英语原文共 5 页,剩余内容已隐藏,支付完成后下载完整资料
关于轨道焊接机器人的研究对轨道焊接机器人的研究
工业机器人,2005; 32,4; 学术期刊图书馆
Pg.321
研究论文
Eduardo.Lima Ⅱ, Guilherme C. Fortunato Tomes, Ivanilza Felizardo, Frederico A. Ramalho Filho and Alexandre Q. Bracarense
Departamento de Engenharia Mecanica, Universidade Federal de Minas Gerais, Belo Horizonte, Brazil
摘要
目的—这项研究工作主要是对用于管道焊接机器人的研究。
设计/方法/方式—该机器人包括一套车体装置,该装置通过链条紧压在管道周围并用此来驱动机器人围绕管道移动。为了对焊枪提供所必要的运动,机器人必须有四个自由度:焊枪行驶速度,伸出长度,焊枪角度和横向运动。因此专门设计一个可能存在并以遵循的的标准查找表,进而可以为每个焊枪的位置(平面部位,垂直部位和顶部)设置最佳参数(电压,焊接电流大小,焊枪角度和伸出长度)。
发现—使用机器人实现轨道焊接过程自动化能在提高最终产品的质量,增加机器人使用的重复性的,减少返工和焊缝的执行时间等方面带来极大的好处。至少,通过使用表中包含的参数,机器人能够再现出最好的人工焊接焊缝
实践意义-在GMAW焊接使用这种机器人被证明是非常可行的。结果表明,由于渐变参数的使用,焊缝形状从一个焊接位置到另一个焊接位置没有出现很大的变化。
独创性/价值-虽然,通过RIA定义,在文献中所示的轨道焊接设备,现在还不能叫做机器人,但由于它是完全可以进行再编程,并自动执行所有的焊接动作,比较发达的焊接设备可以被称为一个机器人。
关键词:焊接,管道,机器人
文献类型 研究论文
1 简介
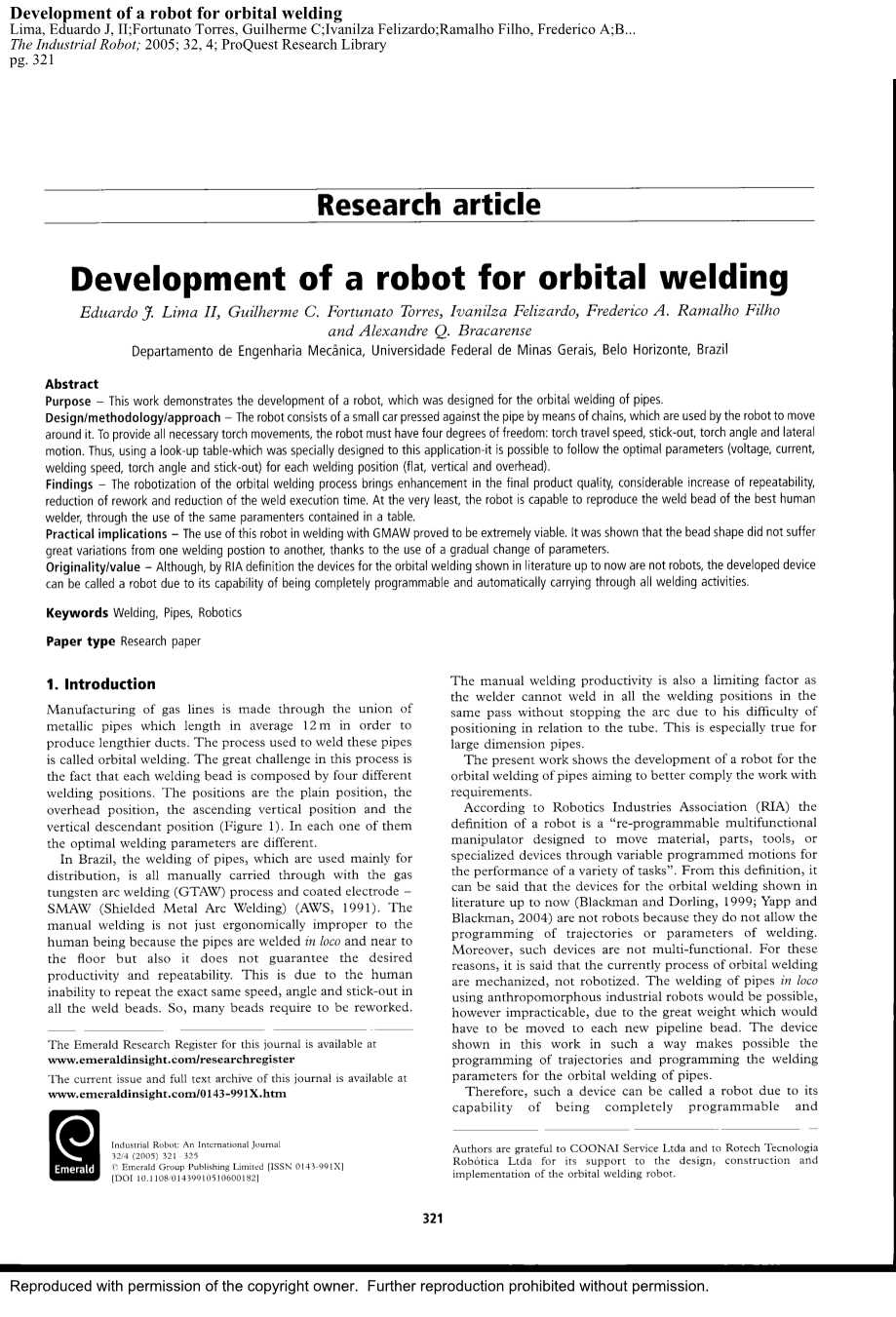
煤气管道的制造一般使用平均12米长的金属材质管道进行连接从而生产出更长的管道。焊接这些管道的过程称为管道焊接。在这个过程中最大挑战就是每个焊缝都需要从四个不同的焊接位置进行焊接。四个位置都有平面位置,顶上位置,垂直下降位置和垂直上升的位置(图1)。在他们每个位置的最佳焊接参数是不同的。
在巴西,主要用于分流的那些管道的焊接,都是手工进行的钨极氩弧焊(GTAW)和涂层电极焊条电弧焊(手工电弧焊)。手工焊接是不符合人体工程学的,主要是因为在当前位置和附近位置的管道焊接不能保证跟跟预期的生产结果相同,也无法实现可重复性。这是由于工人无法对所有的缝隙焊接以同样的速度重复同样的动作,保持不变的焊接角度和状态。所以,很多焊缝都是需要返工的。手工焊接的效率也是一个限制因素,因为由于管道定位的难度,焊接工人无法在所有的焊接位置,以同样的姿势,不停止焊接电弧并保持持续的焊接工作。尤其是当管道的尺寸特别大的时候更是这样。目前的工作表明本次关于管道的轨道焊接的机器人的研究,能使焊接机器人更好地符合轨道焊接发展的要求。
平面
竖直上升
竖直下降
头顶
图1 焊接的四个位置
根据机器人产业协会的定义,一个机器人是一个“可重新编程的可以移动材料、零件、工具的多功能机械手,或通过可变的编程动作实现各种任务的专业设备”。 从这个定义,可以说,在文献中所示的轨道焊接的设备到现在都不是机器人,因为他们不允许设置焊接轨迹、进行参数编程。此外,这样的设备不具备多功能。由于这些原因,可以说轨道焊接设备目前过程较为自动化,但不是机器人。人形工业机器人可能会用在机车管道的焊接,但是这并不切实可行,因为这样管道自身的巨大的重量会转移到每一个管道焊缝上。本次的研究工作表明在这种情况下对管道焊接的焊接轨迹和焊接参数进行采集汇总是可能的。
因此,由于目前的焊接装置具有可编程的能力,并自动执行所有的焊接活动:打开和关闭电弧,移动焊枪(控制焊接速度,焊枪角度和伸出长度)和控制焊接电流和电弧电压,这种焊接装置可以被称为一个机器人。然而,由于不能完全实现多功能(因为被限制在管道周围,它不能用于一个通用的任务),这样的设计机制只能被称为“为一个特殊任务而设计的专业机器人”。
2发展概况调查
一些由合格的焊工参与的采用GMAW和FCAW焊接来进行的实验已经不断开展,以获得最佳的轨道焊接参。这样做是综合考虑了四个现有的焊接位置-平面,上顶,垂直上升和垂直下降-从而在管道的的四周产生一个完整的焊缝。此外还在在每一个位置上都对焊缝进行了超声和金相试验,以确定焊缝的质量和最佳的焊接参数。
一旦确定了参数,焊缝的几何特征(深度、宽度和强度)都可以被确定。紧接着,焊接需要的焊接量和焊槽的类型以及所必要焊接遍数就都可以确定了。
从所获得的结果,最佳的参数表能为每个焊接位置都提供一个最佳参数(电压,电流,焊接速度,焊枪角度和伸出长度)。但是在管道的交叉位置处,从一个位置到另一个位置的焊接变化(例如,从顶部位置到上升垂直位置)的参数必须在一个很小的时间间隔内进行更改。
据观察,用于下降垂直焊接的最优参数与用于平面位置和顶部位置所需要的参数基本上都是不同的。这就带来了管道焊接区域所需的参数从一个焊接位置到另一个焊接位置必须要进行更换的困难。而且只有先在对焊接位置(顶部,垂直上升位置、平面位置和垂直下降位置)选择好焊接顺序中才能进行焊接。因此,机械手必须先焊接管的侧面之一,关闭电弧,然后再往另一侧并以相同的顺序执行其它焊缝,只是换成了其他方向。另一方面,当机器人改变自身位置时,也产生了需要关闭焊接电弧的麻烦。而且由于连接机器人与控制器的和与焊接电源都需要电缆,因此焊接机器人也将不可能使在相同的方向上按顺序进行对焊缝进行焊接。
3.机器人位置传感器
为了方便焊接过程期间改变参数,就有必要知道机器人相对于平面位置的位置。这种相对位置可以通过每时每刻测量机器人所在位置的倾斜角度来获得。这种能测量倾斜角度的传感器被称为倾角传感器。
倾角传感器是目前使用在各种行业的一种通用传感器如农业家,精密设备,移动机器人,航空航天和汽车行业等。在每个应用领域中,都需要对不同的倾角都进行必要的测量。
在所研究案例中的轨道焊接机器人所选择的倾角传感器必须有以下要求:在机器人系统中运行需要的合适的尺寸;在恶略焊接环境的有一定的坚固稳定性;对焊接电弧发出的电磁噪声有一定的免疫性;全面的操作能力;满足焊接参数控制的最小误差并具有适当的分辨率。
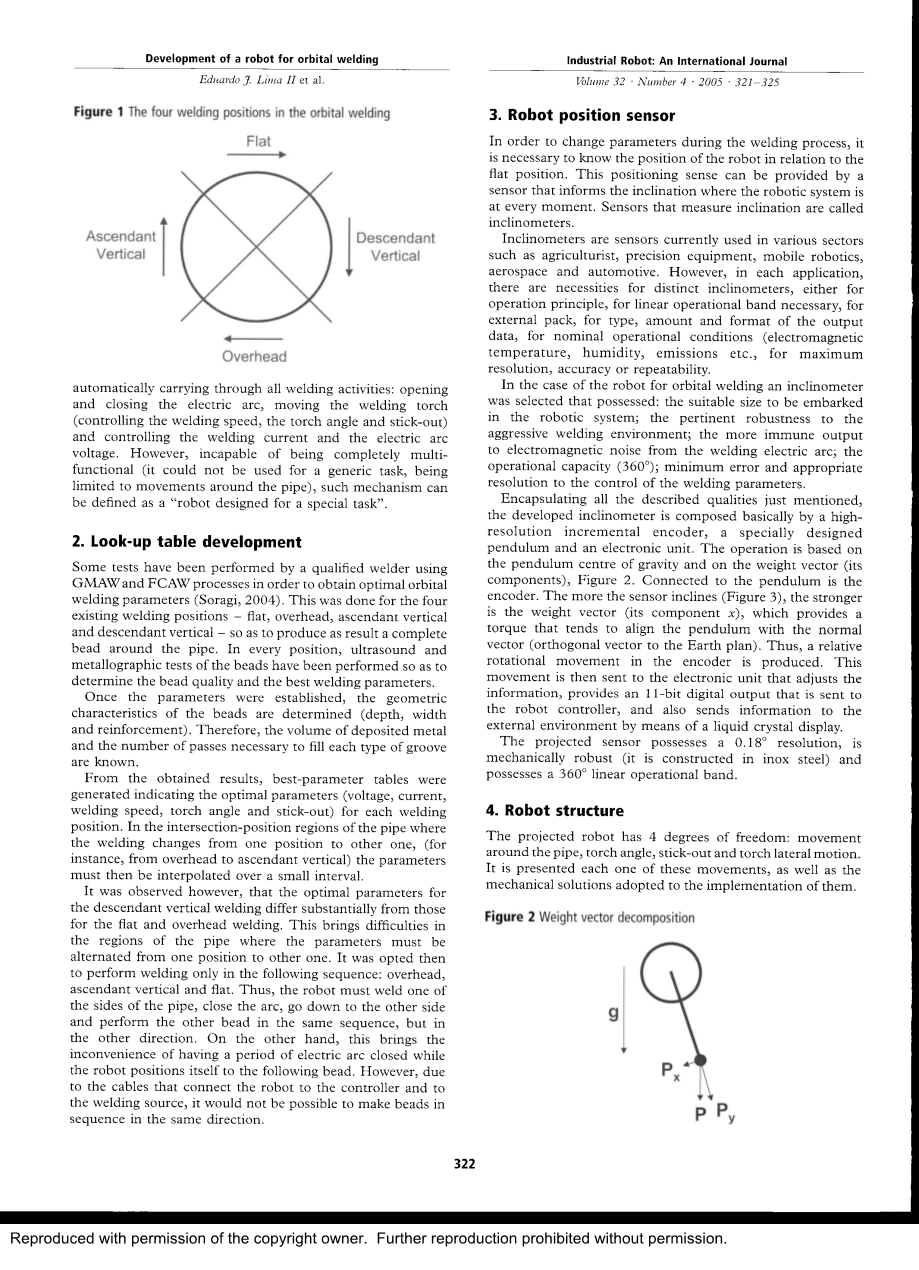
根据刚刚提到的倾角传感器的一些要求,本研究所需要的测斜仪基本上由高分辨率的增量编码器,一个专门设计的钟摆和一个电子单元组成。该侧倾仪上钟摆重心和重力矢量如图2所示。连接到钟摆的是编码器。多倾斜传感器(图3)更需要的参数是的是权向量(X方向分向量),它提供了一个力矩,使摆钟摆向法向量方向运动(矢量正交分解)。这样,编码器中会产生相对旋转运动。这一运动被发送到能对信息进行调整的电子装置,进而提供给机器人控制器11位数字输出,并通过液晶显示向外界发送信息。
图2 重力矢量分解 图3 多倾角传感器
倾角传感器具有0.18°分辨率(它是不锈钢钢结构),能保障机械稳定性而且拥有360°线性工作带。
4 机器人结构
预设计的机器人有4个自由度:管道的运动,焊枪的角度,伸出长度和焊枪的运动。每一个动作,都通过机械方案完成。为了实现围绕管道平移运动(图4),本研究采用一个包括一对链和一套减速齿轮的机电结构。链围绕管道,以保持在任何方向的机器人的位置,并通过摩擦使机器人的运动成为可能。链条松紧度由一个直流电机控制,这个直流电机安装在机器人身上并由机器人驱动。电机的转矩是由一个监视其电流的系统自动控制的。
图4 围绕管道的移动
负责机器人围绕焊接管道移动的装置是一组齿轮啮合链。齿轮组放大了电机的转矩,进而保证了机器人系统的可控性。
机器人需要被控制的主要参数之一是在管道焊接点上切线方向的焊接(图5)。这个焊接的角度决定了焊丝将如何在进行运作,这是能成功实现在头顶和上升垂直位置上焊接的最基本控制之一。为了实现这一目的设计了一个结构,它由一个步进电机驱动,以控制焊枪的角度。该子系统包括一套减速齿轮,对转矩和精确位置的可控性进行了改善。
图5 焊枪角度
另一个由系统控制的焊接参数是伸出长度(图6)。在机器人中,这一运动是由一个电机驱动一个主轴来实现的,而且这样可以实现焊枪的直线运动,通过靠近和远离管道,来减少和增加电弧的大小。
图6 伸出长度的控制
焊枪的横向定位控制(图7)是必要的,以保证电弧和焊槽之间的完美的对准,这样做主要是因为一个小的位置的不对齐会导致整个面的无法准确接合。该项参数通过为专门应用特别设计的一个焊缝跟踪器来进行校准测量的。
图7 焊枪横向移动位置
焊缝跟踪器是由一个在焊枪滑槽中移动的探头和一个与焊枪相连接的编码器组成。当跟踪器检测到焊枪有任何的错位,就会立即对横向运动进行运动补偿。此外,控制器系统会自动测绘底部初次焊接的焊接的轨迹以便在接下来的焊接中重复相同的轨道。这样以来,经过第一次焊接,探针也失去作用进而被删除。
5 机器人控制
为了实现围绕管道的运动和控制自身的运动速度,设计方案选择一个由脉冲宽度调制(脉宽调制)驱动的直流电机。然而对于焊枪位置,焊接角度和横向运动等自由度而言位置控制必须是精确的,而且步进电机具有高转速以及尺寸小的优点,因此步进电机便成为这几项参数控制的完美选择。
该机器人控制器一个数字输出和输入板的微型处理器组成,它能够驱动、控制机器人,以及焊接机。
在程序执行期间,控制器会以第一轴的速度和后续三根轴的位置产生设定点的值。而且焊接速度的标准值、焊枪的角度和伸出长度都可以通过查找参数表得知。因此,对于围绕焊接管道的机器人的每一个位置(从测斜传感器读取),它可以生成最佳的参数值(图8)。这意味着操作者只需要编辑开始和结束点的焊接就可以了。由于测斜仪是一个绝对的传感器,系统会不断的自动从参数表中查找并设置最佳的焊枪角度、焊接速度等。因此,即使焊缝被中断,即使机器人必须被拆除和更换,系统可以继续在中断点使用相同参数焊接。
图8 制动器设置参数
当控制器获得参考值时,就可以实现对机器人环绕管道的运动速度控制(图9)。速度值是通过在驱动电机的轴上的编码器进行采样获得的。通过编码器的脉冲频率,可以确定机器人的实际速度,精度较高。当参考值和实际速度之间存在一定的误差时,驱动电机的驱动电压就会被修改,使误差归零。当新的驱动电压计算出来后,类比信号通过D/A板生成并被送入送入脉冲驱动电路,由脉冲驱动电路放大信号功率以驱动直流电机。
图9 闭合回路速度控制
另一方面,定位控制中,使用驱动程序控制步进电机,使将线圈按正确的顺序排列进而通过微处理器发送信号来控制整个装置的运动。
为了有2个独立的电线馈线并同时使用2个机器人,该焊接控制器被修改。最初,焊接控制器有一个用于调节焊接电压电位器。每一个馈线有一个用于调节焊接电流(送丝速度)电位器。由于电位器都是手动的。因此,操作者必须在开始焊接前调节电压和电流。虽然这是必要的,但是,机器人的工作过程中,焊接参数(电流和电压)是由机器人自身进行调节的。因此,作为机器人控制器和焊接机之间的接口,电子板渐渐被研发出来。
所设计的电路板能代替三脚架改变电阻三端之间的电阻。所需要的电阻被控制器通过一个8位数字信号提供,该信号在最小电阻到最大电阻间的分辨率为256步。电阻改换会导致焊接形状电压的变化,因此,电阻变化有256个调节分辨
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[146414],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

