出了一个交互式雕刻系统,用于设计支撑免费的模型。所有这些方法都优化了物体外部的支撑结构,这些结构在打印后比较容易去除。相反,我们的方法侧重于消除物体内部的支撑结构,这是不可能在物体没有破碎的情况下消除的。
我们的工作涉及到三维打印对象的内部雕刻方法。肉眼观察空鼓输入模型的一个启发式的方式生成静态平衡的对象。设计的可纺性模型利用体积的体素化解决镂空的每个体素的状态优化问题的自适应。本身不能满足功能要求时上述两种方法都会使内部空心化,使物体的外表面变形。与基于体积的方法不同,将输入网格的偏置曲面作为内部形状进行优化,提出了一种加速计算的子空间方法。这种设计的灵感来自以前的工作中,我们采用有限元输入模型和设计迭代算法优化和合并体素。然而,我们设计了一种特殊的无支撑结构,并将其用作体素,使得优化结果可以直接打印出来。此外,我们还没有将空心化变量优化为二元状态,而是利用每个体素的壁厚作为优化变量,本质上是连续的。
以前的工作已经研究了如何将添加剂制造考虑到拓扑优化中。例如,将给定的密度场映射到具有不同半径的格子的结构中。提出了另一种方法来防止代出大于给定的角。然而,这些方法要么在优化过程中不能完全消除悬置的支撑,要么牺牲算法收敛时执行额外的约束。于此同时,我们提出了一个非常类似菱形的单元,它是自支撑的。虽然他们的重点主要是改善机械刚度,我们通过实验法,通过优化静态和旋转的三维打印对象来保证其稳定性。
- 内部自由支撑雕刻
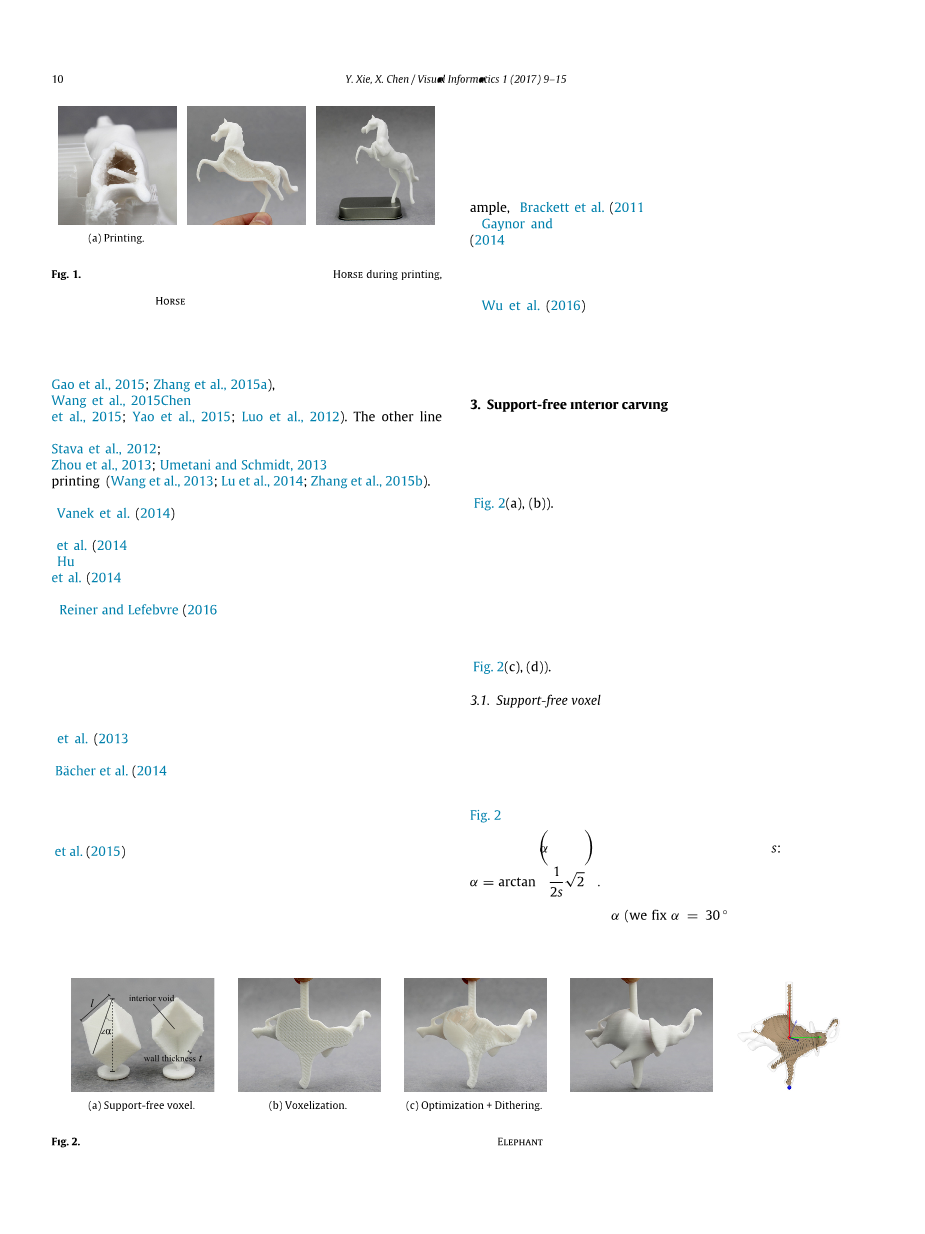
我们介绍了一个计算框架雕刻自由支撑内部孔洞的对象。以三维三角网格作为输入,我们首先将有限元体积建立和完善一个八叉树算法。每一个体素是一个支撑的自由体,其核心部分是中空的壁厚控制(见图2(a)、(b))。本文对常见的积分在每个体素作为其壁厚分析功能。在参数化的基础上,利用所有体素的壁厚作为变量,建立了期望应用的连续优化问题。优化后,我们对不可打印体素进行抖动,同时保证整个结构仍然是免费的。最后,通过交替的壁厚优化和体素抖动,我们得到一个镂空的模型,既满足预期的功能目的,可以打印而不使用额外的支撑来支撑内部的空隙(见图2(c),(d))。
3.1、支撑自由体
基于框架的基本单元,我们需要一点:(1)自主支撑打印;(2)可以平铺占据内部空间;(3)可以通过计算的方法改变其镂空状态。
一个关键的点是,空心菱形,即一个立方体对角线方向缩放(图2(a)),满足上述要求的。在这种单元结构中,所有的壁都具有相同的斜率,这取决于尺度因子:
具有足够小的角(我们取),打印没有支撑的结构是安全的。使用这样的基本单元,我们改进了一个八叉树算法来生成完全占据物体的平铺体素(图2(b))。每个体素VI的腔体体积可以通过其壁厚TI来调节。体素VI是空的,如果TI = 0和固体,如果TI = 0.5 L,其中L是边长(图2(a))。利用体素的壁厚,可以控制模型的质量分布,满足各种设计指标。
(a) 支撑自由体. (b) 体素化.
(c) 优化 抖动. (d) 成品.
(e)内部的空隙
图2支撑自由化。(a)支撑自由体素。(b)使用支撑自由体为基本单元的象最初的体素化。(c)壁厚优化产生的内部空洞截面图和鬼体素抖动。(d)不使用内部支撑材料的打印结果。(e)内部空隙突出。蓝色点是地面接触点,透明/实心箭头是输入/结果的主轴。
图3中 自由体素和抖动二维支撑。(a)无体素的二维支撑体素。(b)死角的体素壁厚度接近于0。体素的抖动开始标记为#39;seed”。(c)种子体素之间的薄壁和它的一个移除的相邻的体素。(d)检测到一个无效的删除操作,壁上用红色突出显示成为浮动(非输出)。(e)抖动后内部空洞。体素合并成三个互斥的集合,而整个结构仍然是支撑自由。
3.2、体积积分参数
在质量分布优化问题的能量函数,如使其等同于函数,是由积分来组成的形状。例如,质量C的中心被定义为
(1)
其中p是位置向量,v是输入模型的主体,Vh是其中的空心部分。为了计算体素壁厚的解析表达式,我们将公式中的空心积分改写为每个体素的积分之和(1):
(2)
其中,ti是体素VI的壁厚,而VI(TI)是VI的中心中空部分。
为了简单起见,我们用一个二维的体素(图3(a))来证明我们的推导。进行上述整合在一个局部坐标系的X′0Y′是平行于体素边界:
.
其中,标准化向量在轴X和Y方向,J是坐标变换的可比矩阵,并在X′0Y′定义VI的整合结果的集成域的坐标是一个三次多项式(ti),和系数C0,C1,C2,C3是常数向量| [J]. |计算。
上述推导可以简单地推广到不同的应用程序,实际上,我们可以定义vi(TI)上的积分作为泛函。
在被积函数f(P)是根据特定的应用程序。例如,用于旋转它是壁厚。无论哪个被积函数使用的函数方程的上述整合结果总是相对于TI的封闭形式的表达式。三维体素参数化非常类似于2D案例(详见附录A)。优化基于上述参数化,我们定义了一个一般的优化问题,使用壁厚为变量:
在M和N的一些体素甚至一些可定制的体素,和能源E之间的关系定义本功能的这些单元表为特定的应用。
3.3、死角的抖动
当连续优化的目的,我们得到了一组理想的壁厚tiisin;[ 0,0.5l ]。然而,由于3D打印精度,存在一个最小可打印厚度Tmin。体素不能有效地打印如果壁厚小于Tmin。
我们显示非打印体素的优化结果为G = {Vi | tile;Tmin },即鬼集。确保打印质量,我们需要重新分配这些鬼集的壁厚0(删除)或tmin(可打印)。 我们希望这种改变能使新壁厚度尽可能接近连续优化值。同时,我们还必须确保它不会导致任何浮动壁(图3(d))。本质上,这是一个具有指数复杂性的离散优化问题。
我们采用让步的策略来处理抖动(连续到离散)问题。具体来说,我们执行深度优先搜索(DFS)逐步消除壁相邻的鬼体素之间的厚度接近0,同时保持整个结构的自由支撑的性质。算法1总结了完整的算法。
我们使用2D案例来说明这个过程(图3)。从具有厚度接近0的死角体素VI开始,我们将其添加到访问记录A并检查其相邻的元素。每个死角相邻的元素VJ也有厚度接近0,我们要设法消除VJ和已经在相邻的元素之间的墙(图3(c)),并检查是否上墙成为浮动VJ。如果有这样的墙的存在(图3(d)),我们把墙拆掉;否则,我们加入了其他体素为递归考虑相邻的元素。当没有更多的体素被添加到a(图3(e))时,DFS停止。最后,我们将按照所有剩下壁的死角。
3D打印的情况相似,除了每个体素有六个相邻的元素。图2(c)示出了3d模型上的死角体素抖动的结果,该3d模型在不使用内部空隙的任何支撑材料的情况下被打印。
3.4、迭代优化
我们的特定于应用程序的优化的方法解决了每个体素壁厚的问题,然后抖动所有的死点体素,确保可以打印。在抖动过程中去除了死点体素之间的大部分壁,只留下部分必要的以保持整个结构的支撑自由性质。由于抖动改变了死点体素的壁厚,我们采用一种迭代优化策略来替代连续优化和离散抖动,直到体素结构不再改变为止。我们列出下面所有的步骤:
初始化。在开始的时候,我们输入模型和预先计算每个体素的参数化系数。
不断优化。在每一次迭代的第一阶段,我们用框约束的范围(0,0.5 l)求解壁厚的连续优化(非线性规划)。
死点体素的体素。在第二阶段的迭代,我们所有的两个死点体素改进他们的两个离散性{0, tmin}。那之后,每个F的能源功能,我们添加一个补偿,不断优化和重新启动。
注意,我们记录了以前迭代中形成的连接腔(见图3(e))。我们不抖动死点体素在连接腔除非任何这样的体素的最佳厚度tigt; 0.5按照当前迭代。我们发现,该方法常常加速抖动速度和收敛速度。
总而言之,当两个连续迭代之间的抖动结果没有变化,或者达到最大迭代次数时,我们就打破了循环。最后,我们从用于打印的体素结构中提取内部空隙。
4、应用和结果
我们将第3节中描述的自由支撑内部雕刻框架应用于两个设计问题,并打印真实对象进行验证。
我们实施和测试在英特尔i7-4770 3.4 GHz CPU和16 GB内存的台式PC机上。所有程序都在一个线程中执行。该例用于解决连续优化。所有结果由低成本,打印机使用PLA材料打印。我们配置打印软件,禁止在内部空隙内产生支撑结构。
物体的大小在10厘米到20厘米之间。确保壳体厚度足以打印,我们收缩的外表面向内0.5毫米获得体素化边界。可打印的最小壁厚为0.25毫米。
4.1、静态平衡物体设计
提出了一种静态稳定性设计,利用凹陷在物体内部的方式来调整其质量中心。由于内部空隙的存在,它们必须打印多个分解的部分以除去其中的支撑材料,然后将它们粘合在一起。
我们使用我们的优化方法生成可以打印成整体的物体对象。我们定义的目标函数为水平距离的平方,之间与地面接触的区域中心:
其中T是矢量叠加体的壁厚,C可以被写为参数化公式
因此,目标函数是t的解析函数,它的雅可比矩阵是直接推导的。
通过图1和5显示优化和打印结果对比,注意如何通过优化将质量中心从外部接触到内部接触区域。更重要的是,所产生的内部空隙自由支撑。我们可以看到大多数壁间死点体素去除形成大的连通空间,而其余的墙柱穿过稀疏的空隙。迭代优化对结果是至关重要的,例如球体内部空隙主要分裂成不同迭代中形成的左右部分(见图4)。
结构的体素化和性能统计数据列于表1。所有模型(上行),我们的使用5个迭代内收敛的方法,而运行时间取决于自由度。与连续优化相比,参数化和抖动所需的时间更少。
在表2中,我们计算目标点
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[478589],资料为PDF文档或Word文档,PDF文档可免费转换为Word

