Design on High-speed Precision Grinder
Keyword: Grinder, electric spindle, linear motor, PMAC
Abstract
As one of the modern manufacture technology, high-speed grinding takes an important part in the modern manufacture field. With the development of the technology on high-spindle unite, linear precision high-speed feed unit, manufacture of grinding wheel, measurement etc, a great deal of research achievements make it possible for high-speed precision grinding.
In this paper, using PMAC (Programmable Multi-Axis Controller)-PC as the central controller, a new kind of high-speed precision grinder is designed and manufactured. The servo control technology of linear motor is investigated. The dynamic performances of the machine are analyzed according to results. Elliptical work pieces have been machined with this new high-speed precision grinder. Based on these research results, a very helpful approach is provided for the precision grinding of complicated work pieces, and these results promote the development of high speed grinding too.
Introduction
Recently, with the technological progress of modern industry and continuous exploitation of new material, the efficiency and precision of grinding have remarkably been advanced. For the machining of difficult-to-cut materials, the grinding plays a very important role. Generally speaking, grinding with the peripheral speed of grinding wheel among 45 m/s and 150 m/s is called high speed grinding, and that over 150 m/s ultra-high-speed grinding. Only a few of machining belong to high speed grinding, and the ultra-high-speed grinding is rarely used. Recently, with the increasingly advanced technology of high speed spindle unit, linear high speed precision grinding feed unit, grinding wheel production, measurement and so on, the high speed precision grinding technology becomes so mature that it is the research focus of all developed industrial county. This paper introduces a new kind of high speed NC grinder that high seed spindle be used as grinding wheel spindle, linear motor as feed system, and PMAC as controller.
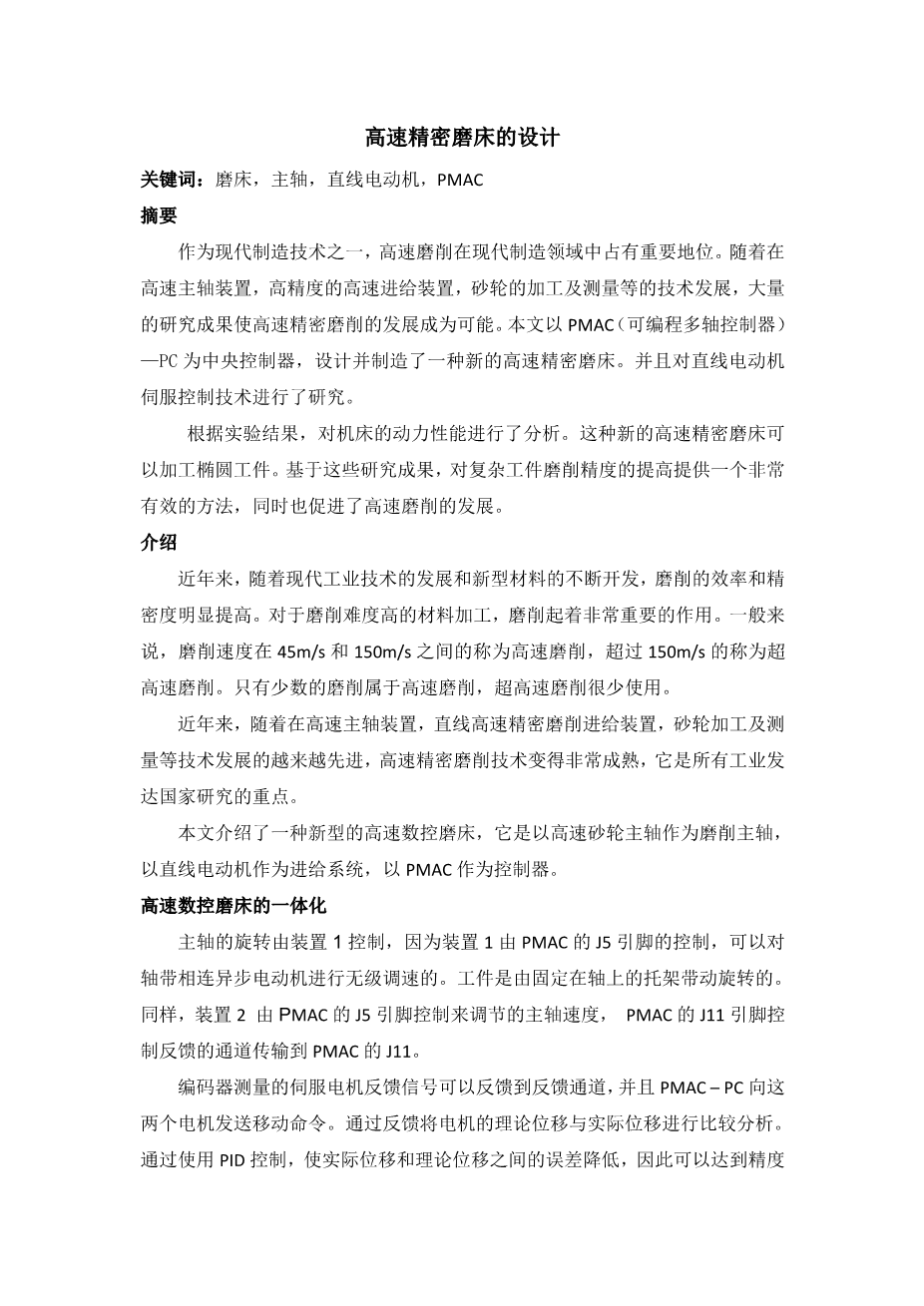
The Integration of High-speed Numerical Control Grinder
The spin of shaft is accommodated indirectly by transducer 1, since transducer 1 controlled by J5 pin of PMAC can carry out the step-less timing of asynchronous motor, which is linked with shaft by strap. The rotation of the work piece is brought along bracket fixed on shaft. Similarly, the transducer 2 controlled by J5 pin of PMAC regulates the rapidity of electrical spindle, J11 pin of PMAC controls the transmitted to feedback channel of the J11 of PMAC. The encoder's feedback signal of the servo-motor can be switched to the feedback channel, and PMAC-PC sent a movement command to the two motors. The analytical displacement of the motor is compared with the experimental displacement of the feedback elements. By using of the PID domination principle, the error between the analytical displacement and experimental displacement is reduced so that the element's accuracy is satisfied. In order to get rid of the rotary error of the shaft, and to satisfy the need of measurement on line, the work piece is supported by precision ballpoint. The 102 line/rotate rotary encoder is fixed on the back of the shaft, and its signal supplies time-base-source to process of the circle-surface grinding f the circle and non-circle section can be completed.
The Closed-loop Feedback Control of Liner Motor with PMAC
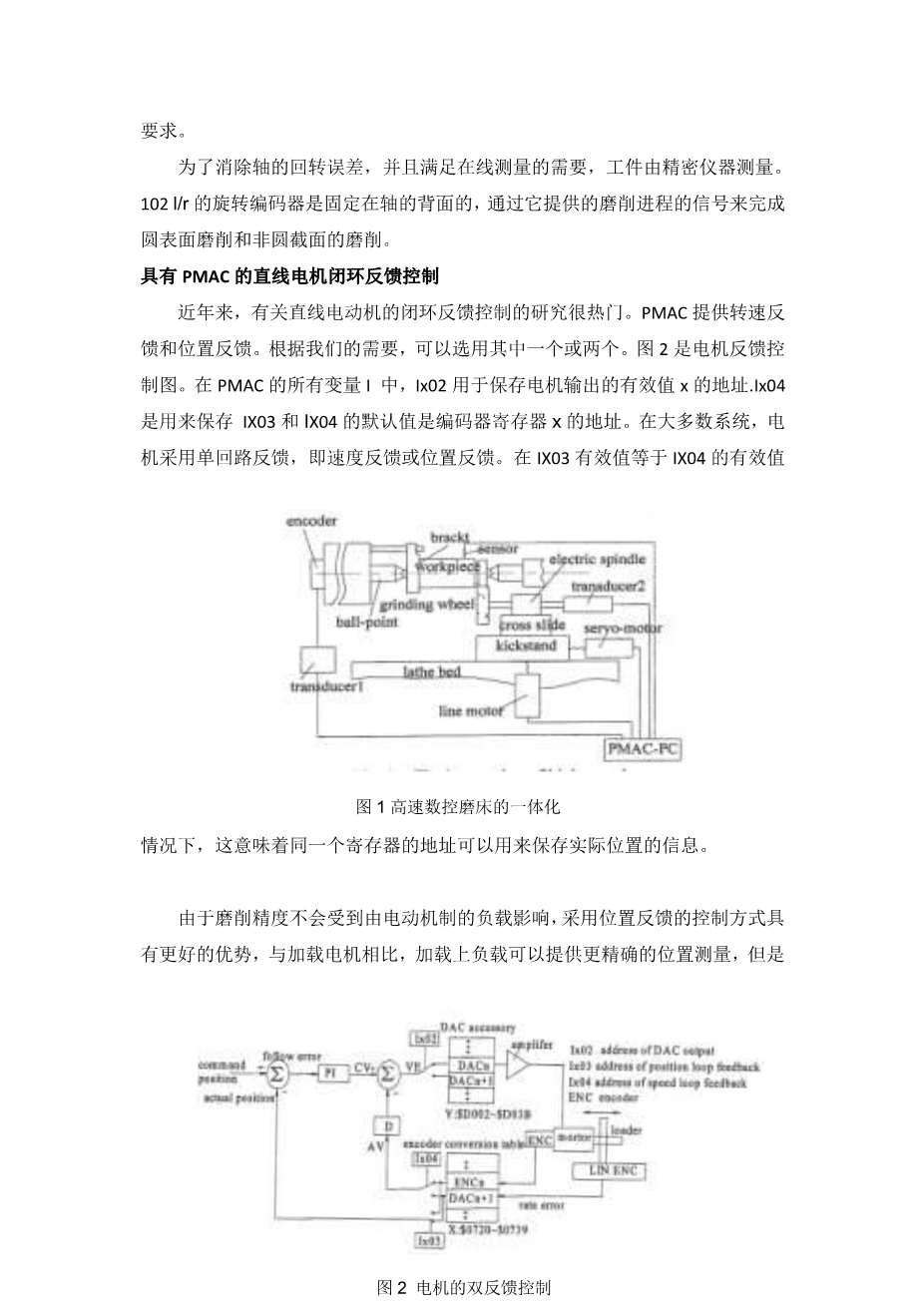
Recently, the research about linear motor close-loop feedback control is popular. The PMAC provides speed-loop feedback and position-loop feedback. We may select one or both of them according to our needs. Fig.2 is the figure of motor feedback control. Among all of I variable of
PMAC, Ix02 is used to memory the address where the output value of number x motor is saved.Ix04 is used to memory the address where the value of the speed circle feedback is saved.The default value of IX03 and IX4 are the address of register coming from the encoder x, which have been dealt with. Among most of the systems, the motor adopts single-loop feedback, namely the speed-loop or position-loop. In that case the value of the IX03 is equal to that of IX04, which means the same register address is used to save the practical position information. Because the grinding precision isn't affected by the defect of load connected with the motor, using position-loop has the advantages that the sensor put on load can provide more precise measure of position than that put on motor, but the system becomes unstable, for these defects, such as clearance, are now inside the feedback loop. When using speed-loop, the measurement precision may be depressed, but the stability better, because in this case the defects are out of the feedback loop.
In our system,the speed-loop feedback is adopted in transverse feed unit,and the position-loop feedback in longitudinal feed unit The feed motion of linear motor adopts closed-loop feedback control. A raster ruler is used to inspect the practical displacement of grinding wheel. The measurement information is feedback to PMAC by encoder of the linear motor. The PID adjuster of the controller adjusts control parameters automatically. According to the error of the objective displacement and the practical displacement, PMAC control the motion of the tool accurately, and achieve the feed wanted.
Experiment of Vibration of Grinder
According to the vibration sources, the vibration of wheel spindle includes electromagnetism vibration and mechanical vibration.
Electromagnetism vibration: the electromagnetism vibration usually exists in intermediate frequency electrical spindle of plane or inner roundness grinding. There are two kinds of major reasons that lead electromagnetism vibration. The first
剩余内容已隐藏,支付完成后下载完整资料
英语译文共 12 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[485532],资料为PDF文档或Word文档,PDF文档可免费转换为Word

