英语原文共 11 页,剩余内容已隐藏,支付完成后下载完整资料
反应烧结碳化硅装甲材料制造缺陷的特征、结果和检测
Ian G Croucha,c,n, Manasa Kesharajub,c, Romesh Nagarajahb,c
a装甲解决方案,特伦镇,维多利亚州3458,澳大利亚
b工程与工业科学学院,斯威本科技大学,霍索恩区,维多利亚州3122,澳大利亚
c国防部材料技术中心,霍索恩区,维多利亚州3122,澳大利亚
2015年5月13日来稿,2015年6月15日修订;2015年6月17日定稿
2015年6月25日在线发布
摘要:
具有高硬度值(410GPa)、高弹性模量(4300GPa)和良好的抗弯强度值(4350MPa)的陶瓷是优异的装甲材料。但是,它们通常非常昂贵(4$10/kg),且难以成形。因此,在先进装甲系统中军用车辆使用常规几何形状(通常为正方形或六边形)的瓷砖。然而,防弹衣的应用中,需要将单片陶瓷形成双曲面、甚至三重曲面的形状,以便更好地符合人体躯干。在澳大利亚国防材料技术中心最近进行的一项关于用于防弹衣部件的成型技术的综述中,尽管其他的技术, 如粘性塑料加工 (VPP) 正在建立,但胸甲的单轴加压工艺仍然被认为是最可行和可商业化的工艺。干压路线的一个具体变型被称为反应烧结或反应粘合,其中预压的干燥粉末压块在升高的温度下用液态金属渗透。然而,该过程容易形成一系列制造缺陷,其中一些对成品的冲击行为和防弹性能极其有害。本文结合当前和未来的 NDI 技术, 讨论了这些缺陷的产生、原因和影响。
amp; 2015 Elsevier集团和Techna集团保留所有权利。
关键词:陶瓷装甲;反应烧结碳化硅;制造缺陷;无损检测
1.简介
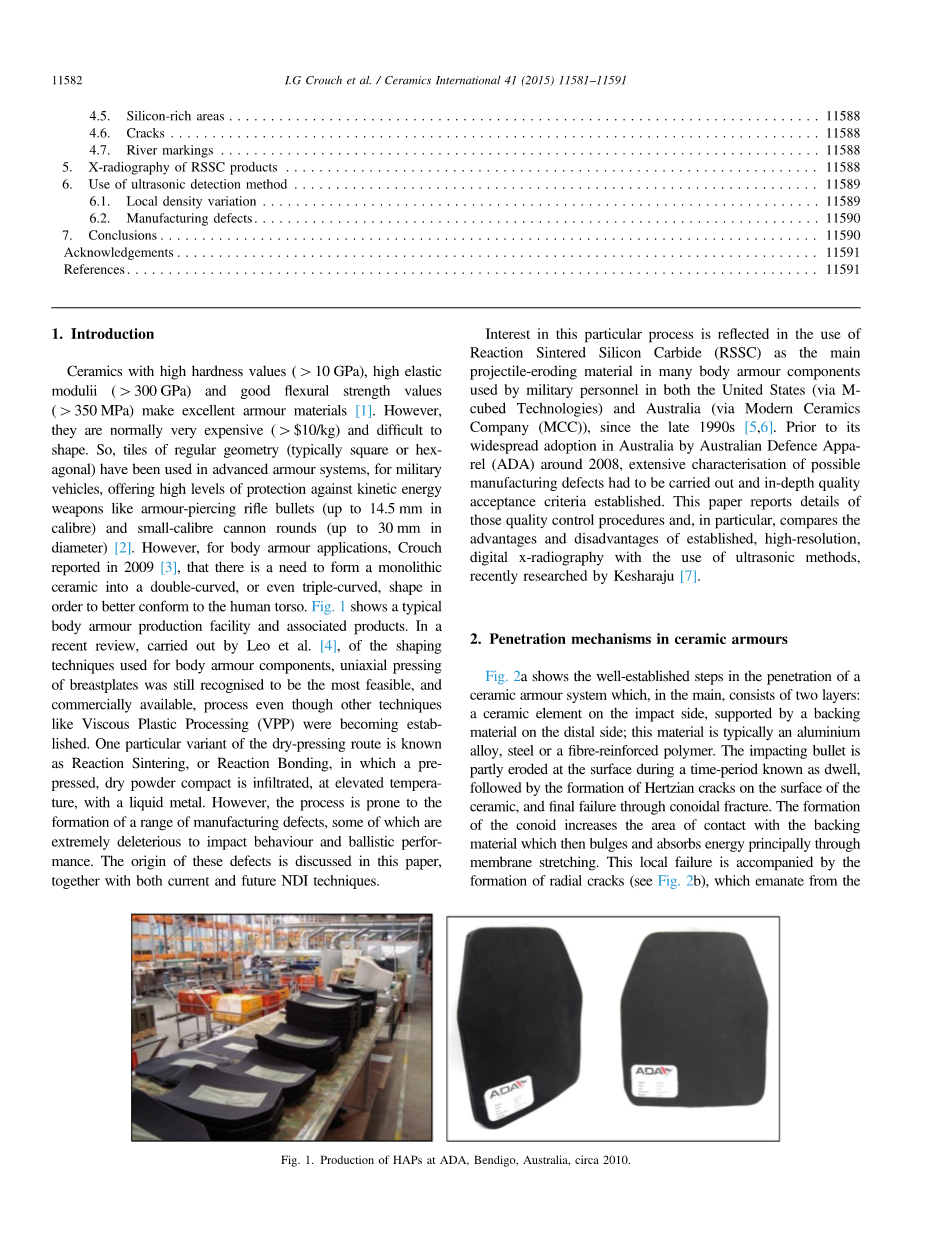
具有高硬度值(410GPa),高弹性模量(4300GPa)和良好抗弯强度值(4350MPa)的陶瓷是优异的装甲材料[1]。但是,它们通常非常昂贵(4$10/kg),且难以成形。因此,在先进装甲系统,常规几何形状(通常为正方形或六边形)的瓷砖被应用于军用车辆,以提供高水平的防护,防御如穿甲弹步枪(口径高达14.5毫米)和小口径炮轮(直径达30毫米)等动能武器[2]。然而,防弹衣的应用中,Crouch在2009年报道[3]中提出,为了更好地适应人体躯干,需要将单片陶瓷形成双曲面,甚至三重曲面的形状。图1显示了典型的防弹衣生产设施和相关产品。在最近一次由里奥等人进行的用于防弹衣部件成型技术的综述中 [4],尽管像粘性塑料加工(VPP)这样的其他技术正在建立,胸甲的单轴加压仍被认为是最可行和可商业化的工艺。干压路线的一个具体变型被称为反应烧结或反应粘合,其中预压的干燥粉末压块在升高的温度下用液态金属渗透。然而,这个过程很容易形成一系列的制造缺陷,其中一些对冲击行为和弹道性能是非常有害的。本文结合当前和未来的 NDI 技术, 讨论了这些缺陷的起源。
对此特定进程的兴趣反映在,自二十世纪90年代后期[5,6]起,反应烧结碳化硅 (RSSC) 在美国 (通过 Mcubed 技术) 和澳大利亚 (通过现代陶瓷公司 (MCC)) 作为主要弹丸侵蚀材料使用于许多人体装甲部件中。该材料在2008年左右在澳大利亚被澳大利亚国防服装公司(ADA)广泛采用之前,必须对可能的制造缺陷进行广泛的描述,并建立深入的质量验收标准。本文报道了这些质量控制程序的细节,特别是比较了最近由Kesharaju [7]研究的使用超声波方法建立的高分辨率数字X射线照相术的优缺点。
2.陶瓷铠甲的穿透机理
图2展示穿透陶瓷装甲系统的完整步骤,该系统主要由两层组成:在冲击侧的陶瓷元件和支撑它的在远侧的基底材料。这种材料通常是铝合金、钢或纤维增强聚合物。子弹撞击在铠甲表面,停留时间内铠甲表面被部分侵蚀,然后陶瓷表面形成赫兹裂缝,最后产生圆锥形断裂破坏。圆锥形的形成增加了与基底材料的接触面积,基底材料主要通过膜拉伸而膨胀并吸收能量。这种局部破坏伴随着径向裂纹的形成(见图2b),这些裂纹源于冲击点(PoI),其次是各个部分的圆周开裂。
图一 Kesharaju在澳大利亚本迪戈的ADA生产HAPS,大约在2010年
图2(a)穿透陶瓷铠甲过程 [8] 和(b)从冲击点(PoI)传播的径向开裂的例子 [9]
图3 在用7.62毫米APM2弹簧冲击测试时,从9毫米厚的RSSC板上剪切而成RSSC材料的圆柱形插头
LHS显示冲击面。RHS图像显示了塞子的侧视图 - 微观结构的异质性非常明显
为了保持高水平的弹道性能,装甲级陶瓷以这种特殊方式失效是绝对必要的。因此,识别任何可能影响或改变这种失效模式的材料缺陷是至关重要的。最重要的是紧挨着撞击射弹(在图2a中的阶段a和b)前面的材料的动态、贯穿厚度、压缩模量。这种材料圆柱体的尺寸与子弹核心直径(约6-8毫米)相似,必须尽可能刚性并抵抗初始冲击。因此,在该圆柱形区域中存在孔隙率或质量差的材料,或者存在贯穿圆柱形区域或靠近圆柱形区域的裂纹或撕裂,可能会降低其压缩模量,从而降低其抗穿透性。例如,Crouch最近报道[9]邻近裂纹的影响,裂缝开口位移(COD)高达1毫米,使弹道性能降低多达9%。另一方面,在该圆柱形区域中局部孔隙度或处理不好的材料的影响更难以量化。然而,在考虑这些缺陷的可能影响时,应用了常识、材料科学和工程规则。从图3可以看出,如果存在微观结构缺陷,那么由此产生的不良后果是非常明显的——图3显示了在弹道测试期间,由9mm厚的胸甲瓦射入RSSC材料的子弹,其由7.62mm APM2圆形弹射。这是陶瓷铠装中不可接受的失效模式的一个很好的例子——这种陶瓷失效模式下极少的撞击能量会被吸收。本文第4节讨论了一系列制造缺陷的关键性。
表1 由MCC(悉尼)在2009年左右制作的RSSC材料的物理特性。
在新南威尔士大学材料科学与工程学院进行测试。
|
属性 |
单位 |
数量 |
测试方法 |
新南威尔士州报告 |
|
平均粒度 |
mm |
19.078.0 |
ASTM E112-96 (2004) |
09-1309 |
|
ASTM晶粒数,G |
8.5 |
ASTM E112-96 (2004) |
09-1309 |
|
|
堆密度 |
kg/m3 |
3106713 |
ASTM C20-00 (2005) |
09-1308 |
|
表观孔隙度 |
% |
0.2270.06 |
ASTM C20-00 (2005) |
09-1308 |
|
声速 |
m/s |
11,328753 |
ASTM C1419-99a (2004) |
09-1310 |
|
杨氏模量 |
GPa |
39974 |
ASTM C1419-99a (2004) |
09-1310 |
|
努普显微硬度 |
GPa |
24.570.4 |
ASTM C1326 (2008) |
09-1311 |
|
抗弯强度 |
MPa |
504741 |
ASTM C1161-02c (2008) |
09-1315 |
图4 剩余硅含量对RSSC产品体积密度的影响(MCC生产数据,大约在2005年)
硬质合金板(HAP)是精密工程部件[3],基于使用已知堆密度为710kg / m 3以及均匀厚度至70.2mm内的瓷砖。这是至关重要的,因为HAP的弹道性能是成品面密度的函数:面密度[kg / m2]是体积密度[kg / m 3]和厚度[m]的乘积。成品HAP的形状由瓷砖的形状决定。由于这些产品必须在HAP的整个表面区域内表现出一致的防弹性能,所以瓷砖的微观结构,体积密度和厚度至关重要,并且必须尽可能一致。
3.反应烧结碳化硅(RSSC)产品的加工细节
碳化硅和碳化硼陶瓷的反应烧结或反应粘结比热压制造更具成本效益的制造工艺[1],特别是用于成型装甲产品的生产。虽然这一过程极其复杂,并且在性质上是专有的,但它使用成本和磨料等级较低的粉末,结合最先进的熔炉技术,可以以合理的价格生产出高质量的产品。体积密度和硬度值略低于其热压产品(见表1),但生产成本,尤其是碳化硅的生产成本接近标准氧化铝产品的成本。 因此,它们对防弹衣系统的设计者、制造者和购买者非常有吸引力。
与传统氧化铝和热压非氧化物相比,这些材料的其他固有优势为这些新材料应用于硬质防护板(HAP)提供了相当大的范围,可用于防护防弹装甲系统中的高速步枪弹。该材料具有接近零的孔隙率,从而最大限度地提高弹道性能。它的收缩率可以忽略不计,因此精密产品是可以实现的。 它也可以焊接(在射击阶段),并且可以在绿色状态下预切割和成形。 由于具有这些吸引人的特质,RSSC材料代表了一个非常用户友好的工程材料系列。 表1列出了这些典型的RSSC材料主要物理和机械性能。
陶瓷中残留的硅(Si)含量是制造过程中固有的,因为它控制了最终体积密度(见图4),这反过来又影响防弹性能,因此它是一个关键的制造参数。由于硅是一种比SiC更软的材料,Si含量越低,陶瓷越硬,并且通常弹道性能越高。反之,随着硅含量的降低,陶瓷的断裂韧性可能会下降,这可能会影响陶瓷的多次击打行为。基于这些原因,根据共同作者Crouch未发表的作品,在澳大利亚国防服装公司(ADA)2004年至2008年期间,堆积密度在3040至3080千克/立方米之间的容量最适合用于充满铅的全夹套弹药,例如美国M80,而在3080和3120之间的那些则能够更好地对抗单发穿甲子弹,比如美国的APM2 弹药。反应粘结碳化硼材料[10]在其他文章中发表的类似研究报告指出,当硅含量从17%增加到27%时,穿透子弹的弹道性能急剧下降(20%)。
图5 有缺陷的RSSC护胸片的X射线,显示大面积的未烧结材料,和(叠加的)液体硅
通过垂直预成型件的预期流量的指示
图6 4mm厚的RSSC瓦片中未烧结材料的大区域的X射线图像。
右边的图像显示了破碎的瓷砖,显示了晶状体的性质
RSSC材料最初是在二十世纪五十年代开发的,在60年代中期到70年代中期之间已有多项美国专利[11,12]。俄罗斯技术专家也在努力开发类似的工艺[13],但直到20世纪90年代后期,RSSC材料才在美国和澳大利亚市场上全面生产销售。如前所述,精确处理程序的细节仍然未被纰漏。然而,下面的概述使读者能够理解该过程的主要步骤以及大多数固有制造缺陷的起源和可能原因。更多细节由 DrEvgeniy Popov(1998年RSSC流程的创始人),Andrew Ruys教授(澳大利亚悉尼大学)和Ian Crouch博士(澳大利亚Armor Solutions Pty Ltd董事总经理)在2009年由MCC发布的专有技术备忘录中给出。该文章的标题是“反应烧结碳化硅产品的质量”,发布在澳大利亚国防社区。
通常,该工艺涉及通过SiC和碳颗粒的混合物的预压坯体渗入液体硅。液态硅与碳反应形成新的SiC。当所有的碳已经反应时剩余的硅残留量。因此,原则上,在原始SiC和新SiC的基体中没有孔隙,只有孤立的金属硅。然而,该方法依赖于生产均匀压实的SiC、碳和合适的粘合剂(通常为酚醛树脂)的预成型件。在预备热解过程中,树脂被烧掉,或转化成碳。然后用液体硅渗透多孔预成型件,这引起另一组可能的缺陷。由于渗透过程涉及液态硅流过预成型件,所以可能存在许多类似铸件的缺陷,如空气夹带、冷封闭和不完全填充。冷封闭是两个熔融表面接触但不冶金结合或熔合的地方,形成平面的裂纹状缺陷。
3.
全文共7121字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[11789],资料为PDF文档或Word文档,PDF文档可免费转换为Word

