
英语原文共 19 页
表面纹理处理提高轴承滑块摩擦学性能的研究进展
T. Ibatan a, M.S. Uddin a, M.A.K. Chowdhury
(南澳大利亚大学工程学院,马森湖,SA 5095;沙特国王大学,利雅得11421,沙特阿拉伯)
摘要: 表面纹理处理是一种表面改良方式,这种方式可以显著提高如摩擦力,耐磨性等摩擦学性能。表面纹理处理能够同时应用于突出或凹陷的粗糙表面,然而凹陷粗糙表面的使用因为其具有的微润滑结构以及易于加工的特点得到更加广泛的青睐。表面纹理处理的材料制备具有多种方式,其中激光表面织构化最为常用,这得益于它的灵活性与更高的精度。织构化的材料表面的性能表现取决于表面织构的几何特点和轴承部件的工作环境。在水力以及混合润滑情况下,负表面结构上的微腔可以作为液体润滑剂的储蓄池,而在边界润滑条件下,它可以收存磨屑以降低进一步磨损。一段时间以来,已经有大量关于表面纹理处理的研究存在,他们致力于研究出表面纹理处理在摩擦学性能方面的影响。本文对于过去十年里表面纹理处理的研究以及进展持批判态度,着重关注表面形貌的设计、优化、加工以及其在不同润滑状态及载荷容量下的摩擦学性能。数字建模过程用到了雷诺方程及N-S方程,以理解、定义摩擦学特性并加以讨论或与其他试验研究相比较。同时加工表面的薄膜涂层也被发现是一种进一步降低摩擦,提高轴承使用寿命的有效手段。
关键词:表面纹理;摩擦;承载能力;磨损;数值模拟;雷诺方程。
引言
表面纹理处理作为一种改善机械轴承零件摩擦学性能的有效手段已经被从理论上及试验中同时证明。1966年,Hamilton等人提出显微结构下的粗糙表面可以在微观流体滑动轴承中使用。近十年来,摩擦学领域获得了广泛的兴趣,Etsion及Burstein建立起一套基于带半索墨菲边界条件修正的雷诺方程的理论模型,这种方程可以用来分析带有半球形浅孔的机械密封表面的操作性能。随后,该理论模型得到了斯威夫特-斯特伯气穴边界条件的修正,同时对照试验分析可以发现模型之间具有明显的相关性。这些结果揭示出机械密封表面上的表面纹理处理对于机械密封性能的显著提升。
从那时起,为了完全找出不同润滑状态下表面纹理处理对于提高摩擦学性能的潜在影响,大量理论分析及试验论证的相关研究被投入其中。表面纹理处理对于摩擦学性能的提高主要归功于表面微腔可以作为润滑液的储存池,这有利于增加对磨零件之间润滑液膜的厚度。汇聚的薄膜厚度使得流体动压生成,提供了额外的升力,避免了轴承表面的接触。此外,微腔能够收存磨屑,以使摩擦表面上的进一步磨损最小化。
表面纹理处理对于摩擦学性能的改善程度取决于其形状、密度、深度以及点坑的种类。此外工作条件以及润滑状态同样对其有很大影响。现阶段对于表面纹理加工技术的进展主要包括光刻蚀、激光织构化以及精度控制在几微米以内的高精度机加工。为了从表面纹理处理中获得最优的摩擦学性能表现,基于几何特点及工作条件的最优解就亟待被发现。然而,不同的条件下往往需要不同规格的表面纹理才能得到最优的摩擦学性能,这常常需要试验或试错的方法发现。
本文旨在在关注表面纹理处理的情况下,回顾不同轴承零件的摩擦学性能,其中表面纹理处理主要指纹理加工过程、设计以及摩擦学性能的最优表现。最近的研究从试验角度及理论角度研究了表面纹理处理对水力润滑条件下的影响,同时干摩擦状态也被总结并讨论进来。数学模型建立在基本的雷诺方程及N-S方程的讨论与比较的基础之上。现阶段带有干膜以及/或薄膜涂层表面纹理结构已经被充分阐明有效,这将为未来工程师在润滑领域权衡表面纹理带来的摩擦学性能的提高提供指导。
轴承零件的摩擦学性能
2.1应用及功能要求
轴承是降低摩擦副之间摩擦力的一种机械元素。润滑剂,不论是液态或者固态,常被用于摩擦副的摩擦表面以使摩擦副摩擦流畅。19世纪,Beauchamp Tower发现了径向轴承的水力润滑,并指出油压的存在以及油压能够分离对磨工件。Osborne Reynolds随后在1886年发表了一篇基于Tower的试验结果的论文,该论文详细地用理论证明了摩擦表面上水力压强的存在,这种水力压强能过够分离摩擦表面,以达到减摩减损的效果。从那时起,更深层的研究以及摩擦学领域的进展促进了技术层面上的明显进步,并且在许多对轴承寿命及摩擦学性能有特殊要求的工业领域中有着广阔前景。以下有几个此类轴承零件的应用实例,包括活塞环,唇边式密封,气缸套,人工髋关节置换术,汽车零部件以及微机电系统领域。
2.2摩擦学性能面对的挑战
理想状况下,轴承零件应当有足够长的寿命以传递特定的功能表现。然而,有几个需要面对的问题会限制轴承零件的使用寿命。当工件对磨时会随着时间产生热。机械工件中常使用的润滑液是烃类物质的混合物,他们的性质会随着摩擦面温度的改变而发生改变。经常启动、停止的操作也可能导致温度的升高。由于烃类物质化学成分的改变,轻质烃会先蒸发,重质烃会被留下。能量流失会导致润滑液温度升高,因此使得润滑液粘性如同分析中的一样恶化。此外,轴承工件发热以及操作条件导致的热效应也会影响轴承摩擦学性能的表现。
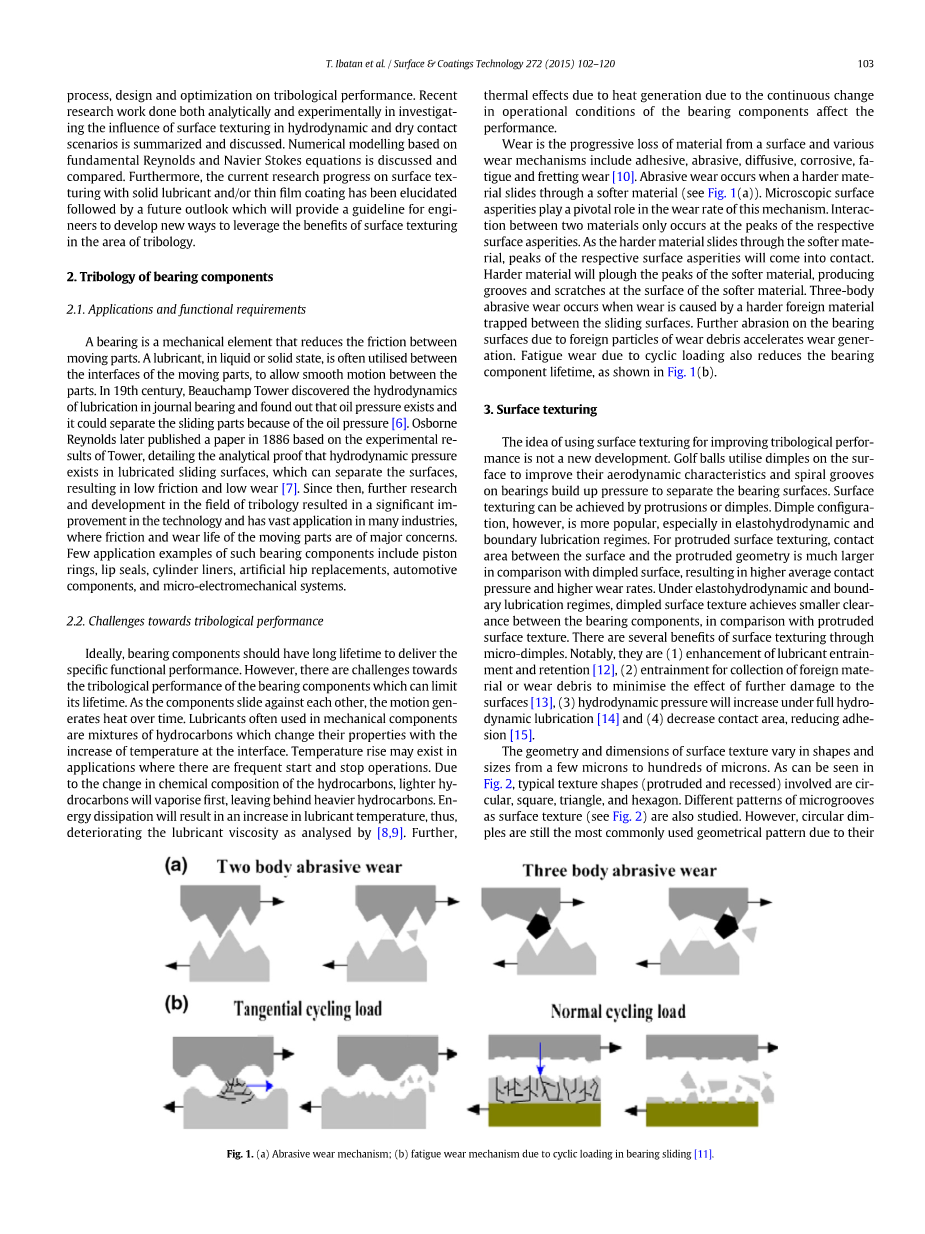
磨损是指摩擦表面上材料的持续损失,机械磨损有很多种,包括黏着疲劳、扩散疲劳以及腐蚀疲劳此外还有微动磨损。磨蚀会在较硬材料滑过较软材料表面的时候发生,显微视野下的表面粗糙度对磨损率起决定性作用。两种材料之间的互动只会发生在各次表面的粗糙峰之间。当较硬材料滑过较软材料,各自表面的粗糙峰相接触。较硬材料犁过较软材料的粗糙峰,在较软材料表面产生犁沟及划痕。当磨损产生于被夹于两个摩擦表面的外加材料时,三体磨蚀会产生。而由于磨损过程产生的磨屑积累会导致摩擦表面更深层次的磨损。由于周期载荷产生的疲劳磨损也会降低轴承零件的使用寿命,如图1所示。
图 1 (a)磨损机理;(b)轴承滑动循环载荷引起的疲劳磨损机理
3表面纹理处理
利用表面纹理来提高摩擦学性能的想法并非最近的发展成果。高尔夫球利用其表面的点坑来提高其空气动力性能,轴承表面的螺旋沟槽可以提供一种压力使得轴承摩擦表面分离。表面纹理可以表现为点坑或者突起两种,然而点坑构造更受青睐,尤其是在流体动压润滑条件以及边界润滑条件下。为了加工表面纹理,加工出来的几何图案与对磨物的接触面积将比点坑表面大,这就导致了更高的比压与磨损率。在流体动压润滑与边界润滑条件下,点坑表面纹理将相比加工出的表面纹理得到更小的空隙。微型点坑式的表面纹理有许多优势。其中比较明显的是:(1)有利于润滑液的夹带与留存(2)能够带走并收存外来颗粒或者磨屑以将其对摩擦表面的进一步损害降到最小(3)在全水动力润滑条件下水压会有所提高。(4)减少接触面积,避免粘连。
表面纹理处理的几何学形态和尺寸,在形状与尺寸方面变化,从几微米到数百微米不等。如图2所示,典型的纹理形状(不论是加工还是压制出来的)包括环形、正方形、三角形以及六边形。如图2所示的不同形式的微观沟槽也受到了研究。然而圆形点坑由于其易加工,低成本的特点仍然是最常用的几何模型。
图 2不同类型加工表面纹理的扫描电镜图像:(a)正方形(突起),(b)半球形(凹陷),(c)凹槽(凹陷)[25],(d)六角形桁架、(e)矩形(凹形)、(f)三角形(凹形)
表面纹理有三个主要参数,包括纹理形状、点坑深度以及纹理密度。通过对几何参数的斟酌考虑,最优化的表面纹理将提供最好的摩擦学性能,即最小的摩擦力以及最大的负载能力。同样,研究发现最佳几何特征并非各自独立而是有相似之处,规则图形如有圆形或弧形边缘的椭圆形被发现相比其他图形能够更有效地降低摩擦力并提高负载能力。然而梯形在双向水力润滑过程中相比规则图形如圆形或者椭圆具有更好的表现。持续不断的研究正在受到资助以研制出新的表面纹理形状,使的表面形貌处理能够进一步提高摩擦学性能。表1总结了本文回顾的针对表面纹理处理的研究工作,阐明了不同种类表面纹理形状的最佳几何特点,加工方法,操作条件以及所使用的润滑条件。表面纹理形状以及几何特点对于摩擦学性能的提高的具体细节将会在第五章中详细阐述。
表 1本文综述的近年来在表面纹理方面的研究进展
4表面纹理加工
随着针对表面纹理方面摩擦学效应的互联网技术的发展,各种各样的表面纹理加工方式在过去十年中有了长足的进步。很久以前,蚀刻技术被用来加工物理表面纹理样品,这种样品可以被用来分析由理论分析得出的最佳参数。震动轧制法是一种使用硬质压头来在金属工件上生产浅沟槽的方法,这种技术得益于过去十年间表面加工技术的发展由Schneider发明而来。其中包括激光表面纹理,反应离子蚀刻,光刻与各向异性蚀刻以及微观表面铸造的其他表面处理技术等。接下来的部分着重强调了最近发展并使用的几种表面纹理处理的细节描述。
4.1激光表面处理技术
激光表面织构技术(LST)是一种最先进的表面织构技术,可以产生滑动接触的微凹坑图案。所用的激光速度非常快,加工时间也很短。对尺寸和形状的控制精度很高,实现了优化几何参数的构造,可用于各种材料,包括金属、陶瓷和聚合物。这种技术已经被电子工业使用了二十多年,特别是磁存储和微电子机械系统。变形过程包括聚焦脉冲激光,以产生由凝固熔化边缘包围的微凹坑图案。加工过程中会产生大量能量,材料会发生熔化和汽化,导致凝固熔化边缘的热影响区域产生,从而改变了局部的微观结构和机械性能。为了最大限度地减小凝固熔体边缘的微观结构和尺寸变化,可以修改适当的脉冲能量和脉冲频率。LST常用的激光器是CO2和Nd:YAG。金属对二氧化碳激光器的波长具有很高的反射率。因此,需要惰性气体作为辅助气体来提高表面吸收率。与二氧化碳相比,Nd:YAG激光最近被用于生产具有更好质量的表面纹理。
图 3 LST加工表面点坑的形貌
4.2. 微型球头铣削
尽管LST非常流行并且有很多优势,但在大规模商业用途上实现它很难,因为生产精确的微凹痕表面需要大量的能量。机械加工生产微凹坑某些方面优于LST。近年来,由于其独特的切削机理,微球头铣削被用于表面微结构的制造。图4显示了加工微凹坑时的微球头铣削过程。
这个过程可以在平面和复杂的表面上创建纹理。Yan等人使用具有精确表面特征的单晶金刚石球头磨加工出微凹坑。一些材料已被用于在表面产生微凹坑,如玻璃和黄铜。与LST等高能表面织构工艺相比,该工艺具有广阔的应用前景,但要进一步提高刀具寿命,还需要进一步研究材料清除碎片产生的犁削效应、周期力和阻尼等问题,并且需要更高级的算法以提高表面形貌精度。
图 4 倾斜球体端铣
4.3. 微型铸造
目前对微铸造方法的研究很少。然而,这仍然是加工表面形貌的可行方法。Cannon和King开发了一种铸造方法,如图5所示,在这种方法中,金属被铸造成柔性硅酮模具,由微型制造的硅酮模板铸造而成。他们的工作证明了该工艺的多功能特性,纹理周期为400纳米,孔径在10至100mu;m范围内。该技术最大限度地减少了进一步加工的要求,因为这样会影响局部机械性能,比如如凝固的熔融边缘和材料浪费情况。
图 5 微型铸造的过程
随后,Cannon和King还利用熔模铸造技术,从微观结构橡胶铸造的陶瓷模具中生产出具有微凹坑的铝。该铸造方法具有良好的复制保真度,采用了圆形、方形和三角形等多种微凹形状,尺寸从25mu;m到50mu;m不等。与LST技术相比,微铸造技术具有很大的潜力,尤其是在大规模商业用途上。
4.4. 电化学加工
电化学加工(ECM)是指在电解过程中通过阳极溶解的方法去除材料。与其他表面纹理加工技术相比,该工艺具有效率高、生产成本低、无刀具磨损、无热影响层等优点。通过这种方法进行的表面纹理可以通过无遮罩或去除遮罩材料来实现。通掩膜电解法是常用的加工方法,其利用光刻技术通过暴露于紫外线辐射以及发展更高级的光刻蚀剂的方法来产生微表面特征。
图 6 电化学加工的过程
由于潜在的差异,工件的未保护区域被选择性地溶解,所以会发生微表面变形。图6显示了通过掩模ECM加工纹理所涉及的过程。Nouraei和Roy开发了一种ECM表面纹理化方法,其中阳极位于电化学反应器中,靠近带有表面纹理的阴极。Natsu等人采用无掩膜电解质喷射加工,产生直径300mu;m的圆形表面纹理。Costa和Hutchings也使用无掩模ECM方法来生成直径为120mu;m的圆形表面纹理。通过掩模ECM类似于光刻,在光阻涂层基板上生成表面纹理图案,并通过暴露于紫外线辐射和烘烤形成光阻。然后通过这个过程选择性地溶解金属。ECM已应用于许多工业应用,如生物医学、汽车和航空航天行业。
5. 表面结构对摩擦学性能的影响
轴承副的摩擦学性能不仅取决于表面结构的几何特性,而且取决于轴承副的工作条件。以下章节说明了影响摩擦学性能的关键因素。
5.1. 形状和几何特征
图 7 (a)表面纹理的重要几何参数和(b)规则纹理形状
图7说明了研究人员目前研究的表面纹理和规则纹理形状的重要几何特征。关键几何图形有纹理深度、底部形状轮廓、纹理密度、表面纹理对于滑动方向的方向以及表面纹理的排列方式。值得强调的是,如果没有得到优化,表面纹理可能会对承载力偶的摩擦性能产生负面影响,例如,非常深的表面纹理会减少薄膜厚度。
先前的研究人员探讨了表面结构的几何形状和方向对摩擦学性能的影响。最常见的纹理形状是圆形、三角形和椭圆。其中,圆形凹坑的表面结构因其易于制造而得到广泛应用。Yu等人利用数值研究了流体润滑环境中圆形、三角形和椭圆表面纹理方向的影响。结果表明,结构的几何形状和取向对承载力有明显的影响。与圆形凹坑相比,侧面垂直于滑动方向的三角形和长轴垂直于滑动方向的椭圆具有更大的承载能力或平均膜压,而椭圆在所有这些凹坑中表现出色,并将承载能力提高了26.3%。环形凹陷(见图8)模拟结果与Wang、Hsu的试验结果吻合较好。
图 8 纹理形状和方向对(a)薄膜压力分布和(b)无量纲平均压力的影响
lt;
资料编号:[5778]
以上是毕业论文外文翻译,课题毕业论文、任务书、文献综述、开题报告、程序设计、图纸设计等资料可联系客服协助查找。

