
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
基于PLC的电站锅炉自动控制系统
Zhang Yaoyuan1, a, Zhang Zisheng2,b , Yu Jie3,c ,
Guo Wei4,d and Liu Zhiqing5,e
1College of Electronic and Information, Hebei University, Baoding, China
2,4,5Electrostatic Research Institute, Hebei University, Baoding, China
3College of information Science and Technology, Dalian Maritime University
azhangzisheng@hbu.edu.cn,b zzsxiansheng@163.com, cathen11@126.com, dgwly@163.com, elzq@ hbu.edu.cn
摘要:本文在西门子S7-200的基础上设计了电厂锅炉自动控制系统。在介绍西门子S7-200型PLC以及锅炉工作的基础上,详细设计了电厂锅炉总控制系统。此外,初始化程序的设计是基于所有交换机的输入和输出地址。实现了通信程序,包括程序运行参数的初始化、系统子程序的调用、校验和计算、实时数据接收过程等。最后,以PLC为核心,成功地将锅炉内的热能自动转化为电能。
关键词:PLC;锅炉;自动控制;西门子S7 - 200;梯形图
介绍
锅炉是一种应用广泛的热源设备。由于传统的自动控制设备控制程度低、安全系数低、热效率等方面达不到预期目标,锅炉控制中仍存在许多问题。可编程逻辑控制器(PLC)是一种通用的工业控制设备,以其可靠性、灵活性、稳定性、低成本和体积小而著称,目前被广泛应用。PLC以微处理器为核心,掌握了自动化技术和通信技术,实现了工业自动化控制。为了实现锅炉的自动控制,进一步提高锅炉的功能,本文将电厂锅炉的工作与西门子S7-200 PLC的功能相结合。
西门子S7-200 PLC的特点
西门子S7-200 PLC利用运行程序控制设备的过程实际上是内部数据的操作。PLC存储器又称软构件,根据功能的不同可分为几个区域。这些软分量也可以定义为内部继电器(软继电器),这与传统电路中使用的继电器是不同的。由于梯形图中应用的物质是与存储器读数相对应的,如输出继电器(Q)、顺序控制继电器(S)、输入继电器(I)、定时器区域(T)、专用标志继电器区域(SM)等,因此软构件可以无限制地使用。
锅炉工作
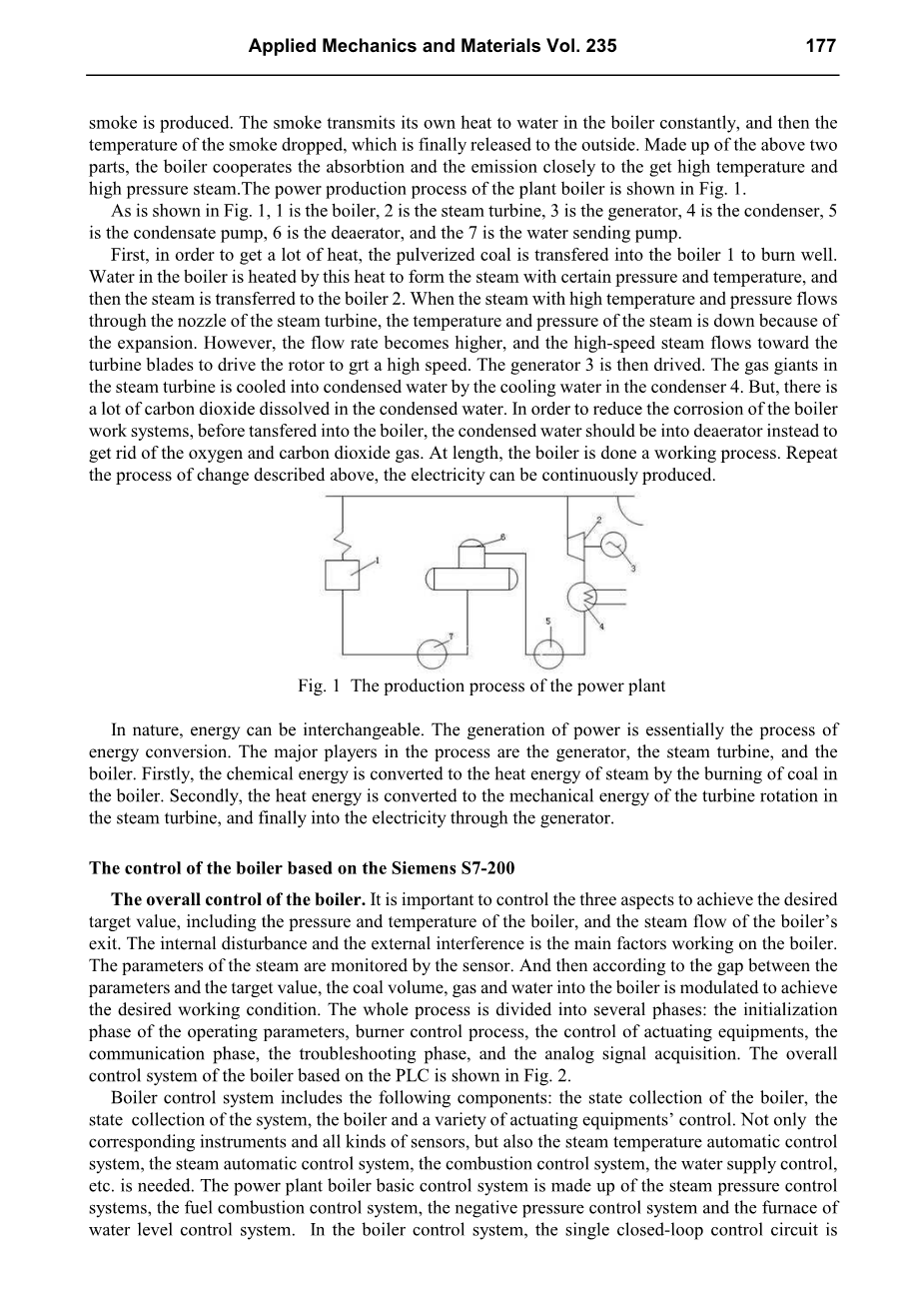
在电厂中,锅炉是一种产生高温高压蒸汽的设备。锅炉工作时锅是加热的。锅里的水通过吸收煤燃烧的热量,蒸发成饱和水蒸气,然后进入过热蒸汽。所谓锅炉的加热炉就是热源装置。在该系统中,煤粉与空气充分混合燃烧,产生高温火灾和烟气。烟把自己的热量传给锅炉里的水,然后温度下降的烟雾,最终被释放到外面。锅炉由上述两部分组成,对高温高压蒸汽的吸收和排放紧密配合。电站锅炉的发电过程如图 1所示。
1为锅炉,2为汽轮机,3为发电机,4为冷凝器,5为凝结水泵,6为除氧器,7为送水泵。
首先,为了获得大量的热量,煤粉被输送到1号锅炉燃烧良好。锅炉中的水被这种热量加热,形成一定压力和温度的蒸汽,然后蒸汽被输送到锅炉2。当高温高压蒸汽流经汽轮机喷嘴时,由于膨胀,蒸汽的温度和压力降低。然而,随着流速的增加,高速的蒸汽流向涡轮叶片,带动转子以较高的速度运转。然后驱动发电机3。汽轮机中的气体巨量通过冷凝器4中的冷却水冷却成冷凝水。但是,冷凝水中溶解了大量的二氧化碳。为了减少锅炉工作系统的腐蚀,在进入锅炉前,冷凝水应进入除氧器,以排除氧气和二氧化碳气体。最后,锅炉完成了一个工作过程。重复上述变化过程,即可连续产生电能。
图 1 电厂生产过程
在自然界中,能量是可以互换的。发电实质上是能量转换的过程。这个过程中的主要参与者是发电机、汽轮机和锅炉。首先,化学能在锅炉中通过燃烧煤转化为蒸汽的热能。其次,热能在汽轮机中转化为汽轮机转动时的机械能,最后通过发电机转化为电能。
基于西门子S7-200的锅炉控制
锅炉的整体控制。控制锅炉的压力、温度和锅炉出口蒸汽流量这三个方面来达到预期的目标值是很重要的。锅炉运行过程中的内部干扰和外部干扰是影响锅炉运行的主要因素。蒸汽的参数由传感器监测。然后根据参数与目标值的差值,对锅炉进煤量、进气量、进水量进行调制,达到预期的工作状态。整个过程分为几个阶段:运行参数初始化阶段、燃烧器控制阶段、执行设备控制阶段、通信阶段、故障排除阶段、模拟信号采集阶段。基于PLC的锅炉整体控制系统如图 2所示。
锅炉控制系统包括以下几个部分:锅炉的状态采集、系统的状态采集、锅炉及各种执行设备的控制。不仅有相应的仪器和各种传感器,还有蒸汽温度自动控制系统、蒸汽自动控制系统、燃烧控制系统、供水控制系统等。是必要的。电站锅炉基本控制系统由蒸汽和压力控制系统、燃油燃烧控制系统、负压控制系统、炉膛水位控制系统组成。在锅炉控制系统中,锅炉负压采用单闭环控制电路。两冲量用于水位控制。蒸汽压力控制采用级联控制。将蒸汽流量信号与串级电路输出相结合,得到的信号可作为锅炉负压控制的前馈量,燃烧控制量的预定值,从而保持最高的空燃比效率。此外,还安装了监测含氧量的传感器,实时监测烟气含氧量的变化。利用含氧量控制系统,空气燃料比系数不断固定,燃烧效率最高。在大多数锅炉中,温度对煤量的影响要快于蒸汽压力,因此需要将锅炉内的温度和蒸汽压力串联起来,形成热负荷系统。系统如图 3所示。
图 2 基于PLC的锅炉总体控制系统
图 3 温度和蒸汽压力级联控制系统
为实现该项目,采用西门子S7-200 PLC
根据设计要求,PLC作为系统的控制器,包含接收开关量和输出开关量两个重要的组成部分。PLC首次开机运行时,应同时设置具体参数。特别是,重要的参数需要备份到运行程序中进一步使用。操作参数的初始化。工艺参数的初始化由梯形图实现。
根据上面的梯形图,当“停止”变为“运行”时,位在MOVB中。贴片被设置为中断。PLC主机地址为(01)0 30日至31日。MOVD“ON”,用于初始化子例程。在开始时,波特率被设置为9600被设置接受错误的缓冲区。如果M0.3有电,接收是正确的。如果M0.4有电,接收是错误的。在计算机应答后,启动系统子程序。
沟通计划。外部设备由PLC和PC控制系统监控。输入信号由多种传感设备采集,然后传送到计算机上执行操作员的指令。主要分为程序初始化、标定计算和数据接收三个阶段。
据上面的梯形图,先阅读收到的说明。如果M0.3有电,则BCC是正确的,发送缓冲区由填充重新设置。MOVW的第一个符号是3。MOVB的结束符号是5。最后字节由MOVB发送,它也调用“发送缓冲区”。
首先由PC写入数据,然后判断密件抄送是否正确。其次,将PLC中的地址信息和字节分开,转换为直接地址。最后,3、6和5通过XMT返回到计算机。
最后,在西门子S7-200PLC正常且准确工作下实现了电站锅炉的自动控制。信号由传感器采集,然后传送到计算机,进一步控制火箱内的消防设备。
结论
本项目讨论了基于西门子S7-200的电站锅炉的自动控制,包括锅炉的工作、设备的整体控制,最后实现了基于PLC的整个控制程序。
首先,化学能在锅炉中通过燃烧煤转化为蒸汽的热能。其次,热能在汽轮机中转化为汽轮机转动时的机械能,最后通过发电机转化为电能。
实现该项目,采用西门子S7-200 PLC。根据设计要求,主要布置了程序运行参数初始化、系统子程序调用、校验和计算、实时数据接收过程等框图。
参考文献
[1] Zeng Zhixia: Pplication of the PLC control system in the flue gas Desulphurization Project, Petrochemical Industry Application (2009), Vol.28, p. 8.
[2] Tian Hui and Liu Jian: Analysis on energy consumption of atmospheric-vacuum distillation (2009), 20(4), p. 41-42.
[3] Sun Baoshan: Application of PLC system in steam boiler control (2009), 20(4), p. 39-40 .
[4] Wang Xinhua, Jia Qiusheng, Wang Lei, Zhang Xianfu: Analysis on SH/T0629-1996 Testing Method for arsenic content in naphtha (2009) 20(4), p. 36-38.
[5] Allen Bradley: Communication Controller Module manual (1985), No. 1771-6.5.15.
[6] Cai Shuzhen, Liu Qingbo, Yang Wenzhu and Sun Yeqi: The application of Programmable logic devices (PLC) in Central air conditioning central controller, Hebei university journal (2001), Vol. 04 70-72.
[7] M. P. Groover: Automation.Robotic Systems and Computer Aided Mam hcturing, Prentice- Hall, Englewood Cliffs, NJ, 198(I).
[8] W. C. Arudt: 'How MIS pays off', Plastics Technology. April 1984.
[9] Malvern: Application of PLCrsquo;s as front-end pre-processors in factory information systems, Int J Adv Manuf Technol (1991),6:36.
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[18388],资料为PDF文档或Word文档,PDF文档可免费转换为Word

