英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
自动封箱包装机
AUTOMATIC PACKAGING MACHINE FOR CLOSING OVERFLLED BOXES
作者:Steven Tisma 翻译:包金晓
摘要:一种包括装载站的自动包装机,用于同时或顺序地取走多个细长的产品,并将其以平行对齐的方式,间隔地存放于箱内。在装载时,被装载物的初始体积大于装载容器,经过处理后,体积缩小存置于盒内。然后,将填满的盒子推进到一个关闭的工位,在此工位封装已填满的盒子,整个过程不对产品造成损坏。这立即减小了产品的体积,以满足它们装载进盒内的目的。
分类号:B65B19/34 授权公告号:US4713928A 授权公告日:1987-12-22
1·详情
该发明涉及一种自动包装机,特别是用于包装那些初始体积大于包装盒的产品,使其在经过一系列处理后可被包装盒容纳。
举个例子来说,该发明产品可以适用于包装用于注射的医用注射器的塑料套管。医用注射器的每一支注射器都用柔软的塑料套管或包装袋包裹和密封,以保护和保持无菌。在制造过程中,塑料包装具有较大的直径,这使得它们最初的体积较大,所以,当它们装进一个盒子中时,包装器往往会被压缩,因此,过一段时间后,它们的体积会显著减小。如果他们的外箱足够大,可以容纳初始体积的注射器,那么在注射器装箱之前,制造商将不得不比仅仅储存在箱内和运输支付更多的钱。另一方面,如果盒子很小,在注射器和塑料包装机压好后,自动包装机很难将其装入和封盒。
另一个问题是,把注射器运运送并放置进盒子里是包装程序中必须的过程。但如果把它们简单的直接扔进盒子里,不加任何对齐处理,它们会占据更多的空间。另外,关闭、运输和处理盒子的行为可能会移动注射器的活塞,从注射器中挤出一些药物,留下一个非标准剂量的药物,这对接受注射的病人是有害的。另一方面,如果使用拾取设备将注射包分层排列放置在盒子内,拾取设备可能无法抓取每一支注射器,导致盒子内的注射器太少。或者,如果它们相互重叠,一个拾取器可能会抓取多个注射器,导致盒子里的注射器过多。因此,面临着一个困难的问题,即如何得到一个准确数量的注射器,使进入每个盒子后达到精确的对齐,可以在适当压缩后,关闭盒盖。
当然,注射器只是适用于该发明所能包装的众多产品之一。因此,下文将使用“产品”一词,一般包括所有合适的产品。因此,本发明的目的是提供一个改进的自动包装机,使初始体积大于包装盒的产品,在经过一系列处理后可被包装盒容纳。另一个目的是提供能够拾取和包装,并确保完全准确计数的自动包装机。该发明还可以做到以防止注射器的药物丢失的方式放入盒中。
这个发明的一个特点是,目标对象是由一个自动包装机完成的,该自动包装机包括一个装载站,用于同时和顺序地取走多个产品,并将它们以间隔平行、分层排列的方式存储在一个盒子内。当产品被拿起时,每个产品的初始体积都大于产品被封装后的体积。因此,包装机在装卸站将箱体填满,。然后将填满的盒子推进到一个关闭的工位,在此工位封装已填满的盒子,整个过程不对产品造成损坏。
该发明的具体样式呈现在以下附图中。
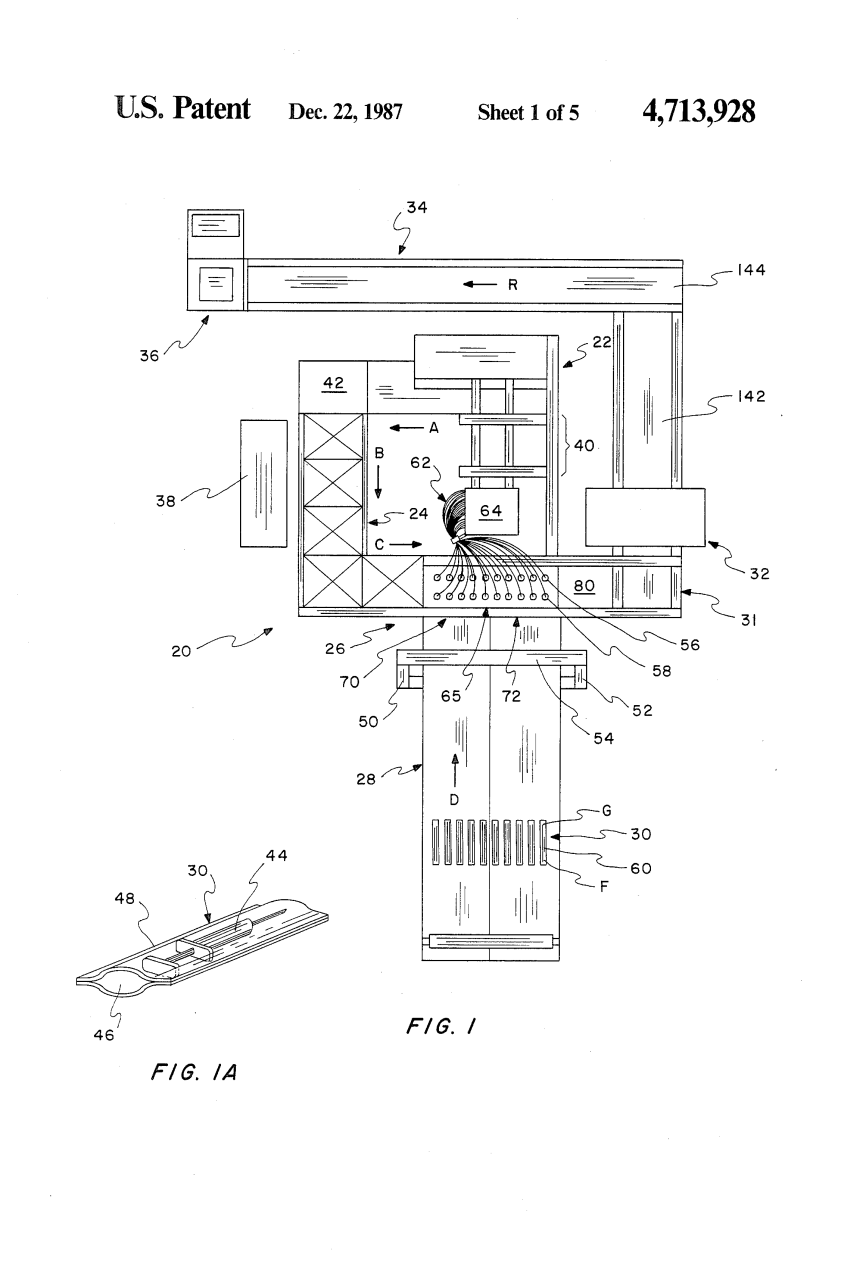
图一A:可用于该包装机的零件 图一:自动包装机的俯视平面图
注射器
图二:货物装卸站的透视图
图三:填装后的箱体接近箱体关闭工位的过程
图四
图五
图六
图七 图八
图四~图八:封箱的五个步骤图
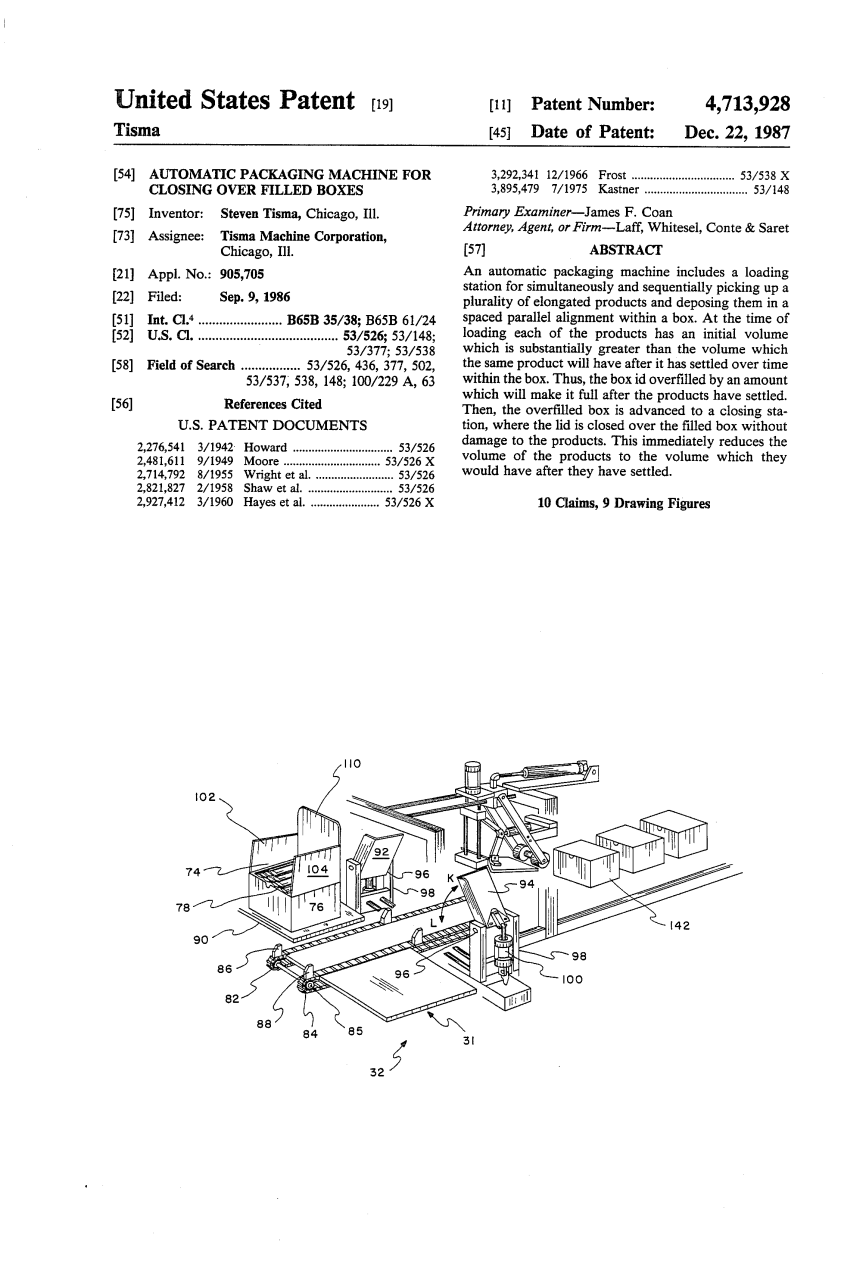
图一中的20是这个自动包装机的主要部分,它由折盒成型工位(22),用于输送成型盒子的传送工位(24),装载工位(26),用于将产品(30)排列成连续行的传送带(28),用于将装满产品的盒子输送至封盒工位(32)的传送带(31),一个输出传送带(34),一个用于确保箱内装有准确的产品数量的货物称量磅秤 36 ,一个包括用于操作包装机的微处理器的控制柜 38 ,折盒成型工位22首先将多个坯料堆放在存储盒 40 ,每次取一个,折叠成单独的盒子。该站可使用任何适当和熟知的设备,因此就不做过多的描述了。
成形箱(其中一个位于42处)从成形工位 22 移出,由传送带 24 沿着箭头a - c表示的路径进行搬运。盒子的顶部是打开的,因此在图1中的俯视图中可以看到传送带 24 区域的空盒子。每个盒子都有两个直立的且相对的小舌和一个直立的顶部大舌,可以折叠到顶部来关闭盒子。
例如,图1A所示的单个产品 30 是塑料包装的注射器。注射器里装满了剂量准确的药物,并密封在塑料包装里。对包装进行消毒,然后用塑料包装保持产品无菌,直到使用为止。在生产的时候,包装 46 内的空气使注射器往往处于一个相当大的体积配置。由于该产品是放置在盒子里的,而其他产品的重量都压在盒子上,所以塑料包装会被压缩,体积也会减小。重要的是,产品到达用户时,柱塞 48 的移动幅度不能太大。包装内封口机适用于任何熟知设备。
产品包装灭菌后送至传送带 28 ,在传送带宽度上以连续的行间距平行排列放置合适数量(如10个)的产品,其中1行如图1的30处所示。产品 30 下传送带后进入拾取区 26 的行程由传感器 50、52 控制,传感器根据拾取顺序启动和停止传送带 28 。在拾取序列开始之前,传感器 54 确定所有的10个探针都在一行中,并且处于大约正确的位置。这些传感器中的每一个都是光源和光电池的组合。
位于26处的拾取装置包括两个相互配合的真空杯,每一个产品的所述真空杯沿产品的对齐长度纵向布置。例如,配合使用的一对真空杯 56、58 使E, F的右边产物的两端相接。每对相邻配合的真空杯呈一直线,该直线与相邻产品的行间距平行排列相同。许多管子 62 将每个真空杯单独地连接到一个真空室。如果真空杯不能把产品取出来,它就会留在传送带上,直到被栅栏卷走(图中没有显示),再堆成一堆,用来填装在输出工位 36 上发现的产品容量不足的盒子的灌装。
图二中第一个气缸 66 向前移动真空杯 65 (定义为G方向,下同 或后退(H方向)。第二个气缸 68 提高和降低真空杯(I方向和J方向)。向上、向下的运动由这两个气缸共同控制,每一对真空杯合作参与相应的产品。然后产品就会被真空杯吸上来。在保持真空的同时,两个气缸 66,68 将产品抬起并缩进到一个空盒子的上空,真空杯释放产品,产品的第一层被放置在盒子里,单个产品与它们在传送带上的对齐方式相同。在图1实例中,同时填充两个位于70、72盒子,使每行产品的一半落入每个盒子中(即每个盒子的每一层有五个注射器)。
当每一个盒子都被放入一层产品后,由传感器50-54检测到,传送带 28 前进的距离等于一个产品的长度,真空杯就会被驱动执行另一个序列,另一排对齐的产品被拿起来,作为盒子的下一层。因此,将产品一层一层地放置在盒子中,所有产品以间隔平行关系对齐,这样注射器的柱塞 48 就不会因为受到压力而移动(图1A)。
如图1A所示,塑料包装最初的体积比产品的体积大得多。因此,图三中箱内的各层产品 74 堆积在箱体 76 内,占箱体总容积已超过100%,堆积在箱体上部以上,卡在一对直立且相对的端盖 102、104 与顶盖 110 之间。如图三所示的箱子 76 在输送至封盒工位时,位于图一的80处。封盒工位有两个间互平行的传送带链 82、84 ,它们由连接在一个普通轴 85 上的两个链轮同步驱动(图4-5)。推料机 86、88 沿两条链条长的长度的间隔固定,该间隔长到足以接收单个盒子。因此,图三中传送带 90 将箱体 76 输送到推料机 86、88 前 图四 。然后将其向前运送到两个类似于桨的部件 94、94 之间的位置。每个桨状构件由铰链销 96 支承在直立支承 98 上。一个气动气缸 100 将桨状构件抬升和降低,使它们在弧K到l上摆动。因此,这个船桨状的部位就像两只张开的手,向下推着盖子,盖过装满货物的箱子。由于所有层的产品具有相同的间隔平行关系,所以它们没有受到任何损坏,特别是柱塞 48 (图1A)没有被构件92、94的这一动作移动的危险。两个气动气缸 104,106 (图5),将桨架 98,98 沿着导轨 105、108 向箱体 96 方向移动,方向为M。如图5所示,桨状构件 92、94 触碰到端盖 102、104 ,处于将端盖关闭的工位。两个气动气缸 100 工作(图6),端盖 102,104 关闭,将整堆过满的产品推下,使其完全封闭在箱 76 内。
如图7所示,每一个桨状构件 92、94 都有一个呈L形的横截面,“Lrsquo;”的直立部分的尖端沿着位于盒子顶部 110 和折叠盖 112 之间的折线撞击盒子。气动气缸 114 在轨道 118 上来回滑动上部结构构件 116 (方向N, P)。气动气缸 120 控制两个杠杆臂之间的枢轴点 124 的位置,从而升降折叠板 128 。如图7所示,结构 116 正向推进(方向N),将滚筒 132 向Q方向移动,移动到箱体 76 上方。因此,结构 116 的运动将折叠板 128 置于承受折叠板 112 的位置,以便将其折叠到构件 94 之上并进入折叠位置。当折叠板 128 起作用时,像桨状构件 92、94 压住另一端的端盖 102,104 ,而在杆 130 下端的滚筒 132 承受压力并关闭盖子 110 。
接下来,操作气动气缸 120 (图8),并伸长柱塞臂 122 使杠杆臂 134、136 伸直,叶片 128 将折叠襟翼 112 压入箱前面板 138 后面。与此同时,一块嵌板 140 压在盒盖 110 上。与此同时,气动气缸 104、106 (图5)同步将桨状构件 92、94 缩回到图4所示位置,使阀盖 110 可以完全关闭。当这些桨状构件 92、94 达到图4所示位置时,气动气缸 100 将它们提升到一个位置(方向K)。盒盖现已关闭,因此,气缸 114 (图7)向方向P缩回结构 116 ,而输送链 82、84 (图3)移动箱体,滚轮 132 向后滚动盖 110 ,以确保箱体 76 完全关闭。箱子完全关闭后,输送链 82、84 (图3)将箱体移出封盒工位 32 ,此时下一个打开和过充的箱体向前移动(图3中76的位置),等待关闭动作。
有一个特殊的例子,图1显示了在工位70和72同时有两个装满的盒子,由于同时进项填装,完成同时填装的时间应该不到先前单个填装的一半。所述输送链 86、88 和输送装置 34 的运行速度为:两个箱体在站内同时充装并在间隔时间内依次闭合。当装满的箱子到达位于传送带 34 末端的秤 36 ,它们被称重。如果盒子里装的是正确数量的产品,它将通过重量测试,并通过一个未在图中显示的传送带运送到合适的地方。
如果盒子里的产品多于或少于它应该包含的量,即秤 36 的重量超过或低于正确的重量,不合格的盒子将被转移到一个手动控制的工作站。如果需要,秤可以读出不正确的计数重量。例如,刻度可以表示“需要添加2个单位”或“减去1个单位”,或者其他正确的指令。不过无论这个称如何摆放,都还是需要工人手动打开盒子,根据该给定盒的重量添加或移除产品。那些精通这门工艺的人很容易理解如何改进这项发明。
包装机全貌
2·权利要求
所述发明为:
- 包括一个装载工位的自动包装机,一种可以同时或顺序地取走多个细长的产品,并将其以平行对齐的方式,间隔地存放于箱内的方法。在装载时,被装载物的初始体积大于装载容器,经过处理后,体积缩小存置于盒内。因此,箱子需要在装载工位加满,以便在产品沉降后将其装满。该盒子有一双足够大的小舌可以将产品覆盖在盒子中,提供一种将装载满的箱子推进至关闭工位的方法,一种在不损坏上述过充产品的情况下封盒的方法。上述封盒方法由一对旋转的类似于桨的部件摇摆与末端大舌挤压组成,所述每个桨状构件都具有一个L形截面,“Lrsquo;”的直立部分的尖端沿着位于盒子顶部和折叠盖之间的折线撞击盒子。
- 权利要求1中自动包装机的每一个桨状构件都安装在至少一个单独关联的导轨,以使桨状构件可以沿导轨靠近或远离盒子。本发明涉及一种桨状构件旋转使大舌关闭盒子,最后将大舌压入盒体的装置。
-
自动包装机包括一个储存盒,和用于取出储存盒内盒子并折叠成型的折盒成型工位,以及每个盒子都有两个直立的且相对的小舌和一个直立的顶部大舌。第一个传送带
全文共6157字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[84],资料为PDF文档或Word文档,PDF文档可免费转换为Word
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

