英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
使用IEC 61499进行控制 与半实物仿真的水果包装机
Jeffrey Yan, Valeriy Vyatkin, Gerald Weber
奥克兰大学 奥克兰,新西兰
jyan110@aucklanduni.ac.nz, v.vyatkin@auckland.ac.nz,
摘要--本文展示了一项从标准化集中控制移植到模块化分散控制的水果包装机的调查。随着IEC 61499控制技术的发展,植物模型随之改进。二者都依赖硬件去使用单一基础模型演示无缝实验。一个可视化的仿真模型被建立起来用以观察模拟生活。IEC 61499和传统工艺的区别在实验期间内被列出。通常在使用传统工艺时遇到的困难在IEC 61499上得到解决。
关键词--IEC 61499,模块化控制,移植
I、绪论
随着自动化系统变得越来越复杂, 所以系统也需要更他们努力地维护与设计。目前在工业自动化中的趋势是传统集中模式转向分散智能模式。从前PLC是非常流行的、普遍的,但也逐渐成为开发新一代系统的障碍。
这项工作的目的是调查水果包装基于现有的PLC的应用程序移植到一个IEC61499应用程序而产生循环设计的问题,这归
Nigel Beach
Compacsort Limited
奥克兰,新西兰
nigel@compacsort.com
因于标准的改变。一个特定的机器关注低速装箱机。这台机器包含一些机械结构并且使用一个PLC控制。这项工作概括了基于IEC 61499的控制体系结构的设计模块化的过程。此外它集成了半实物(仿真)测试, 仿真和可视化的发展。一个模型可视化控制器(MVC)的设计模式被应用和安装在许多硬件控制器上。然而, 应用到电子机械设备不在这项工作的安排内。
II、自动化和IEC 61499
IEC 61499的一个主要优点是它的面向对象的一些功能可以被压缩成功能模块(FBs),这功能模块可根据需要实体化和重复使用。由于缺乏全局变量,开发人员需要设计直白的人机交互系统。
从传统应用程序移植到IEC 61499是工作的重点。[1]将IEC 61131 - 3PLC的基础应用移植到IEC 61499功能块。[2]是一个研究案例(调查将一个现有的PLC应用程序移植到能在网络控制器上运行的模块化控制应用。对于重复使用旧的控制应用程序来说移植是非常有用的。然而,由于这一事实移植后的应用程序仍然是基于一个集中的设计规范,这没有利用IEC61499面向对象的特点。
IEC 61499标准还为模型驱动的设计提供了强有力的支撑模型。很多工业自动化系统可以被分为定义明确的领域,比如硬件,软件和IEC 61499。通过功能模块设计抽象模型来为这些动作建模。
Nxt工作室为IEC 61499开发的软件被用于这项工作归因于它和MVC设计模式的协同效应。它允许集成的闭环仿真以及在相同的IDE上的可视化。此外,一个功能模块系统可以先设计应用程序,然后再开发一系列的硬件。高水平的分布是相对容易实现的[3]没有需要处理的硬件之间的通信。
III、工业自动化中的仿真
在工厂调试切割钢前模拟车间的动态效果可以节省开发时间和金钱。此外,在工厂建造完成后,工厂的变化会导致控制用程序的改变[4]。同时设计控制与工厂调试绝对能够减少投放市场的时间。
MVC设计模式包含了一个组件模型,它可以在工业建模中做出准确的工厂模型。集成建模可以直接显示运行时的环境[5],或在一个单独的,特制的建模框架如MATLAB[6]或LabView。使用一个外部建模框架
可以提供大量的预先存在的模型。[7]从MATLAB仿真软件转换到以IEC 61499 功能模块s已经完成了,这允许控制应用程序通过使用IEC 61499也能使用大量的仿真模型。
IV 低速装箱机
CompacSort公司生产的低速装箱机是一台能够在不破坏水果的情况下将水果打包成盒子的机器。在一个典型的商品级水果分选线上,水果收获后沿着输送线被组合传感器自动分析。分析后,每个水果将按大小、质量和其他指标进行分级,然后在线上分类。分流器然后把水果送到各自排序车道上,然后将水果移动一定距离装进包装盒里。首先,当一个包装盒是空的时候比包装盒快满了的时候,水果将移动更远的距离。这经常导致水果破损。这并不不满足质量保证标准。最终导致成本浪费。
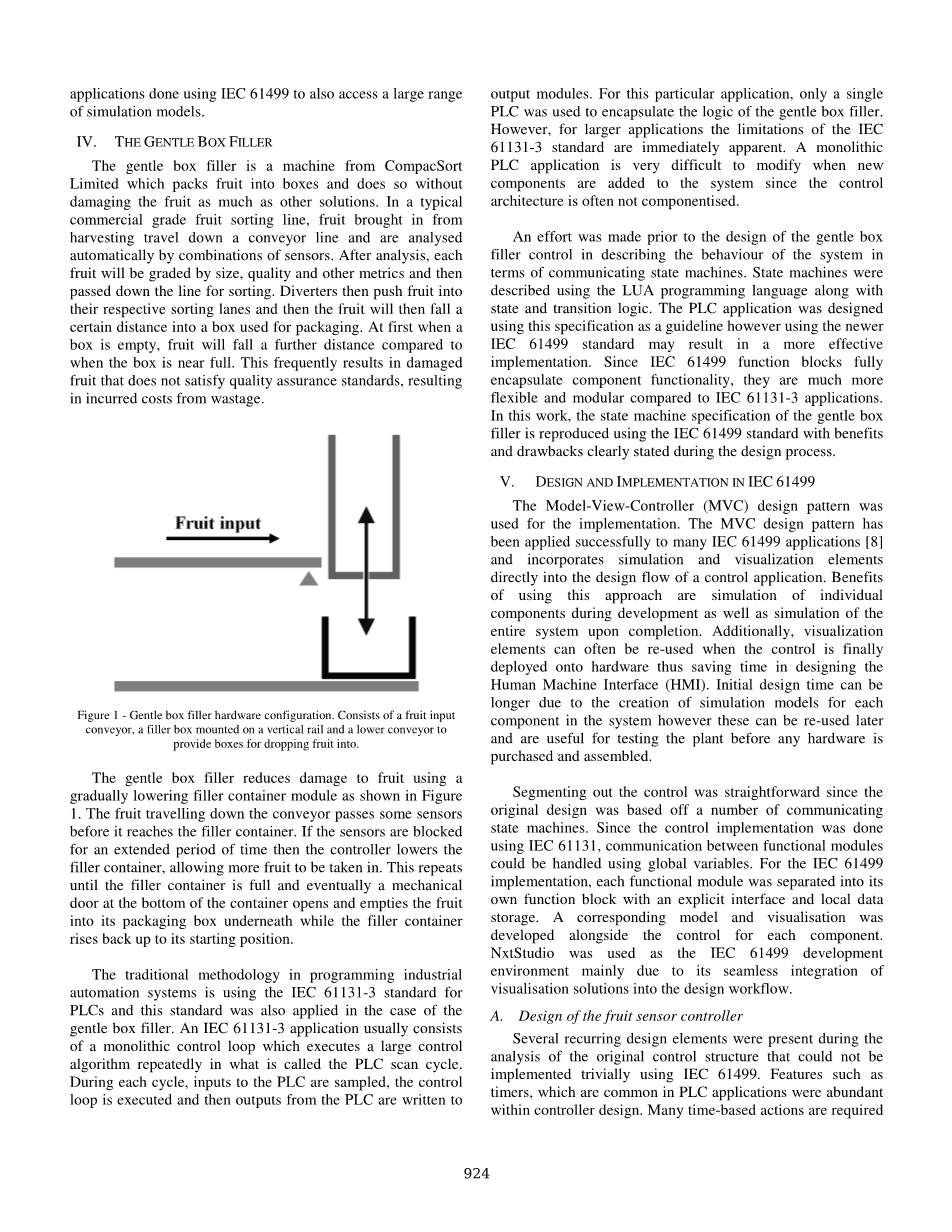
图1——低速装箱机硬件配置。由一个水果输送带、一个垂直安装的填料盒和一个包装盒输送带组成。
低速装箱机通过使用逐渐降低的填充容器来减少水果的损坏(如图1)。水果在通过输送带运送到填充容器之前,经过了一些传感器。如果传感器被屏蔽一段时间后,控制器就会降低包装箱填充容器,是包装箱能容纳更多的水果。机器会重复动作,直到填料容器充满。此时,填充容器底部的门会打开,使水果落入包装盒,而填充容器上升返回起始位置。
传统方法编写工业自动化系统时使用的是IEC 61131 - 3标准。这项标准也应用于低速装箱机。IEC 61131 - 3应用程序通常由一个庞大控制回路控制用以重复一个复杂的控制算法。这就是所谓的PLC扫描周期。在每个周期中,样本被输入PLC中,控制回路被执行,,然后PLC产生输出。对于这个特定的应用程序中,只有一个单独的PLC是用来控制低速装箱机的。然而,对于更大的应用程61131 - 3标准的局限性就会立刻显现出来。当新的组件被添加到自动控制系统中时,单一的PLC应用程序是难以改动的,因为这个控制结构通常不是能够自己构建的。
之前的工作是设计低速装箱机系统与状态机的交互动作。状态机使用LUA编程语言。PLC应用程序设计以这个为指导标准,然而使用更新的IEC 61499标准能使之更有效地实现。自从IEC 61499功能块被完整地压入成组功能,他们比IEC 61131 - 3应用程序更加灵活,更有效地模块化。在这部分设计过程中,低速装箱机的状态机再次利用了IEC 61499标准的优点和缺点。
V设计和使用IEC 61499
模型-视图-控制器(MVC)设计模式被用于模型仿真。MVC设计模式被成功地应用于许多IEC 61499应用程序上[8] 和组合仿真和直接进入控制应用程序设计流程的可视化原理。受益于使用这种方法在组件开发时仿真和在整个系统接近完成时仿真的效果是一样的。此外,当控制反映到硬件上的时候可视化单元会被经常用到,这能减少设计人机界面(HMI)的时间。由于要为每系统中的每一个元件创造仿真模型,初始设计会变得更长。然而,这些模型会在后面再次用到,并且在购买并组装任何硬件前的工厂测试中非常有用。
总从原始设计是基于一些交流状态机之后,控制的分离变得尤为简单。自从控制可以通过使用IEC 61131实现,功能模块之间的交流能够通过全局变量实现。由于IEC 61499的使用,每个功能模块被分为了功能块,它们之间的有一个明显的分界线,各自有自己的数据存储区。当每个元件的控制有所发展时与,它相应的模型和可视化也一同发展。Nxt工作室作为IEC 61499的发展环境主要是由于它的无缝集成可视化解决方案设计工作流程。
A水果传感器的设计
在分析初始控制结构的时候出现几个循环设计元素,它们不能使用IEC 61499实现。某些特性,如计时器,在PLC应用程序中丰富很常见。许多基于时间的动作是需要在控制器中设计的,比如等待一个机械元件的运动,减缓传感器波动或者延迟系统启动。因此,发展标准是非常有必要的,因为这有利于计时器的实现。
水果传感器是第一个被构建的, IEC 61499 功能模块的界面如图2所示。输入包括两个布尔值,一个来自每个物理传感器。输出包括单个GotFruit布尔值,一旦发现水果阻挡传感器,这个值就会被设定。在PLC中,这个GotFruit变量会被作为一个全局变量,因此每个控制器的应用程序都能够读取它的状态。然而,在这种情况下,它会作为一个直接输出变量在这个功能模块的界面上被定义。任何功能模块如果需要这个变量都可以得到相应的输入。 每一个输入和输出数据变量在之后会与单一的事件相关联,这些事件是在这种情况下REQ和CHG。
图2 IEC 61499水果传感器控制器功能块的接口
这个水果传感器控制元件也是一个使用定时器和状态机的例子。如图3所示。状态机一开始在一个等待状态,一旦发现水果被检测到,,它就会启动一个计时器然后等待这个计时器。如果计时器到期之前传感器关闭,那么状态器将转换回原来的等待状态。控制器需要水果传感器有一个延时,直到它承认有水果经过。当这种情况发生时,计时器会将状态器转换到有果状态并确认检测。
图3 -水果传感器状态机的实现图
在这种状态算法中的计时器启动模式,以及等待计时器在IEC61499中无法很容易的重置。而作为代替,一个独立的E_DELAY功能块被创建出来用以代表所示的计时器图4。
图4 -水果传感器控制器内部的复合功能块
ECC在IEC61499 功能模块中相应的变化如图5所示。一旦检测到水果,水果计时器就会收到一个功能模块的输出信号,然后信号将会传递给E_DELAY 功能模块。一旦这个信号失效,一个ECC转变信号就会证实有水果被检测到了。此外, 水果的检测与信号传输是同步的,因此每一基于输入数据的转换伴随着一个信号的检查。
图5 - ECC的水果传感器控制器实现IEC 61499
B、控制器组成
对于每一个控制器,只有一个输入信号和一个输出信号被用来表示数据的变化,这个数据分别是REQ和CHG信号。完整地控制器被有着相关功能的成组元件逐步完成。举个例子,机械填装容器需要一个电机来控制竖直方向上的运动,同时也需要一个控制器监控线性编码器。将这些功能集成在一个单独的控制器,从此,整个装填容器的移动控制,只要在基本控制器控制功能模块中输入一个单独的REQ输入信号和一个单独的CHG输出信号就可以实现了。
C、水果传感器模型的设计
这项工作不仅实现了最初的低速装箱机的控制器功能,而且为了测试和可视化还引进了MVC概念。每一个元件的模型的设计与每个控制器的功能块来模拟相应组件的行为的设计同时进行。使用功能模块对水果传感器的仿真如图6所示。
图6 -IEC 61499水果传感器模型功能模块的接口
传感器布置在输送带上,通过一个单独的输入初始化。在完整的系统结构中,,将传感器模型的初始值与放在输送带下游时相比较。一个时钟(CLK)信号更新每个其他输入到FB,时钟在模拟过程中,有必要保持时间的概念。 在输入方面,有两个数组表示输送带上水果的位置以及每一个的大小。一个单独的输出数据布尔值与一个CHG输出信号相联系。这个CHG输出信号代表了从工厂到控制器的I / O接口从。每当一个信号驱动模型和控制器设计的输出布尔值和结果有一个改变,CHG信号就会更新。当控制器被布置在机械工厂如后面所提及的I/O口与功能模块相接时,这个信号驱动设计也是重复的。
水果传感器模型的ECC如下图7所示。传感器通过一个时钟信号输出的改变在通与断之间交替改变。这个跟新算法在输出中不发生任何改变,当其他部分发生改变时,只有一个CHG信号会被输出,然后ECC会被转换成相反的状态。
图7 - 水果传感器模型的ECC功能模块
当然,这个水果传感器模型相对其他的模型是相对简单的,但其细节的实现不仅仅将IEC 61499当做控制设计的语言,还用到了IEC 61499的建模功能。在这项工作中,每个模型都是手动创建的。[7]包括了通过数据流和信号流从MATLAB仿真模型直接转换到IEC 61499 FB模型。MATLAB仿真软件为很多机械及电子元件提供了一个优秀的仿真建模资源。
D、故障处理
在最初实施的时候一个细节并没有如实的实现,因为在转换到IEC 61499的过程中处理失误。如图8所示的一个例子描述了输送水果的累加器传送带的状态器。状态机有其标准的反应,但是有一个错误处理状态可以从任何状态转换。这个错误状态很有可能在IEC 61499中被使用分层的ECCs所执行[9],然而这个特性不存在于NxtStudio,因为故障处理从这个工作中被省略了。
图8 -累加器输送带的状态机及错误处理状态
E、可视化
通过考虑模型和控制逻辑,NxtStudio 还通过了加上模块化元件的可视化单元的集成。一个样本元件的可视化被展示在了低速装箱机上如图
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[146439],资料为PDF文档或Word文档,PDF文档可免费转换为Word

