英语原文共 4 页,剩余内容已隐藏,支付完成后下载完整资料
增材制造中的激光器:综述
近年来,增材制造也被称为三维(3D)打印,已经成为一种环保绿色制造技术,3D打印能带来节能、减少材料消耗和高效生产等诸多益处。这些优点是由于其可以在指定的目标区域通过能量传递而连续地积沉材料。对于3D打印,激光是增材制造中最有效的能源,因为激光束可以瞬间将大量能量转移到微尺度焦点区域,以固化空气中的材料,从而实现用多种材料进行高精度高产量生产。在本文中,我们介绍基于激光的增材制造方法,并回顾在3D打印机中广泛使用的激光类型。将分析与增材制造有关的重要激光参数,并提供选择用于增材制造的合适激光的一般指导。最后将讨论激光技术用于增材制造的未来前景。
关键词:激光制造 选择性激光制造 选择性激光熔化 选择性激光烧结
1.引言
基于逐层构建的增材制造(也称为3D打印)具有很大的潜力,可以在没有多个供应链的情况下为最终用户提供可定制的生产,因此目前备受关注。增材制造技术是指基于离散-堆积原理,由零件三维数据驱动直接制造零件的科学技术体系。基于不同的分类原则和理解方式,增材制造技术还有快速原型、快速成形、快速制造、3D打印等多种称谓,其内涵仍在不断深化,外延也不断扩展,这里所说的“增材制造”与“快速成形”、 “快速制造”意义相同。与传统的减成制造相比,增材制造具有许多优势,例如生产复杂物件的交付时间最短,且材料浪费较少,而无需后续的零件装配工艺。增材制造不需要传统的刀具和夹具以及多道加工工序,在一台设备上可快速精密地制造出任意复杂形状的零件,从而实现了零件“自由制造”,解决了许多复杂结构零件的成形,并大大减少了加工工序,缩短了加工周期。而且产品结构越复杂,其制造速度的作用就越显著。借助增材制造可以实现轻质空心物体或具有内部冷却路径模具等的优化设计,同时大大节省原材料,而不会出现意外的质量下降。此外,其生产可以节省整体生产能源和燃料,特别是对于飞机和汽车,还可以减少碳和温室气体。
尽管增材制造作为一种替代技术已经引起了很多关注,并且已经应用于各个领域,但是仍然需要进一步的改进扩大其在可印刷材料、印刷精度和产量方面的限制。增材制造过程通常由3D建模,数字数据处理、3D对象构建和后处理组成。在这些过程中,最终产品的表现通常由3D对象构建过程来决定,如还原光聚合,粉末床熔合和定向能量沉积。在材料沉积期间,应该将能量有效地传送到指定位置处以熔化,软化或固化材料。然后,通过重复的逐层沉积工艺形成部件的构造。例如,在材料挤出中,热能通过热传导喷嘴转移到印刷材料,使得材料能够通过喷嘴流动到目标位置。 由于通过有限接触区域的热传导和通过小喷嘴挤出熔融材料导致的慢速能量转移。使其与其他方法相比生产量低。对于高印刷分辨率和高质量的表面处理,挤出需要维持熔融材料的恒定压力。为了避免这些与沉积有关的问题,可以将能量直接转移到预先放置在期望位置的材料。这样做的最常用的能源是激光器,因为照射到印刷材料上的高强度激光束可以在没有任何转印介质的情况下被有效地吸收。
激光能量导致光化学反应固化材料或光热反应(例如,热烧结或融化),如图1所示。如热灯或发光二极管(LED)由于激光器产生与非相干源相反的空间相干光,激光束在没有瞬间临界传播的情况下,光束发散或长距离功率损耗,并且可以集中到小点,因此它们可以提高三维零件结构的精度和产量。
图1:材料固化或加热基于激光的增材制造:(a)一般3D印刷机的示意图,(b)UV固化工艺,(c)用于烧结或熔化的加热工艺
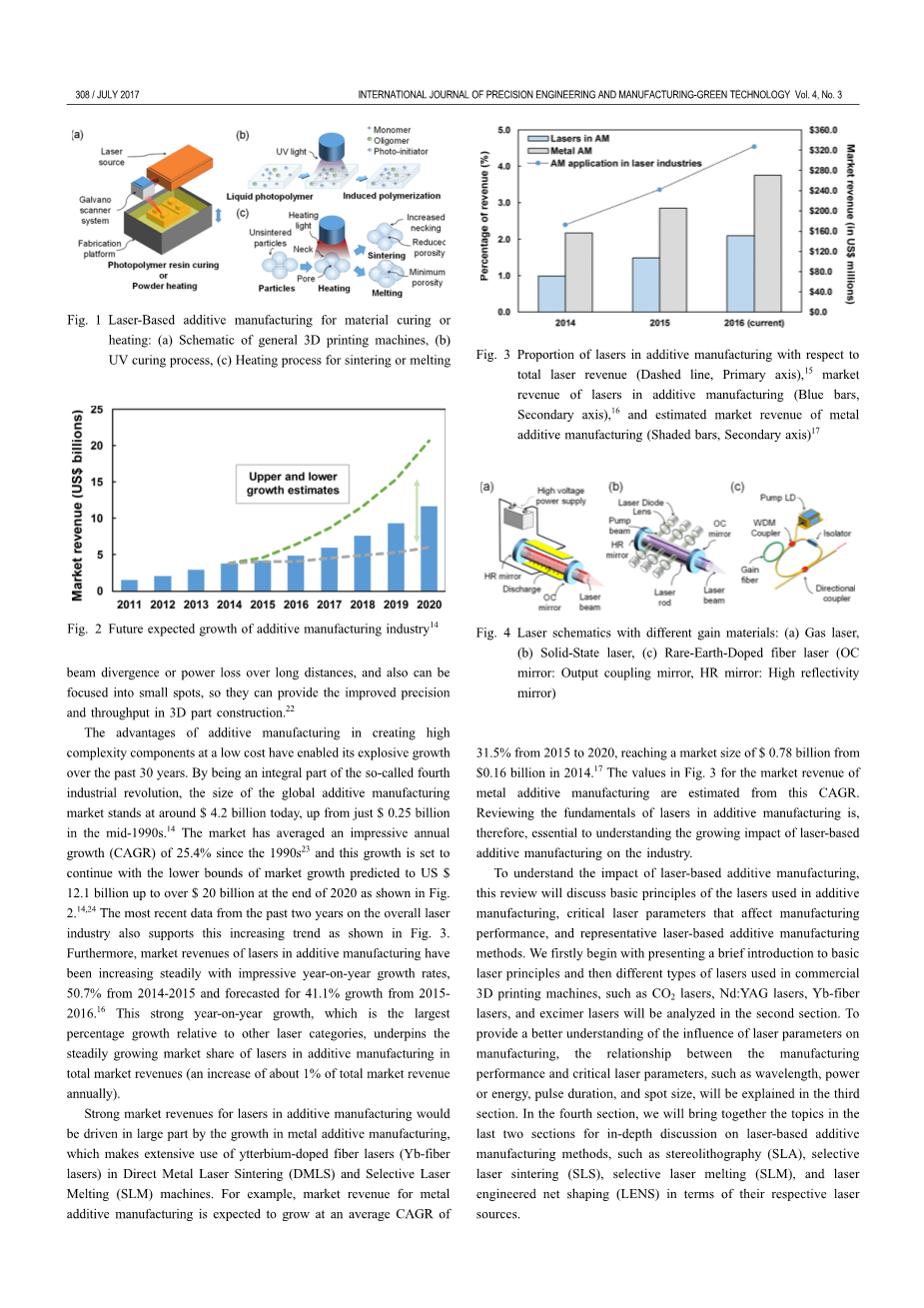
增材制造在低成本创造高复杂度部件方面的优势使其在过去30年中呈现爆炸性增长。成为所谓的第四次工业革命不可分割的一部分,全球增材制造市场的规模现在约为42亿美元,高于20世纪90年代中期的2.5亿美元。自20世纪90年代以来,该市场年平均增长率达到了25.4%如图2所示,这一增长势头将继续下去,到2020年底,市场规模的下限预计将达到121亿美元。近两年来最新的激光行业数据也支持了这一增长趋势,如图3所示。此外,增材制造业激光市场收入稳步增长,同比增长率为50.7%,预计2015-2016年增长率为41.1%。这一强劲的同比增长相对于其他激光器类别的增长率最高,这表明增材制造市场激光器市场份额在整个市场中保持稳定增长(每年增加约1%的市场总收入)。
图2:增材造业未来的预期增长
图3:增材制造中激光器相对于激光总收入的比例(虚线,主轴),增材制造中的激光器市场收入(蓝棒,次轴),并估计金属添加剂制造业的市场收入(阴影条,次轴)
增材制造中激光市场的强劲收入主要来自金属增材制造业的增长,这使得直接金属激光烧结(DMLS)和选择性激光烧结(SLM)工艺中大量使用掺镱光纤激光器(Yb光纤激光器)。例如,2015年至2020年,金属增材制造业的市场收入预计将以平均复合年增长率31.5%,从2014年的1.6亿美元增长到市场规模为7.8亿美元。图3中金属市场收入从CAGR估算增量制造。因此,回顾增材制造中的激光基础知识,对于了解基于激光的增材制造业日益增长的市场至关重要。
为了理解基于激光的增材制造的影响,本文将讨论增材制造中使用的激光的基本原理,影响制造性能的关键激光参数以及具有代表性的激光增材制造方法。我们首先简要介绍基本的激光原理,然后在第二部分分析二氧化碳激光器,Nd:YAG激光器,Yb光纤激光器和准分子激光器等商用3D打印机中使用的不同类型的激光器。为了更好地理解激光参数对制造的影响,将在第三部分中解释制造性能与临界激光参数(如波长,功率或能量,脉冲持续时间和光斑尺寸)之间的关系。在第四部分中,我们将汇集最后两节中的主题,深入讨论基于激光的增材制造方法,如立体光刻(SLA),选择性激光烧结(SLS),选择性激光熔化(SLM)和激光工程网整形(LENS)。
图4:不同增益材料的激光器原理图:(a)气体激光器,(b)固体激光器,(c)稀土掺杂光纤激光器(OC镜:输出耦合镜,HR镜:高反射镜)
表1:用于增材制造的代表性激光器和其规格
|
激光 |
CO2 激光 |
Nd:YAG 激光 |
Yb-fiber 激光 |
Excimer激光 |
|
运用形式 |
SLA, SLM, SLS, LENS |
SLM, SLS, LENS |
SLM, SLS, LENS |
SLA |
|
工作波长 |
9.4 amp; 10.6 m |
1.06 m |
1.07 m |
193, 248, 308 nm(ArF, KrF, XeCl) |
|
效率 |
5-20 % |
灯泵: 1-3 %, 二极管泵: 10-20 % |
10-30 % |
1-4 % |
|
输出功率(CW) |
最高20 kW |
最高16 kW |
最高10 kW |
平均功率 300 W |
|
泵源 |
放电 |
闪光灯 |
激光二极管 |
放电 |
|
操作模式 |
CW amp; 脉冲 |
CW amp;脉冲 |
CW amp; 脉冲 |
脉冲 |
|
脉冲时间 |
几百ns-十微秒 |
几ns-十几毫秒 |
几十 ns-几十毫秒 |
几十ns |
|
光束质量因素(mm·mrad) |
3-5 |
0.4-20 |
0.3-4 |
160 20 (垂直、横向) |
|
光纤传输 |
不能 |
能 |
能 |
需要特别设计的光纤 |
|
维护期 |
2000 小时 |
200 hrs (灯管寿命) 10,000 hrs (二极管寿命) |
免维护 (25,000 hrs) |
108-9脉冲 (闸流管寿命) |
2.增材制造方法中的激光器
激光器通常由增益介质,泵浦能量源和光学谐振器组成。放置在光学谐振器内部的增益介质利用由泵浦源提供的外部能量通过受激发射来放大光束。激光通常根据使用的增益介质进行分类。其可以分为固态,气体,准分子,染料,纤维或半导体。用于增材制造的代表性激光器包括气体,固态和光纤激光器,如图4所示。这部分内容包括CO2激光器,Nd:YAG激光器,Yb光纤激光器和准分子激光器,因为它们广泛应用于增材制造和许多其他精密制造。表1总结了各种激光器的详细规格。
2.1 CO2 激光
CO2激光器是1964年开发的最早的气体激光器之一。激光器由一个放电管,一个电泵源和几个光学器件组成,如反射镜,窗口和透镜,用于构建光学谐振器(见图5)。在二氧化碳激光器中,气态增益介质二氧化碳填充进入放电管,并通过直流或交流电流进行电泵浦,以引起激光反转。CO2激光器可以产生9.0到11.0mu;m的红外输出波长。10.6mu;m是增材制造中使用最广泛的波长。由于红外波长发射,光学元件使用特殊材料,反射镜使用银或金,窗户和透镜使用锗或硒化锌。与其他连续波长激光器相比,CO2激光器提供高效率(5-20%)和高输出功率(0.1-20千瓦),因此广泛用于材料处理,切割,钻孔,焊接和表面改性。一个电泵排气管安装在两个反射器之间,一端是高反射率反射镜,另一端是部分反射镜(所谓的输出耦合器)。此外,还包括用于冷却电极的散热装置,例如水套以数千瓦的高功率运行。系统的简单化带来了低成本,高可靠性和系统紧凑性,这是CO2激光器成为精密制造主力的主要原因。
图5:CO2激光器:(a)CO2激光器示意图,(b)商用CO2激光放电管(经MASTER LASER许可)
然而,由于能量泵入大体积CO2气体过程中产生的热量,激光器结构的热膨胀和收缩使得它们的输出功率相对不稳定。气体辅助热扩散过程中的气体湍流也可能引起不稳定性。在高功率运行时,应每隔2000小时对整体光学元件进行疲劳检查。红外长波波长会导致一些限制。在用于金属部件的制造中,由于红外区域的光吸收系数低,CO2激光器提供的通量有限。此外,由于缺少提供波长范围的光纤,CO2激光器需要使用较大的空间体积反射光学元件来进行光束传输。因此,为了使更广泛的材料可以利用于光束传输,我们必须考虑其他类型的激光器。
2.2 Nd:YAG固体激光器
Nd:YAG激光器(掺钕钇铝石榴石激光器Nd3 :Y3Al5O12激光器)是一种利用杆状Nd:YAG晶体作为固体增益介质的固态激光器。Nd:YAG激光器和CO2激光器是业界最常用的两种高功率激光器。在Nd:YAG激光器中,增益介质通过闪光灯沿径向光泵浦,或沿轴向泵浦808nm激光二极管,产生1064nm的近红外(NIR)输出波长,如图6所示。在该工作波长处,光束可以由柔性光纤传送,这是就系统紧凑性和更高的输送效率而言显着优于CO2激光器的优点之一。
图6:Nd:YAG激光器:(a)Nd:YAG激光器示意图,(b)商用Nd:YAG激光器(经许可自Spectra-Physics改编)
Nd:YAG激光器可以以连续输出模式(以低浓度掺杂晶体)和脉冲模式(以高掺杂晶体)运行。在脉冲模式下,输出功率在连续模式下达到几千瓦,在峰值功率(脉冲能量高达120 J)下可达到20 kW。
常规的Nd:YAG激光器通常由氙闪光灯光泵浦,它们受到相对较低的电光功率转换效率。这种低功率效率导致低光束质量,因为大部分未吸收的能量以热量形式消散,光学元件的热量引起意外的热透镜和双折射效应,导致
全文共5819字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[12671],资料为PDF文档或Word文档,PDF文档可免费转换为Word

