
英语原文共 5 页,剩余内容已隐藏,支付完成后下载完整资料
毕业论文(翻译)
基于PLC技术的液体自动监控充液系统
Abdulraouf I. Abashar, Mohammed A. Mohammedeltoum, Osman D. Abaker,
Dept. of Electrical Engineering
Sudan University of Science and Technology
Khartoum, Sudan
摘要:在许多行业(如制药,饮料行业等),瓶子必须装满预先确定的液体量。使用继电器逻辑控制的实施系统会导致它们不灵活。可编程逻辑控制器——PLC——在自动化各种进程方面更加灵活,因为系统的行为可以在不改变电气连接的情况下进行更改,以及能够监控正在运行的系统。在本文中,一种溢出填充模型——填充到一定高度——已经被使用simatic–siemens plc商标的S7—1200 PLC控制了。它在完全集成自动化(TIA)中是通过计算机运行时门户软件的无线网络被监控的,或者通过智能设备中的用户网页被监控。
关键词:PLC、TIA、自动化、S7-1200、WLAN。
1.简介
由于市场对产品的需求质量和数量的提高,使工业家致力于优势满足市场需求,发展工业减少时间的系统;生产高质量产品质量,增加产品数量,降低成本制造业。这导致了适应市场竞争的技术。可编程逻辑控制器(PLC)是最新的现代工业系统中的技术,用于自动化广泛的应用,如汽车制造,油田,塑料制造,电梯系统,灌装系统和其他。与人类的联系机器接口(HMIS),工业系统操作可由操作员监控。各种各样为了连接PLC、HMI和其他设备在一起。
灌装操作是生产的重要组成部分。产品需要保存在容器。因此,保持产品的质量是填充各种产品时的重要属性。本文介绍了一种溢出填充的实现方法。由Simatic S7-1200自动控制的机器,即通过TIA在基于计算机的运行时监控门户软件。传感器已被用于了解操作系统和执行器(如阀门)的状态,还使用了泵、搅拌机等。
2.自动化概述和填充原则
工业自动化仅仅意味着工业过程工作自动化,也就是工业自动化可以定义为导致没有主要人类的机器和工业过程干预。
电力、继电器等技术的发展硬连线到预定的逻辑成为一种流行的方法工厂控制。随着电子和集成电路的出现,可编程逻辑控制器(PLC)已取代硬接线继电器在大多数行业,并诞生了这就是所谓的工厂自动化。PLCs是用继电器梯形逻辑编程,这是一种灵活的方法,对工厂机器的性能进行修改,不改变继电器的电气连接[1]。
A.可编程逻辑控制器
可编程逻辑控制器(PLC)是一种工业接收并处理输入信号的控制器.根据存储的程序逻辑输出控制信号在其输出端子[2]中。
PLC架构包括以下要素:
1)中央处理器“CPU”:它是一个基于微处理器的数据处理单元.根据存储在ITS中的某个程序“逻辑”记忆。
2)内存:CPU的所有程序和指令,以及用户数据存储在这里。
3)输入/输出系统:输入/输出(I/O)模块输入和输出设备与CPU的接口PLC系统。
4)延长线:输入/输出的数量因为通信端口可以通过使用连接到扩展的扩展模块线。
5)电源:电源转换高-电平电压到低电平电压以供电启动CPU和PLC的模块[3]。编程设备通常是个人计算机,但是其他程序员也可以使用,如手持设备系统和桌面控制台。图1显示了PLC〔4〕。
图1 PLC控制器的基本元件
国际电工技术委员会(IEC)声明PLC编程的五种语言:
1)梯形图(LAD)-图形语言。
2)功能框图(FBD)-图形语言。
3)顺序功能图(sfc)-图形语言。
4)指令清单(IL)-文本语言。
5)结构化文本(ST)–文本语言[5]。
B.填充原则
没有标准的灌装机来灌装所有的液体。每个灌装机根据温度、粘度、颗粒大小和泡沫所需液体的特性。填充机制一般可描述如下:
1)溢流填料:是填充到一定程度的填料。容器中的高度。它们用于低粘度液体,例如瓶装水。
2)伺服泵填料:每个填料喷嘴都有一个伺服-控制泵,增加了设备。它们适用于低、中和高粘度液体以及大体积液体颗粒物。
3)净重液体填料:当阀门打开时,监控容器中产品的净重。实时,直到达到目标重量阀门关闭。它们适用于填充液体批量[6]。
3.溢流填料模型设计
如溢流填料所述,液体流入瓶高到一定高度,由传感装置检测,然后水流停止。在设计一个溢出填充器以及如何组合它们共同实现这样的设计。
A.可编程逻辑控制器(S7-1200)西门子生产的S7-1200 PLC能够自动化各种机器和流程。它包含CPU、数字输入和输出外围设备、模拟输入外围设备、工业以太网端口和高速计数器模块〔7〕。
B.电容式接近传感器该传感器感应传感器和要检测的对象。电容式传感器可以检测所有材料,但根据DI电气待检测材料的常数。其中一个应用程序电容式接近传感器中的非接触液体液位检测。它能检测到瓶子里的水位因为水的介电常数比塑料瓶或玻璃瓶的di电常数[3]。
C.漫射光电传感器光电传感器只是一个物体探测器。主要是由发射器和接收器组成。发射器发射光束使接收器检测到在没有光束的情况下物体的存在。在漫反射光电传感器,接收器和发射器放在同一个箱子里。发射器的光被散射了当它击中目标并反射到接收器时[3]。
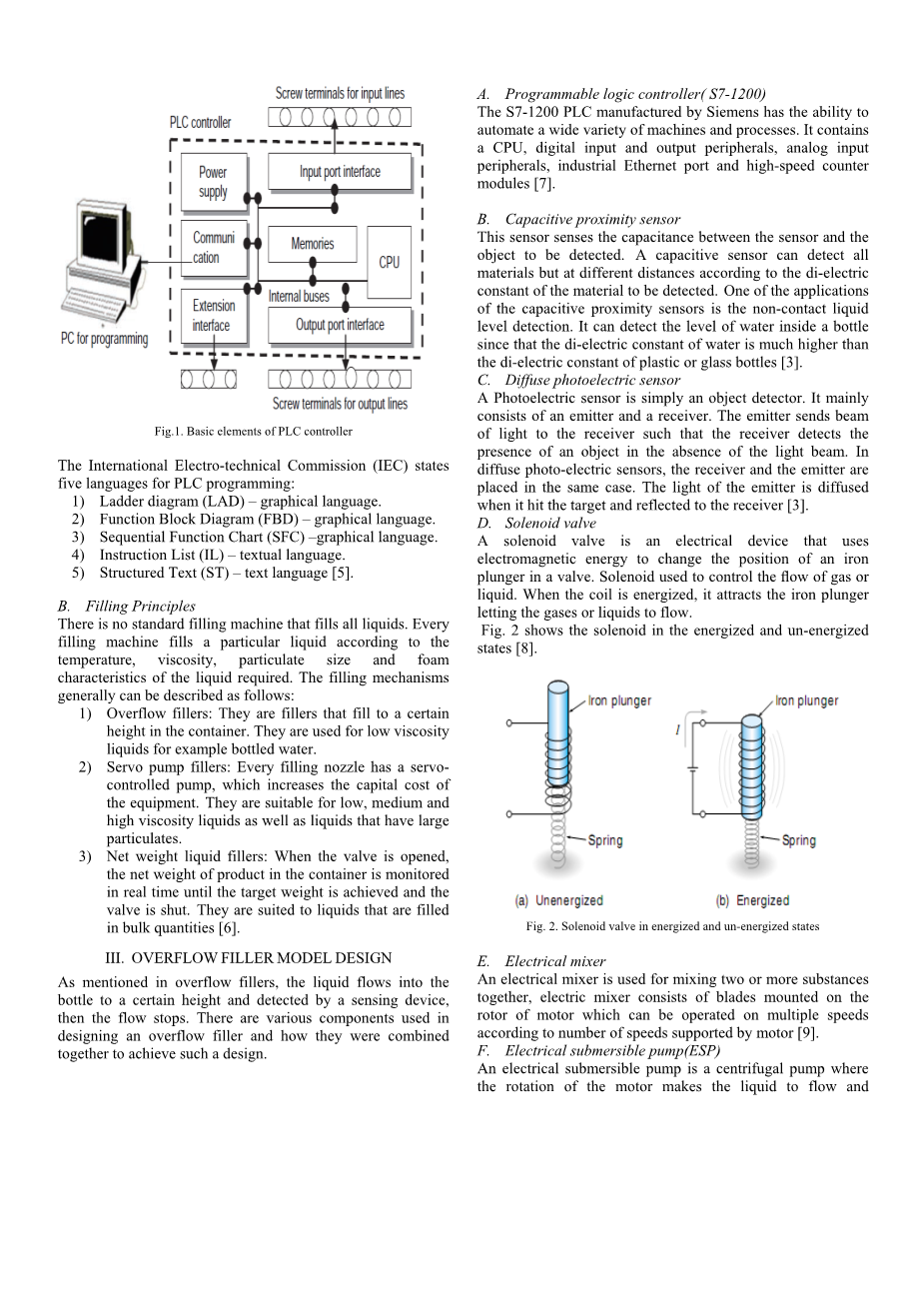
D.电磁阀电磁阀是一种使用改变铁位置的电磁能阀中的柱塞。用于控制气体流量或液体。当线圈通电时,它会吸引铁柱。让气体或液体流动。图2显示了通电和未通电的电磁阀各种状态〔8〕。
图2电磁阀处于通电和未通电状态
E.电动搅拌机电搅拌机用于混合两种或两种以上的物质。电动搅拌机由安装在可多速运行的电机转子根据电机支持的速度数[9]。
F.潜油电泵(ESP)潜油电泵是一种离心泵,其中马达的旋转使液体流动从一个地方转移到另一个地方。因此,保持液体恒流[10]。
G.电磁制动电机通常允许电机在以下情况下减速至停止:与电源线断开,但可能存在如果不方便的话。这个电磁制动器安装在电机后部当电源接通时,使电机立即停止。关闭。电磁制动的应用领域之一电机在传送带系统中,传送带应在高精度的理想位置。输送系统是用于从生产线的一个区域运输产品到另一个[11]。
H.无线接入点IEEE 802.11无线局域网(WLAN)标准可用于在基础设施模式,或计算机到计算机的网络。安基础设施模式有个无线终端通过无线访问配置为客户机/服务器模式点。无基础设施模式不能获得存在一个接入点,通过直接通信从网络互相配合交流信息通过系统。图3说明了基于基础设施的WLAN〔12〕。
图3基于基础设施的WLAN架构
I.全集成自动化(TIA)门户
TIA门户是西门子发布的工程软件。2011年成立公司。它是一个配置和在单个框架中编程整个项目。短暂性脑缺血发作门户可以编程PLC,配置分布式I/O单元,可视化屏幕、参数化驱动程序和执行其他任务。它由安装在一个框架中的许多软件组成,例如作为步骤7专业版,Windows控制中心(WinCC)和其他。本文用它对S7-1200型PLC进行编程。在计算机中可视化和监控整个过程运行时〔13〕。
4.溢流填料模型实现
所提议的溢流填充系统的模型包含金属架、木基、盛液体的罐、管子流动不同的液体和要填充的瓶子。每一个根据提议的设计。
A.系统描述
溢流填料是产品流动的填料。在瓶子里停在一定高度。期望的溢流加注系统已使用PLC进行控制。有两个装有不同溶液的罐,泵入在指定流量下的混合罐。电动搅拌机是用于一组混合两个罐的混合液体积比。混合罐底部有一个电磁阀。使混合溶液进入瓶子,以及液位传感器指示油箱是否为空。
输送系统由交流制动电机驱动在开始安装两个光电传感器以及指示存在和不存在一瓶。另一个光电传感器安装在传送带中心,用于检测瓶子是否存在。填充区域,同时安装电容式接近传感器上面显示瓶子是否已装满。
当系统启动时,两个罐中的溶液被泵送根据任何溶液,然后在混合后,搅拌机运行设定的时间。持续时间完全混合准备就绪。在场时检测瓶子传送带是否开启。瓶子移动到达到填充时由光电传感器指示区域,然后传送带停止,电磁阀允许混合物流过瓶子直到电容接近传感器指示瓶子已装满,然后电磁阀阀门关闭,输送机重新启动。
如果底部的低电平电容式接近传感器混合油箱指示在操作过程中为空。循环;系统暂停,直到混合罐充满并混合完成,然后恢复运行循环。
设计的溢流灌装机的实现如图4所示。
B.计算机运行时监控
整个控制过程在从A到A的TIA门户软件中的计算机运行时无线接入点提供的无线连接PLC。监控过程有助于操作观察系统执行状态的人员。在这个项目中,需要混合的两个卷是由用户输入到计算机运行时,以及混合时间,允许用户更改根据混合溶液的参数。然后系统计算混合罐的容积根据泵流量和电磁阀分配。此卷在计算机运行时显示。图5显示TIA门户中基于联机计算机的运行时。
C.用户定义的网页
可以访问互联网的计算机或移动电话可以,也可以通过输入控制器在Internet浏览器中的IP地址和然后查看可监视和控制系统。在本文中,一个网页在监控特定内存的智能设备PLC中的地址。同时,操作输出设备手动模式,确保所有设备正常工作。不是同时,控制启动和停止系统。图7显示了一个用户定义的网页设置在智能设备中。
. 图4溢出填充实现
图5溢出填充计算机运行时
图6 溢出填充用户定义的网页
5.结论
基于PLC的自动液体灌装系统按溢流填充原则执行。已使用多个装置,主要包括S7-1200除了传感器和机电设备之外,还有PLC。一模型的构造和制造是为了保持系统。该系统通过使用个人通过TIA门户软件作为运行时的计算机屏幕以及智能设备中用户定义的网页。
致谢
感谢我们的主管奥马尔·萨拉马先生的指导和监督。非常感谢总经理阿尔法蒂赫·贾博拉先生。塑料桶生产厂为项目的电气部分融资。感谢Zeta自动化系统员工的技术支持帮助和支持可编程逻辑控制器。多亏了可口可乐公司苏丹允许外勤参观他们的加油站,也要感谢他们的电气主管工程师,Eng.Hassan Osman,寻求他的帮助,以及说明他们工厂使用的填充技术。
参考文献
[1]Ernie Hayden,“自动化与工业的简史 控制系统与网络安全”,《国际计算机杂志》趋势与技术(IJCTT)第23卷,第3期,2015年5月。
[2]Khaled Kamel,Eman Kamel,“可编程逻辑控制器-工业控制”,McGraw-Hill专业出版社,2013年。
[3]张鹏,“工业控制技术”,威廉安德鲁公司,二千零八
[4]W.Bolton,“可编程逻辑控制器”第5版纽尼斯,2009岁。
[5]Clarence T.Jones,“可编程逻辑控制器技术指南”,帕特里克·特纳出版公司,1996年。[6]P.J.Fellows,“食品加工技术:原理与实践”3 rd版本,伍德海德出版系列食品科学,2009年。
[7]西门子公司,“Simatic S7-1200可编程控制器,系统手册”,西门子股份公司,2012年。
[8]Christopher Kilian,“现代控制技术”第2版,Delmar汤姆森学习,2000年。
[9]George Shultz,“变压器和电机”,第1版,Newnes,1997年。
[10]Gabor Takacs,“潜水电泵手动设计,运营和维护”,海湾专业出版社,2009年。
[11]J Schnetler,W Kohlhofer,T Gleeson,“装配和转向”,人南非教育,2009年。
[12]T.L.Singal,“无线通信”第1版,Tata McGraw-Hill教育,新德里,2012年。
[13]Hans Berger,“使用Simatic_u控制器、软件实现自动化, 编程、数据通信、操作员控制和过程监测“第五版,公共信息,2013年。
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[18743],资料为PDF文档或Word文档,PDF文档可免费转换为Word

