英语原文共 14 页,剩余内容已隐藏,支付完成后下载完整资料
关于水泥机械预防性维护的监测方案的发展
Malek Alhajjaji , Brahim Boubeker , Safia Eljoumani , Abdellah Zamma , Mohamed Idiri , Hafsa Atik
摘要
需要强调的是,预防性维修策略优化已成为很多研究的课题。本文提出了对拖轮轴系统预防性维护的一个新的最优策略,它被分为两个主要部分:第一部分提出一种预防性维修的效果集成于轴的一个新的设计,第二部分介绍的是正在开发一种适合这个新设计的新控制技术。在这方面,我们对水泥回转窑的托轮轴很感兴趣。我们已经注意到托轮轴所受的压力。这些约束力来自于轮带和托轮之间的接触。目前,检测实心轴的超声波探伤法有一些缺点,比如必须停窑检测,而且检测各种大小疲劳裂纹的难度很大。我们在本研究提出另一种方法,建议选择了一个空心轴,而不是具有最小直径的实心轴,达到允许控制系统进入空心轴来显示检查的目的。这可以将超声波无损探伤技术应用于预防性控制系统。本文的分析报告显示,在采用同样的尺寸、材料和操作运行下对比实心轴和空心轴后产生的不同结果。
关键词:回转窑,托轮轴,疲劳,预防性维护,无损检测,有限元法
研究背景
在所有的生产行业中,机器和系统都需要持续高效的运作,我们要考虑机器和系统的复杂性以及安全性要求,成本优化和控制设备的可用性等问题,这使得预防性维护成为首要工作。尽管设备复杂性高,但预防性维护措施必须只能干预有缺陷的地方,而且要减少维修时间,提供一种可靠度高的简单说明诊断(Claire 2002;FLSmidth公司研究所 2005)。
我们在设备维护过程中主要侧重于一些重要的机器部件。在波兰和其他类型的水泥生产中,回转窑对水泥进行的是预处理步骤。
在回转窑中,托轮轴是窑的重要组成部分之一。托轮轴被认为是关于设备安全性最重要的部分,因为一个托轮轴受到破坏就会造成一次事故。
为了减少处理时间,所采用的维护方法是在托轮轴的新设计上减少它的重量,使得预防性维护容易一些。然后我们使用有限元法对目前使用的实心轴和新设计的空心轴进行比较,得出这两种轴的可靠性的差别。
窑
水泥回转窑
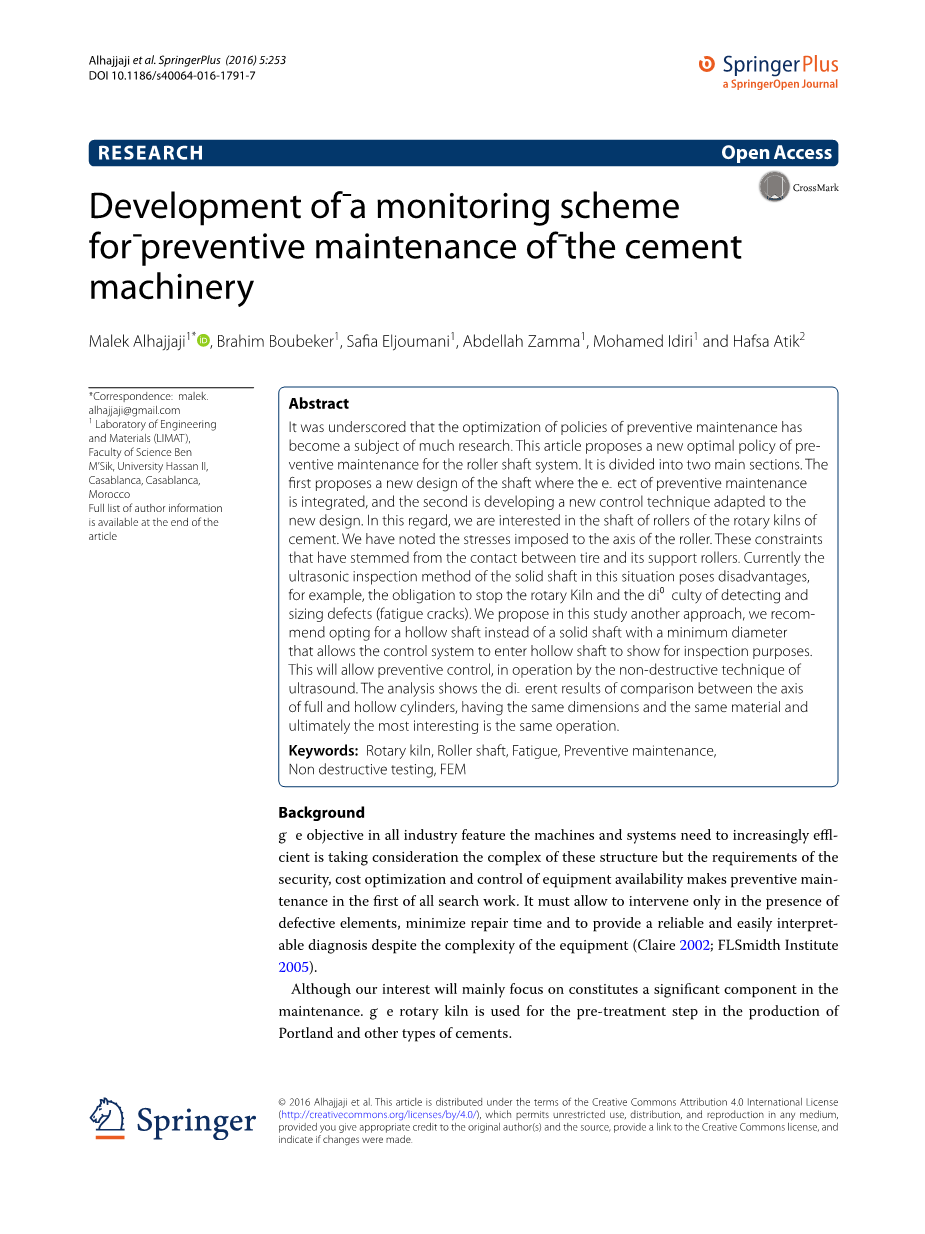
回转窑筒体由几组托轮台支承,它与水平方向成3.5°倾斜角,旋转速度为1.8~3.5转/分(见图1)。
图1 回转窑(Ziga et al.2008)
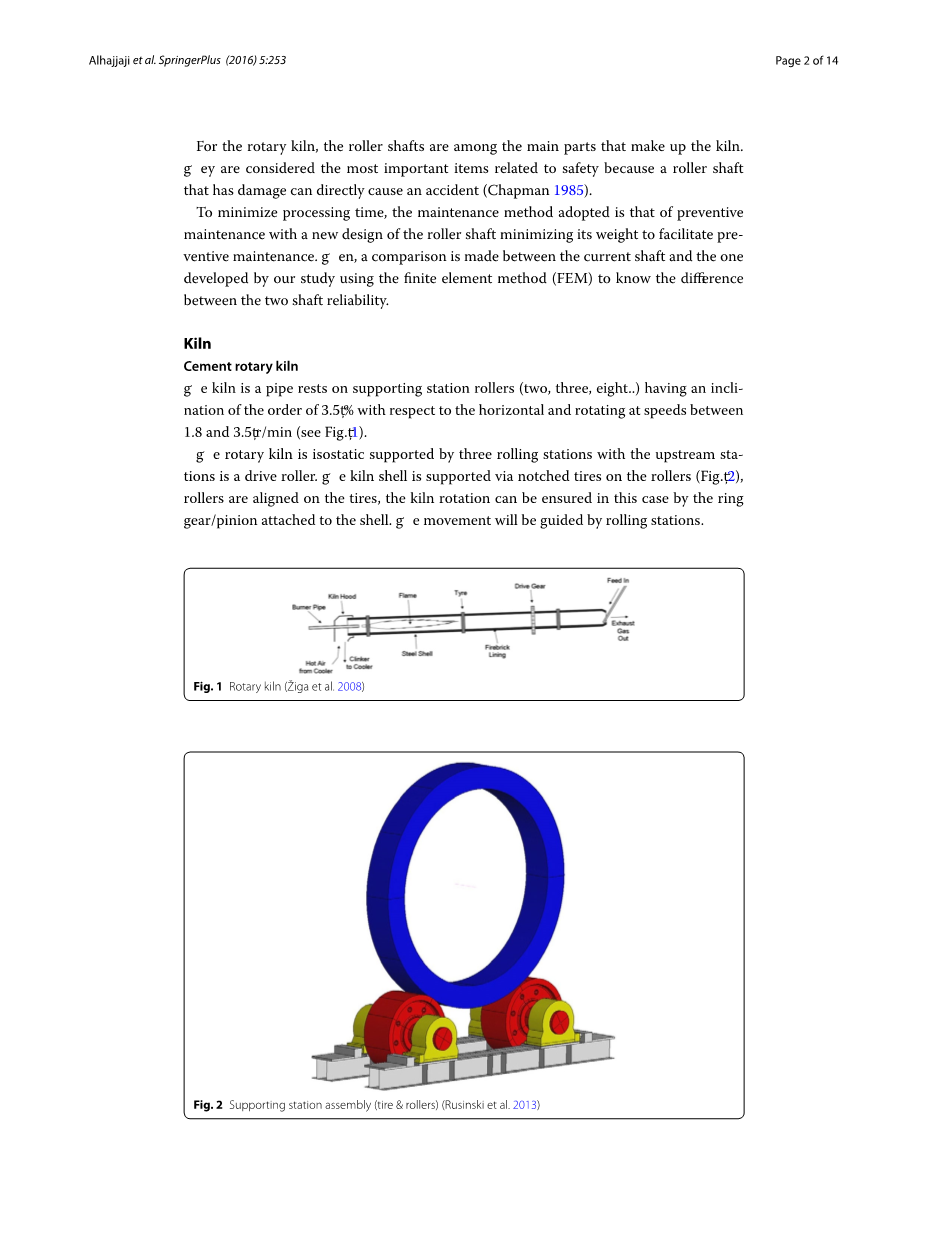
回转窑由三个托轮站均衡地支撑着,靠近窑头的是驱动托轮。窑筒体通过附着的轮带与托轮接触(图2),托轮和轮带垂直对齐。回转窑的上下窜动由托轮站控制实现。
图2 支承系统装配(轮带和托轮)(Rusinski et al.2013)
回转窑受到来自机械负载所施加的压力和几何缺陷的热应力。因此,窑所受应力通过轮带。托轮和轴承传递到支承座上(Chapman 1985;Cement kiln 2010)。
托轮工作原理
回转窑放置在三个轮带和三组托轮上,轮带附着在窑筒体上,筒体带动三组托轮旋转。这些托轮一定支承着回转窑筒体,而且尽可能光滑地与轮带一起旋转。
托轮材料是锻钢混合物,托轮轴是锻造碳钢,它们与滑动轴承配合以适应低速重载的工况,而且托轮的调整可以补偿动态误差,因此有很强的灵活性(Polysius 2004;Rusinski et al. 2013)。
研究进展
案例研究报告
为了减少托轮轴的预防性维护时间,我们减少了这次试验的时间,材料和力。
问题:在回转窑的运转过程中,托轮轴发生反弯曲现象,这会导致疲劳裂纹的产生,而疲劳裂纹正是托轮轴断裂的原因。
近年来,许多轴的失效原因已被详细研究调查,调查结果中有如下几种值得列举的普遍失效形式:
(1)断裂总是由于疲劳失效引起的,因为舒适裂纹就像树的年轮一样沿着特征线向外扩展。在轴的中心总是有一个相对较小的脆性破坏区域,最终的轴断裂就在这里发生。
(2)初始裂纹通常相对轴线以90度方向扩展,这表明主应力的方向是因为轴的弯曲,而不是轴扭转。
(3)由于裂缝附近和表面损伤,初始应力集中并不明显。然而,很多研究数据表明引起应力集中的原因有以下集中(Reid 1988):
·微动和点蚀
·焊接夹杂物表面缺陷
·深加工痕迹或划痕
·轴颈圆角半径弯曲差
·槽磨损靠近轴颈
由于探针不能接近目标位置,采用无损探伤技术进行托轮轴的预防性维护会受到阻碍,而且还需要在特定的时间段,停窑拆卸盖板、止推环和托轮的润滑装置,检测完成后还得重新组装。此外,暂且不论拆卸机器的难度很大,我们也得不到可靠且精准的控制,因为安装的复杂程度更高(见图3,4)。
研究的目的:研究新的方法和用于监控托轮轴控制系统的设计,并提供潜在故障的在线信息。
静态分析
图3窑托轮轴承装备(Polysius 2004)
图4 托轮轴安装
数据和假设
在托轮和轮带接触面的各节点上所施加的压力已经确定,图5显示了托轮和轮带的作用力大小和方向,公式(1)(Li and Papalambros 1985):
(1)
为了分析新托轮轴的可靠性,有必要考虑下面的问题:
两个托轮所受的最大作用力是相等的,为6454Kn;轮带重680Kn(Deshpande and Dhekhane 2014)。托轮受力F=4118,9376Kn。
数据和假设分析
·托轮轴的结构图,如图6所示(Sumesh Krishnan 2014).
·按照技术规范(EN8)要求,托轮轴材料为锻钢rho; = 7850 kg/m3, E = 2.05E5 MPa, nu; = 0.3, Re = 600 MPa,EN8的内容如表1所示(Vijayan and Makeshkumar 2012)。
·`轮带和托轮的角度为30°。
·作用在单个托轮上的负荷分量。
·我们假定托轮的宽度大于轮带,且托轮和轮带表面全接触(Sumesh Krishnan 2014)。
·我们假定窑体无弯曲,窑轴线重合。
·很难确定每个托轮的压力,它们取决于制造和装备质量(Sumesh Krishnan 2014)。
·由于整个回转窑的复杂性和窑个组成部件之间的相互作用,我们采用简化的设定来建立有限元模型。
·回转窑筒体配备轴承,可以看作是简支梁。在正常条件下,窑炉的进出口并不支撑窑体,因此可看作悬臂梁。
图5 托轮受力
图6 托轮轴的几何形状
表1 EN8材料属性(Vijayan and Makeshkumar 2012)
为了计算支撑力,我们简化过程,并提出一定的假设条件:将混合物围绕着垂直窑轴线对称分布。这意味着材料的载荷重量均匀分布于每个托轮。图7显示了由于惯性影响导致的托轮载重不均匀分布(Sumesh Krishnan 2014; Del Coz Diaz and Rodriguez Mazon 2002)。
有限元模型
材料的边界条件
托轮和托轮轴的装备非常严格。我们可以认为,在有限元模型中,托轮轴和轮带上每个点都相互接触,如图8中红色区域所示,它们有两个自由度(Sumesh Krishnan 2014)。
图7 垂直轴线附近的生料分布(Ziga et al. 2008)
图8 托轮和轮带接触的简化模型(Ziga et al. 2008)
窑炉的重量通过托轮施加在了托轮轴上,如图8所示。轴的设定的静态力在上述数据中已考虑进去:
力学模型和网格划分
模型是通过有限元法建立的,我们使用了大位移的弹性模型。我们把托轮轴划分成228,880个单元,使用的元素来自标准组件库。它们是六面体C3D20R降阶积分的二次元素,没有减少四面体C3D10的集成。选择这些元素主要是应用于动态仿真(Sumesh Krishnan 2014; Del Coz and Rodriguez Mazon 2002)。
静态有限元分析结果
前面建立的模型给出的空心轴和实心轴的Von Mises应力水平如图9和图10所示。
图9 实心轴Von Mises应力分布
图10 空心轴Von Mises应力分布
我们发现,最强烈的等效应力集中在直径变化的区域。相对于实心轴,空心轴的最大应力值有所增加,在可接受的范围内。实心轴的最大Von Mises应力为99.25MPa,空心轴为99.43MPa。
同时我们发现,空心轴总位移量为0.63mm,比实心轴总位移量0.82mm要小(图11,12)。
结果讨论
由结果可知(表2),在基于相同约束条件下,新托轮轴的的刚度并没有破坏,这是一个有效的解决方案,而且新的托轮轴可以承受和旧托轮轴相同的载荷。
表2 结果总结
图11 实心轴挠度
图12 空心轴挠度
通过采用空心轴的设计,可以增大托轮轴最大允许使用寿命。因此,在预防性维护过程中,相关的外界部件可以进入容易地进入托轮轴内部。
托轮轴超声波预防性控制方法的发展
方法原理
为了确定托轮轴内部是否有缺陷,特别是如图13所示的临界区,我们对超声波探伤器进行了校准,制作了一个棒状传感器来对缺陷进行确定和定位,并制造了垫片用于保持传感器相对于轴孔表面的位置(Norme francaise 2008)。
图13 托轮轴的关键区域
控制系统利用横波来控制临界区,不用拆除和重装盖板、止推环和供油装置。超声波横波由一个传感器生成,在轴孔表面以一定角度发出。如图14所示,这个方法可以让控制器通过横波扫描到整个临界区。
由于轴的表面是圆形,控制传感器360°的转动是必要的。同时我们也发展了一个旋转系统来支持传感器,这将大大缩短时间(Garayoa et al. 2002)。
空心轴检测系统包含一个机械子系统,它可以在轴的内表面定位超声波传感器并沿着轴内表面扫描。用于空心轴检测的传感器安装在一个圆柱形支承物上,传感器头执行着轴向和角扫描运动。传感器按对安装,保证了正确的传感器和轴表面的接触。
采用专门设计的探测系统模块和托轮轴适配器的系统,它的移动性和灵活性使其可以检测窑上任何类型的空心轴。托轮轴控制系统旨在响应更快,价格更便宜,性能更可靠,结构更简单。
图14 超声波无损探伤检测轴
图15 标准化校准块V1
校准程序
ISO 9001(法国标准 2008)第7.6节要求监控和测量设备的控制,以及其他被指定的监测设备定期校准。实际上,该装置用的归一化标准(图15)在校准期间,知道设备可靠性很重要:测试器,传感器(控制传感器)和更普遍的检查条件。
所以,我们第一个步骤是,根据在本领域中的非破坏性超声测试的标准,使用符合EN12223的标准规块V1做了校准,如图15所示。
关于第一步以下前三个操作是必需的,因为在探头索引和光束扩展必须由实际测量来发现,不假定从探针的标记和理论考虑是正确的。
图16 a探头在H的位置确定探测器索引;b探头在J的位置确定折射角度;C定位探头在K处找到一个横波零点跟踪。在屏幕上50个子部分代表钢板厚度为100毫米
探针指数的测定
探头给定探针指数;为了检查该探针标记的位置的正确性,将探针放置在位置H处(图16A)。移动探针直到100mm曲面产生最大振幅。在刻度尺中央标记该光束离开有机玻璃并进入钢的位置,即探测器引索。
折射角度的测定
移动探头,以获得来自机玻璃圆筒的最大信号振幅(图16B)。参考块在40°-70°范围内已校准,标记在探针上的相关折射角应该和正确比例刻度一致。先前已经确定的探针指数应标记在探针上,以便获得正确的结果。
零点校正
有机玻璃中横波探针的存在,会产生一个信号离开换能器和楔时的时间滞后。这个时间滞后必须予以纠正,零点要设置在阴极射线屏幕上。在100毫米半径的(图16C)在屏幕上的最大幅度得到回波。通过水平移动和良好的时基控制来调节回波,使回波显示在两个50细分和100细分显示屏上,调节由水平移位细时基控制的运动的回声;然
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[150329],资料为PDF文档或Word文档,PDF文档可免费转换为Word

