英语原文共 13 页,剩余内容已隐藏,支付完成后下载完整资料
堇青石内层失效对泡沫铸造过程的影响
摘要
本文讨论了难熔堇青石内层对由失效泡沫铸造工艺获得的Al-Si和Al-Cu外壳的结构和机械性能的影响。 到目前为止,还没有关于文献中有关堇青石内层研究的报道,而且堇青石陶瓷从未用于铸造厂。
鉴于这些事实,本文研究了使用堇青石制造蒸发模型耐火砖的可能性。 我们的研究结果表明,堇青石陶瓷的应用在Al-Cu和Al-Si铸件中与滑石基耐火内层相当,而堇青石由于其较高的熔化温度而在Al-Cu情况下有利。
关键词:堇青石,消失模铸造工艺,优质铸造,滑石
一,简介
对于通过失泡沫铸造工艺进行铸造,使用无砂的模具。 生产模型和浇注系统
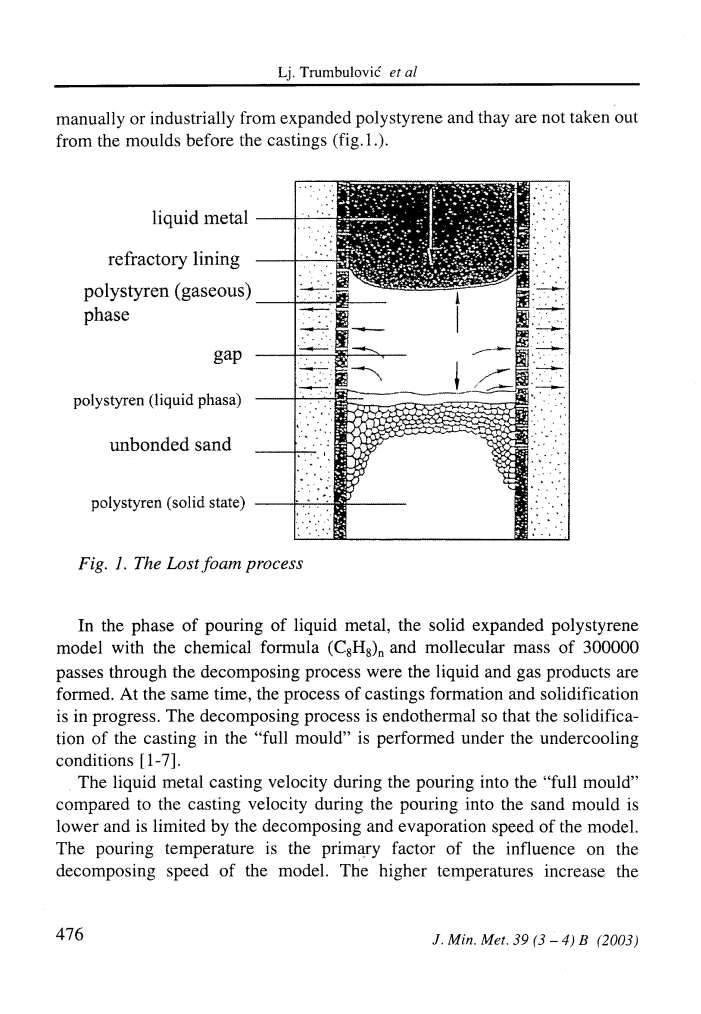
用手工或工业方法从发泡聚苯乙烯制成,并且在铸件之前不会从模具中取出(图1)。
..·..
耐火内层
聚苯乙烯(气态)相
间隙
聚苯乙烯(液体相)
无粘结的沙子
---- 11 ----, - SIIS ---
----.
--
.. ... ......
.
图1.失落的泡沫过程
....
在液态金属浇注阶段,化学式为(C\H\)\且分子量为30万的固体发泡聚苯乙烯模型通过分解过程形成液体和气体产物。 同时铸件形成和凝固过程正在进行中。 分解过程是吸热过程,因此在“完整模具”中铸件的凝固是在过冷条件下进行的(1〜7)。
在浇注到“完整模具”期间,与浇注到砂模中的浇注速度相比,液态金属浇注速度较低并且受到模型的分解和蒸发速度的限制。 浇注温度是影响模型分解速度的主要因素。 较高的温度会增加模型的
分解速度以及气体和液体形成的速度以及金属中的压力增加。 浇注温度必须与制造模型的聚合物类型相关联,主要通过比较模型密度[8-9]。
除了浇注温度和模型密度之外,影响铸件质量的重要因素还包括模型耐火内层的类型和厚度(图2,3),模具制造用砂的渗透性以及铸造和浇注系统的结构。 为了在这个过程中获得积极的效果,这些参数必须事先确定每个精确的铸件,并且需要长时间的研究[7,10-16]。
35
30
---- --- #39;--'·---------l
25
20
E 15
10
'
5
0
100 150 200 250 300 350 400
内层的厚度,mu;m
.... -------- ----···- --- --- --------------------
图2.气体通透性对内层厚度的依赖性[7]
1.1。耐火内层的一般方面
模型耐火内层必须满足Lost foam工艺的许多具体要求:
应对衬砌的耐火度,
渗透性应与用于模具制造的砂的渗透性相匹配:高渗透性内衬用于粗砂和中等和低渗透性内衬用于细砂,
应该有控制和调整衬层厚度的可能性,
-快速干燥,
-模型上应该可见干燥层,
-内层应该容易坚持模型,
-适当的强度,耐磨损性,储存期间抗裂性,在制模过程中抗弯曲和变形,
-如果粗砂用于模具制造和高铸造温度,那么耐火衬层应该更厚[16-18]。
30
25
S 20
10
9
8
7
,.-._
15
t
i::
(l.)
10
..-l
5
0
0
6
4
3
2
40 80 120 160 200
#39;-'#39; #39;
传热系数(W / mC)
--- ------ --- ------- -- -- ---- ----------- ---------------- -------------
图3.绝缘内层对金属流动和浇注时间的影响[7]
根据目的,耐火内层代表超过15种组分的复杂混合物。 四个基本组分是难熔粉末,液体载体或溶剂,粘合剂和维持悬浮剂。 在市场上,内层是以商业名称交付的,其成分和制造技术是保密商业秘密。 有各种类型的内层,特别是满足不同的铸造程序,材料类型和铸造配置的众多要求。 然而,为了实现材料的最佳类型和内层厚度的选择
以及由失泡沫工艺获得的铸件的配置,这些是进一步研究的永久需求。
1.2.堇青石和滑石粉
堇青石被分类为特殊的陶瓷绝缘材料。 它是一种多孔材料,由氧化物MgO,Al\O\和SiO\组成。 作为矿物质2MgO·2Al\O-\5SiO\的堇青石在自然界中很少见到,所以它通常是为了工业需要而综合获得的。 堇青石的合成可以直接从氧化物MgO,Al\O\SiO\或从这些氧化物载体的天然原料中获得。 为了这些目的,使用诸如高岭土,滑石和技术粘土材料的原材料。 堇青石在温度下融化
温度1460-1550℃。 堇青石质量的烘烤间隔很短,这是堇青石陶瓷生产中的基本问题。 如果在最佳温度以下进行烘烤,则不会形成足够量的堇青石,并且如果在最佳烘烤温度以上进行,则形成的堇青石的一部分将分解成镁的堇青石和偏硅酸盐。 在这两种情况下,这都会对堇青石的技术特性产生负面影响[19-21]。\
为了扩大合成条件的时间间隔并改善这些实验中的许多性能,使用堇青石混合物的添加剂 - 长石含量为5%[8]。
这样,合成条件的间隔扩大到40-600℃。 堇青石陶瓷的广泛应用是由于其性能 - 低感应能力,低热膨胀系数,高抗热冲击性和良好的机械性能。 堇青石陶瓷属于热膨胀系数非常低,热稳定性好的材料,用作电晕器件中的绝缘元件和细节[20-21]。
滑石是氢硅酸镁,其通式可表示为H\Mgz(Si O\)\或Mg\(OH)
Si\O\),其中Al TF118)O\,FeO,NiO,CaO作为杂质。 莫氏硬度为1,密度为2.6-2.8 g / cm\。 滑石由于其具有低硬度,粘附能力(表面内层),高熔点,化学惰性,低导电性,明显的吸收油脂的能力,这样,合成条件的间隔扩大到40-600℃。 堇青石陶瓷的广泛应用是由于其性能 - 低感应能力,低热膨胀系数,高抗热冲击性和良好的机械性能。 堇青石陶瓷属于热膨胀系数非常低,热稳定性好的材料,用作电晕器件中的绝缘元件和细节[20-21]。
滑石是氢硅酸镁,其通式可表示为H\Mgz(Si O\)\或Mg\(OH)Si\O\),其中Al TF118)O\,FeO,NiO,CaO作为杂质。 莫氏硬度为1,密度为2.6-2.8 g / cm\。 滑石由于其具有低硬度,粘附能力(表面内层),高熔点,化学惰性,低导电性,明显的吸收油脂的能力。
2.试验
一些堇青石质量已经被研究用于生产聚苯乙烯模型的内层(表1)。 样品1(内层名称:C)获得最佳结果。
表1.堇青石混合物的回收率(质量%)
|
样品 |
粘土 |
滑石 |
矾土 |
纯橄 |
长石 |
|
1 |
24 |
47 |
24 |
- |
5 |
|
2 |
81 |
- |
- |
19 |
- |
|
3 |
79 |
21 |
- |
- |
- |
内层C的生产具有以下组成:
- 粒径为40mu;m和90质量%的堇青石基耐火粉末,
- 悬浮维持剂,羧甲基纤维素至多0.5%
- 粘合剂,膨润土,最大。 1质量%
--Na\P\0\1-2质量%
- 液体载体,水悬浮密度为2 g / cmbull;
在内层中使用少量的粘合剂,因为粘土从堇青石的质量含量中代替了粘合剂的作用。
为了进行比较检查,使用了基于滑石的内层(名称:
-
与休耕组成:
- 耐火粉末 - 滑石显示高达88质量%,粒度40
micro;m,
-
- 粘结剂:3质量%的膨润土,
- Bindal H:8质量%
- 糊精:0.5质量%卢塞尔0.5质量%
- 液体载体:水,密度必须达到2 g / cm\bull;
内层通过浸渍和溢流施加。 将内层“簇”在环境温度下干燥24小时。 干燥后,通过失泡沫工艺进行铸造并测试铸件质量。 测试
在720℃的铸造温度和内层C和T(名称:Ac,A\)以及在铸造温度为1200℃的Cu-Al合金下以及用内层C(名称:Be)。
3.结果与讨论
表2列出了内层C和T的化学成分。
表2.内层C和T的化学成分,质量%
|
指定 |
二氧化硅? |
Al7O, |
Fe2O1 |
曹 |
氧化镁 |
|
C |
46,2 |
28,0 |
2,4 |
6,18 |
15 |
|
T |
60,86 |
4,11 |
1,28 |
1,07 |
3,1 |
偏光显微镜上的C和T悬浮液制备试验结果如图4和图5所示。
,·
在陶瓷内层C的悬浮液中,显示了与粘合剂相连并且均匀分布在溶剂中的微小不规则堇青石标尺的存在。 观察所制备的内层悬浮物滑石基础,注意到尺寸小于20mu;m的滑石和亚氯酸盐的微小不规则鳞片。 鳞片在内层物质中分布相当均匀,并通过六偏磷酸盐连接。
内层悬浮液中耐火填料分布的均匀性取决于内层应用过程中悬浮液的制备。 必须提供持续的缓慢混合,保持规定的密度(2g / cm\)和温度(20-22℃)。 所获得的内层C和T没有开裂,没有结垢或擦除。 在铸造和振荡铸造出铸模之后,内层很容易从铸造表面移除。
通过电子显微镜获得的显微照片分析显示样品C包含大小颗粒和细孔的混合物。 表面形态的变化是不可见的,然而,随着放大倍数的增加,样品表面可见多孔的外观(图6)。 滑石颗粒具有相同的尺寸和相似的形态(图7)。 从用作耐火填料的陶瓷粉末的方面来看,晶粒尺寸差异是有利的。 由于粒子之间更好的对应关系,不同粒径的粒子有助于在图案上获得更好的均匀连续内层。
图6.样品C的SEM照片 图7.样品T的SEM照片
用于制造耐火内层的堇青石混合物(组成1,表1)的X射线衍射图显示存在具有堇青石主要作用的玻璃相(图8)。 在结构中检测到少量尖晶石和长石。
为了确定组分彼此反应的温度,使用加热显微镜对堇青石进行研究。 研究结果表明,在900°C以下不会发生变化,在1020°C时开始轻微收缩,在1300°C时开始膨胀,在1320°C时四舍五入,在1360-1370°C之间的温度下熔化并运行。 因此,已经建立了获得用于制造内层的堇青石的烧成范围。
K - 堇青石
,.s
s - spinet
一石英
LO \K
Q
10.0
20.0
30.0
0.0
50.0
50.0
70.0
图8.内层C悬浮液的X射线照片
内层悬浮液T的X射线衍射图(图9)显示滑石的主要存在。
T H
H
T - ta Ik
H - hlorit
2B-
70 0
60.0
50.0
40.0
30.0
100 20.0
05
1.0
1 5
图9.内层T悬挂的X射线照片
脱模之后,得出的结论是,铸件是模型的精确副本,而且没有渗透和烧结内层的砂和发生了铸造。 内层很容易从铸件表面移除,因此不
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[478217],资料为PDF文档或Word文档,PDF文档可免费转换为Word

